金属面保温装饰一体板生产计算机控制方法与流程
1.本发明涉及控制调节技术领域,具体涉及金属面保温装饰一体板生产计算机控制方法。
背景技术:
2.金属面保温装饰一体板是外墙保温装饰一体板的一种,主要应用于高档办公楼、高档住宅楼、政府大厦、银行大楼、会展中心、写字楼、酒店、学校、医院、别墅等建筑外墙保温系统。其具有极佳的户外耐候性、保色性、抗碱性、耐水性、耐擦洗性、抗裂耐温变、防水、耐磨、耐碰撞,且漆膜坚韧持久、附着力强、防霉效果极佳。
3.金属面保温装饰一体板包含金属面层和保温层,通过在称为基板的金属面层喷涂氟碳金属漆,达到户外耐候性、保色性、抗碱性、耐水性、耐擦洗性、抗裂耐温变、防水、耐磨、耐碰撞等效果。
4.目前常用的氟碳金属漆喷涂模式为空气喷涂模式,主要是利用喷枪的功能把涂料产品从喷嘴中喷出,再由空气缩机所发生的缩空气在喷嘴处产生的负压把漆流冲致成粒状再射向被加工处理的基面。
5.在科技水平快速发展的今天,很多行业都应用智能控制或调节系统来完成生产或检测,而空气喷涂的喷涂效果依然依赖于操作工人的熟练程度,且由于空气喷涂将氟碳金属漆雾化,对操作工人健康有损害。
技术实现要素:
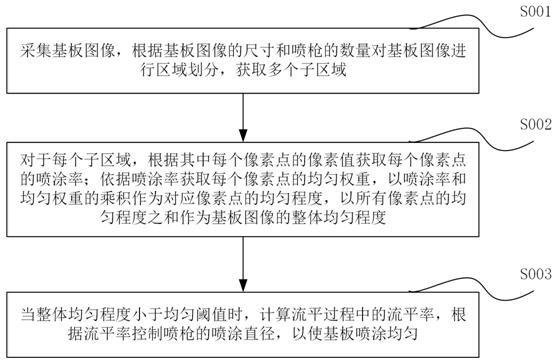
6.为了解决上述技术问题,本发明的目的在于提供一种金属面保温装饰一体板生产计算机控制方法,所采用的技术方案具体如下:本发明一个实施例提供了一种金属面保温装饰一体板生产计算机控制方法,该方法包括以下步骤:采集基板图像,根据基板图像的尺寸和喷枪的数量对基板图像进行区域划分,获取多个子区域;对于每个子区域,根据其中每个像素点的像素值获取每个像素点的喷涂率;依据喷涂率获取每个像素点的均匀权重,以喷涂率和均匀权重的乘积作为对应像素点的均匀程度,以所有像素点的均匀程度之和作为所述基板图像的整体均匀程度;当整体均匀程度小于均匀阈值时,计算流平过程中的流平率,根据所述流平率控制喷枪的喷涂直径,以使基板喷涂均匀;所述流平率的获取过程为:获取每个喷枪对应的喷漆区域,根据每个像素点的位置获取每个像素点在喷涂过程中的喷漆量,依据喷漆量和喷涂率获取所述流平率。
7.优选的,所述流平率的获取过程包括:假设流平率为,根据相邻像素点的喷漆量和流平率获取相邻像素点之间的流平
速度,基于流平速度与流平时长得到每个像素点的流平量,根据喷漆量和流平量的差异获取每个像素点实际的喷涂量;根据喷涂率获取喷漆区域的均匀边界,通过将均匀边界内宽度方向上的每个像素点的喷涂量全部相等,进行等式求解得到所述流平率。
8.优选的,所述喷涂率的获取步骤包括:以每个像素点为中心构建一个窗口,获取子区域中心点对应的窗口内所有像素点的平均灰度作为标准灰度,计算每个像素点的灰度值与标准灰度的差异作为第一差异;计算窗口内每个像素点与中心点的灰度差异,依据灰度差异获取窗口的混乱程度;根据所述第一差异和所述混乱程度计算中心点的所述喷涂率;所述第一差异和所述混乱程度均与所述喷涂率呈负相关关系。
9.优选的,所述均匀权重的获取方法为:获取所述窗口内每个像素点与窗口中心点的喷涂率之间的差异,选取最小的差异作为预设值的负指数计算得到函数值,对函数值进行归一化作为所述均匀权重。
10.优选的,所述混乱程度的获取方法为:获取每个像素点对应的灰度差异的差异级别,统计窗口内每个差异级别对应的频数,进而计算差异级别的熵作为所述混乱程度。
11.优选的,所述均匀边界的获取方法为:在喷漆区域内作一条与喷漆方向相垂直的线段作为宽度方向,过所述宽度方向上每个像素点作与喷漆方向平行的平行直线并标号,计算每条平行直线上的像素点的喷涂率均值,选取连续大于等于所述均匀阈值的最后一个标号对应的平行直线作为均匀边界。
12.优选的,所述根据所述流平率控制喷枪的喷涂直径,包括:假设喷枪的喷涂直径为2r,根据每个喷枪对应的喷漆区域中每个像素点的位置、所述喷涂直径、所述流平率以及流平时长计算每个像素点的喷涂量,令所述喷漆区域中每个像素点的喷涂量相等,对得到的连等式求解,计算出所述喷涂直径。
13.本发明实施例至少具有如下有益效果:获取基板图像的整体均匀程度,对于整体均匀程度较小的基板通过喷漆量和喷涂率计算流平率,根据流平率控制喷涂量。本发明能够智能控制喷枪的喷涂直径以使金属面保温装饰一体板表面喷涂均匀,保证喷涂质量,同时避免了人工操作中氟碳金属漆对工人健康的危害。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案和优点,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
15.图1为本发明一个实施例提供的金属面保温装饰一体板生产计算机控制方法的步骤流程图。
16.图2为金属面保温装饰一体板生产时的喷涂示意图。
17.图3为喷漆过程示意图。
18.图4为喷漆区域示意图。
具体实施方式
19.为了更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的金属面保温装饰一体板生产计算机控制方法,其具体实施方式、结构、特征及其功效,详细说明如下。在下述说明中,不同的“一个实施例”或“另一个实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
20.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。
21.下面结合附图具体的说明本发明所提供的金属面保温装饰一体板生产计算机控制方法的具体方案。
22.请参阅图1,其示出了本发明一个实施例提供的金属面保温装饰一体板生产计算机控制方法的步骤流程图,该方法包括以下步骤:步骤s001,采集基板图像,根据基板图像的尺寸和喷枪的数量对基板图像进行区域划分,获取多个子区域。
23.具体的步骤包括:1、采集基板图像。
24.基板在进行面漆喷涂工艺后,需要进行流平干燥。在流平干燥工艺出料口传送带上方架设平面无影光源和相机,使用平面无影光源照射基板,通过相机俯视拍摄基板图像,图像中包含背景及基板。
25.本发明实施例采用dnn语义分割的方式来识别分割图像中的目标。其中,dnn语义分割网络使用的数据集为俯视采集的基板图像数据集。需要分割的像素,共分为两类,即训练集对应标签标注过程为:单通道的语义标签,对应位置像素属于背景类的标注为0,属于基板的标注为1。网络的任务是分类,使用的损失函数为交叉熵损失函数。
26.2、对基板图像进行区域划分,获取多个子区域。
27.请参阅图2的喷涂示意图,对基板201进行喷涂的喷涂装置为密闭环境中多个并排的喷枪203,喷枪203喷射出的喷雾202在基板201上呈圆形。喷枪间隔均等,喷涂过程中,通过喷枪顺着基板201的方向移动来达到喷涂整个基板的目的。
28.首先将基板连通域图像转为灰度图像,大小为,将喷枪数量记为。然后根据基板图像的尺寸和喷枪的数量对基板图像进行区域划分,将灰度图像分割成个大小的子区域,其中,为向上取整符。
29.根据基板图像的尺寸和喷枪的数量对基板图像进行区域划分使每个子区域内部都为同一个喷枪喷射的漆雾流平干燥后应该覆盖的区域。
30.步骤s002,对于每个子区域,根据其中每个像素点的像素值获取每个像素点的喷涂率;依据喷涂率获取每个像素点的均匀权重,以喷涂率和均匀权重的乘积作为对应像素点的均匀程度,以所有像素点的均匀程度之和作为基板图像的整体均匀程度。
31.具体的步骤包括:1、根据每个像素点的像素值获取每个像素点的喷涂率。
32.每个子区域中心部分为喷枪直接喷射漆雾覆盖的范围,子区域边缘部分为氟碳金属漆流平后应该覆盖的范围。每个子区域中心部分可以认为是均匀分布的氟碳金属漆的标准灰度;若流平性较差,则喷枪直接喷射漆雾未覆盖的范围氟碳金属漆覆盖较薄,可能存在露底的问题,该部分的灰度与中心部分的灰度差异较大;若流平性非常差,喷枪直接喷射漆雾未覆盖的部分范围无流动过来的氟碳金属漆,仅有喷枪直接喷射漆雾时散射过来的点状漆粒。因而根据灰度值来计算每个像素点的喷涂率。
33.1.1以每个像素点为中心构建一个窗口,获取子区域中心点对应的窗口内所有像素点的平均灰度作为标准灰度,计算每个像素点的灰度值与标准灰度的差异作为第一差异。
34.由于每个子区域中心部分是均匀分布的氟碳金属漆的标准灰度,因而计算子区域中心点对应窗口的平均灰度值作为标准灰度,记第j个子区域的标准灰度为 , 即为第j个子区域内第i个像素点的第一差异,其中 表示第j个子区域内第i个像素点的灰度值。
35.作为一个示例,本发明实施例中的窗口大小为5
×
5。
36.1.2计算窗口内每个像素点与窗口中心点的灰度差异,依据灰度差异获取窗口的混乱程度;根据第一差异和混乱程度计算中心点的喷涂率;第一差异和混乱程度均与喷涂率呈负相关关系。
37.获取每个像素点对应的灰度差异的差异级别,统计窗口内每个差异级别对应的频数,进而计算差异级别的熵作为混乱程度。
38.以第个子区域第个像素点为例,作为中心构建一个的窗口,计算窗口内每个像素点与中心像素点的差值,并以通过获取差值的差异级别,其中为向下取整符,为归一化系数。作为一个示例,本发明实施例中归一化系数的取值为10。
39.统计该窗口内第个差异级别的频率,记为,计算差异级别的熵作为该窗口的混乱程度:其中,表示第个子区域第个像素点对应窗口内差异级别的熵,代表该窗口内差值级别的混乱程度。
40.分别对第一差异和混乱程度进行归一化,进而得到喷涂率。
41.其中对第一差异进行归一化的过程为:,为归一化系数。作为一个示例,本发明实施例中归一化系数的取值为10。
42.需要说明的是,本发明实施例中对第一差异进行归一化的过程为负相关归一化。
43.对混乱程度进行归一化的过程为:
获取差异级别的熵的最大值,将混乱程度除以完成归一化。
44.喷涂率的计算过程为:当像素点灰度与均匀分布的氟碳金属漆的标准灰度差异越大,则该像素点所在的位置覆盖的氟碳金属漆越薄或未覆盖到氟碳金属漆,此时该像素点的喷涂率越小;若像素点所在窗口的差值级别越混乱,则该像素点所在窗口内越可能存在点状漆粒,此时该像素点的喷涂率越小。
45.同样的方法获取每个子区域内每个像素点的喷涂率。
46.2、获取窗口内每个像素点与中心点的喷涂率之间的差异,选取最小的差异作为预设值的负指数计算得到函数值,对函数值进行归一化作为均匀权重。
47.获取窗口内每个像素点与中心点的喷涂率之间的差异:以第个子区域第个像素点为中心的的窗口内第个像素点与中心像素点的喷涂率差值的绝对值记为。
48.选取最小的差异作为预设值的负指数计算得到函数值:其中,预设值为e,在其他实施例中还可以取其他大于1的自然数作为预设值。
49.对函数值进行归一化得到第个子区域第个像素点的均匀权重:当喷涂率差值最小值越大时,则说明该像素点越可能为噪声点,则在计算喷涂均匀度时越不关注该像素点,则该像素点的权重越小。反之,当喷涂率差值最小值越小时,该像素点的权重越大。
50.3、以喷涂率和均匀权重的乘积作为对应像素点的均匀程度,以所有像素点的均匀程度之和作为基板图像的整体均匀程度。
51.具体的计算公式为:
其中,p表示整体均匀程度。
52.当喷涂均匀度越大时,喷漆流平越均匀,喷涂质量越好;当喷涂均匀度越小时,喷漆流平越不均匀,喷涂质量越差。
53.步骤s003,当整体均匀程度小于均匀阈值时,计算流平过程中的流平率,根据流平率控制喷枪的喷涂直径,以使基板喷涂均匀。
54.具体的步骤包括:1、结合喷涂均匀度,进行喷涂质量评价:当整体均匀程度均匀阈值时,喷漆流平均匀,喷涂质量良好;当整体均匀程度均匀阈值时,喷漆流平不均匀,喷涂质量差。
55.作为一个示例,本发明实施例的均匀阈值为0.75。
56.当整体均匀程度小于均匀阈值时,计算流平率,以便后续根据流平率调整喷枪参数控制喷枪进行喷涂。
57.2、获取每个喷枪对应的喷漆区域,根据每个像素点的位置获取每个像素点在喷涂过程中的喷漆量,依据喷漆量和喷涂率获取流平率。
58.空气喷涂利用压缩空气的气流,流过喷枪喷嘴孔形成负压,负压使漆料从吸管吸入,经喷嘴喷出,形成圆锥形漆雾,漆雾喷射到基板表面,经流平、干燥而形成漆膜。由于漆料在空气喷涂过程中会被雾化,在空气中散逸,漆料损耗较大,且喷嘴距离基板越远,损耗越大。空气喷涂可调整喷漆量、喷束直径等参数,当漆束直径越大时,意味着喷嘴到漆束在基板上所形成图形边缘的距离越大,漆料的损耗也就越大。
59.漆束直径越大,漆雾直接喷射覆盖的基板面积越大,经流平、干燥后的漆膜分布越均匀,但漆料损耗越大;漆束直径越小,漆料损耗越小,但漆雾直接喷射覆盖的基板面积越小,若漆料流平性差,可能会导致漆膜分布不均匀。
60.而氟碳金属漆为在氟碳涂料中加入金属粉的一种漆料,用于装饰。由于顾客对于金属面保温装饰一体板的需求不同,基板上所喷涂的氟碳金属漆加入的金属粉不同,调制的氟碳金属漆浓度也不同,不同批次产品所喷涂氟碳金属漆的流平性不同。本发明实施例通过计算流平率来表征喷涂料的流平性。
61.2.1获取每个喷枪对应的喷漆区域以及每个像素点在喷涂过程中的喷漆量。
62.划分子区域时,以作为子区域的尺寸,同时以该尺寸作为喷漆区域的宽;请参阅图3,在喷漆过程中,喷枪直接喷射漆雾在基板上形成圆形的区域,该圆形区域的直径大小即为预先设置的喷束直径参数,记为。喷枪完成一次喷漆后,沿着基板的方向移动,再次喷漆,形成移动后的圆形区域,直至喷涂整个基板,每个位置处都经过多次喷漆。因此基板的长为喷漆区域的长,也即m。至此获取喷漆区域。
63.需要说明的是,喷枪移动的方向即为喷漆方向。
64.需要说明的是,喷枪喷漆的位置在基板上形成长方形区域为喷射区域,喷涂材料经过喷枪喷射后通过流平从喷漆厚的区域向喷漆薄的区域流动,最终完成喷涂,因而喷漆区域包括喷射区域和其他区域。
65.请参阅图4,其中大括号区域为喷射区域,包括喷射区域的中心线401、喷射区域边缘线402以及其他平行直线403。对于喷射区域内部,与喷漆方向平行的平行直线上的每个位置的喷漆量一致,如图4喷漆区域示意图中的中心线401和其他平行直线403;但是由于每个点在圆上的位置不同,在喷射区域内部,不同平行直线上的点的喷漆量均不一致。例如,喷射区域,即图4中的大括号区域的中心线401过所有圆的圆心,喷枪每次移动1,中心线401上每个点都有个圆覆盖;而喷射区域边缘线402上的点仅一个圆覆盖,喷射区域中的其他平行直线403上的点有个圆覆盖,为当前直线在直径的圆上的截径,可以由当前点到中心点的距离以及半径求得,,。
66.当喷枪直接喷射时,在基板上形成的圆上每一点的喷漆量相同,记为。将完成喷射的时刻记为时刻,此时在喷漆区域宽度方向上从中心点到边缘点的喷漆量分别为:,,
…
,,,0,
…
,0,分别用,,
…
,,,,
…
,表示。其中,为喷漆区域宽度的一半,即,为喷枪漆束半径,也为喷射区域宽度。
67.由于完成喷射的时刻时,还未只有喷射区域有喷漆,还未向其他区域流平,因此从第r+1个点开始直至第b个点的喷漆量都是0。
68.2.2获取均匀边界。
69.在喷漆区域内作一条与喷漆方向相垂直的线段作为宽度方向,过宽度方向上的每个像素点作与喷漆方向平行的平行直线并标号,计算每条平行直线上的像素点的喷涂率均值,选取连续大于等于喷涂阈值的最后一个标号对应的平行直线作为均匀边界。
70.喷射区域内部,与喷漆方向平行的平行直线上的每个位置的喷漆量一致,不同平行直线上的点的喷漆量均不一致。但是经过流平干燥之后,理想状态下每个点最终得到的喷涂量是一致的,但是在实际情况下,可能有一些边缘部分在经过流平干燥后喷涂量依然不够,因而需要找到实际情况下的均匀边界,在均匀边界内,每个点的喷涂量一致。
71.在喷漆区域内作一条与喷漆方向相垂直的线段作为宽度方向,过宽度方向上的每个像素点作与喷漆方向平行的平行直线并标号,由于形成的长方形区域是对称的,因此只计算一半区域即可,在宽度方向上从中心线到边缘共有b个像素点,即得到b条平行直线,计算每条平行直线上的像素点的喷涂率均值,得到喷涂率均值序列。若均值大于等于均匀阈值0.75,则说明该条直线所在位置的喷涂量和中心点的喷涂量一致。获取均值序列中连续大于均匀阈值0.75的最后一个均值的标号。则认为从中心点到该标号位置,
经过流平后,喷涂量一致,该标号对应的平行直线即为均匀边界。
72.2.3依据喷漆量和喷涂率获取流平率。
73.具体的,假设流平率为,根据相邻像素点的喷漆量和流平率获取相邻像素点之间的流平速度,基于流平速度与流平时长得到每个像素点的流平量,根据喷漆量和流平量的差异获取每个像素点实际的喷涂量;根据喷涂率获取喷漆区域的均匀边界,通过将均匀边界内宽度方向上的每个像素点的喷涂量全部相等,进行等式求解得到流平率。
74.氟碳金属漆的流动是从喷漆厚的区域向喷漆薄的区域流动,即从喷漆量大的点向喷漆量小的点流动,其流平速度与相邻点的喷漆量差异相关,当相连点喷漆量差异越大,则流动越快,反之,流动越慢,因而流平速度与喷漆量差异成正比,正比系数设为。
75.在时刻,喷漆区域宽度方向上从中心点到边缘点每相邻两个点之间的流平速度为:,分别用表示。
76.中心点较两边点的喷漆量大,则其上的漆向两边流动;边缘点较两边点的喷漆量小,则两边的漆都向边缘点流动。
77.经过一个时刻的流平,下一时刻即时刻在喷漆区域宽度方向上从中心点到边缘每个点的喷涂量为:,分别用表示。
78.在时刻,喷漆区域宽度方向上从中心点到边缘点每相邻两个点之间的流平速度为:,分别用表示。
79.再经过一个时刻的流平,下一时刻即时刻在喷漆区域宽度方向上从中心点到边缘每个点的喷涂量为:,分别用,,
…
,表示。
80.以此类推,在完成流平干燥时,即时刻,在喷漆区域宽度方向上从中心点到边缘每个点的喷涂量为。
81.对于每个点的喷涂量,其中喷枪漆束直径已知;角度可以由当前点到中心点的距离以及半径求得;当喷枪直接喷射时,在基板上形成
的圆上每一点的喷漆量可通过一次整体喷漆量除以圆的面积得知;仅流平速度与喷涂量差异的正比系数未知,即为流平率。
82.令均匀边界内宽度方向上所有点的喷涂量一致:,对等式求解,获得流平率。
83.3、根据流平率控制喷枪的喷涂直径。
84.假设喷枪的喷涂直径为2r,根据每个喷枪对应的喷漆区域中每个像素点的位置、喷涂直径、流平率以及流平时长计算每个像素点的喷涂量,令喷漆区域中每个像素点的喷涂量相等,对得到的连等式求解,计算出喷涂直径。
85.当整体均匀程度均匀阈值时,喷漆流平不均匀,喷涂质量差。此时设喷枪漆束最优直径为。喷枪一次整体喷漆量固定,则此时在基板上形成的圆上每一点的喷漆量可通过一次整体喷漆量除以圆的面积得知。结合得到的流平率,获取完成流平干燥时,即时刻,在喷漆区域宽度方向上从中心点到边缘每个点的喷涂量。时刻每个点的喷涂量是关于最优直径、喷枪一次喷漆在基板上形成的圆上每一点的喷漆量、角度、流平率的函数,其中最优直径未知;喷枪一次喷漆在基板上形成的圆上每一点的喷漆量可由整体喷漆量除以圆的面积计算,即喷漆量是关于最优直径的函数;角度可由当前点到中心点的距离以及最优直径获取,。其中已知,因此角度为关于最优直径的函数;流平率步骤二已获得。因此时刻每个点的喷漆量实际上是关于最优直径的函数。
86.要使喷涂质量良好,则要求在完成流平干燥时,每个点的喷涂量一致,即。对等式中未知数求解,即可得到最优直径。此时由自动控制装置将喷枪漆束直径调大为,同时增大整体喷漆量,补充因漆束直径调大而引起的损耗量,使得到达基板的喷漆的量与前期一致。
87.自动控制装置控制喷枪在新的参数下对新的基板进行喷涂。通过自动控制装置代替人工喷涂,可提高产品质量,避免人工经验对喷涂质量的影响,同时可避免对操作人员的健康危害。
88.综上所述,本发明实施例采集基板图像,根据基板图像的尺寸和喷枪的数量对基板图像进行区域划分,获取多个子区域;对于每个子区域,根据其中每个像素点的像素值获取每个像素点的喷涂率;依据喷涂率获取每个像素点的均匀权重,以喷涂率和均匀权重的乘积作为对应像素点的均匀程度,以所有像素点的均匀程度之和作为基板图像的整体均匀
程度;当整体均匀程度小于均匀阈值时,计算流平过程中的流平率,根据流平率控制喷枪的喷涂直径,以使基板喷涂均匀;其中流平率的获取过程为:获取每个喷枪对应的喷漆区域,根据每个像素点的位置获取每个像素点在喷涂过程中的喷漆量,依据喷漆量和喷涂率获取流平率。本发明实施例能够智能控制喷枪的喷涂直径以使金属面保温装饰一体板表面喷涂均匀,保证喷涂质量,同时避免了人工操作中氟碳金属漆对工人健康的危害。
89.需要说明的是:上述本发明实施例先后顺序仅仅为了描述,不代表实施例的优劣。且上述对本说明书特定实施例进行了描述。其它实施例在所附权利要求书的范围内。在一些情况下,在权利要求书中记载的动作或步骤可以按照不同于实施例中的顺序来执行并且仍然可以实现期望的结果。另外,在附图中描绘的过程不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也是可以的或者可能是有利的。
90.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
91.以上所述实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1