一种能够在线更换纸盒模组的干式喷漆室小车的制作方法
1.本发明涉及干式喷漆室小车领域,尤其涉及一种能够在线更换纸盒模组的干式喷漆室小车。
背景技术:
2.近年来,生产线装备技术与市场有了较快发展,涂装生产线干式纸盒式喷漆室技术应用日趋广泛,干式漆雾纸盒被大量运用于涂装生产线,用于对喷涂线内的漆雾进行过滤。由于干式漆雾纸盒吸附漆雾的能力是有限的,因此纸盒捕集漆雾饱和之后需要及时更换,由于实际生产过程中的漆雾不匀均性,纸盒到达饱和状态的时间不尽相同。达到饱和状态的漆雾纸盒通风能力下降,过多的纸盒堵塞严重影响喷涂线内设备运行稳定性及漆雾处理能力,导致工件喷涂缺陷产生,排气vocs含量升高,同时过大的运行阻力导致风机功率提高,致使设备运行能耗升高,而且由于停产时间有限,同时更换纸盒需要大量人工,但现有的干式喷漆室小车难以在涂装生产线的工作过程中在线更换纸盒模组。
技术实现要素:
3.为解决现有的干式喷漆室小车难以在涂装生产线的工作过程中在线更换纸盒模组的问题,本发明提供了一种能够在线更换纸盒模组的干式喷漆室小车。
4.本发明为解决上述技术问题所采用的技术方案是:一种能够在线更换纸盒模组的干式喷漆室小车,包括车体,车体的一侧设有阀体,阀体的内侧竖直穿设有两个门板轴,两个门板轴上分别铰接有一个阀门板,两个门板轴能够带动两个阀门板在封闭位置和开启位置之间旋转,当两个阀门板处于封闭位置时,两个阀门板相互靠近的一端对齐贴合关闭,当两个阀门板处于开启位置时,两个阀门板之间形成用于更换纸盒模组的通道,阀体上还竖直穿设有两个锁紧轴,两个锁紧轴分别位于两个门板轴相互远离的一侧,两个锁紧轴上分别安装有锁紧机构,两个锁紧轴能够带动两个锁紧机构配合卡紧或放开纸盒模组,阀体的顶侧设有门板动作气缸、锁紧动作气缸、门板连杆和锁紧连杆,门板动作气缸的一端与阀体铰接,另一端与其中一个门板轴的顶端铰接,门板连杆的两端分别与两个门板轴铰接,以便于门板动作气缸带动两个门板轴同步反向转动,锁紧动作气缸的一端与阀体铰接,另一端与其中一个锁紧轴的顶端铰接,锁紧连杆的两端分别与两个锁紧轴铰接,以便于锁紧动作气缸带动两个锁紧轴同步反向转动。
5.优选的,两个阀门板关于阀体的中心线对称设置。
6.根据上述技术方案,本发明的有益效果是:本发明通过在干式喷漆室小车的车体上设置阀体,并在阀体上设置了两个配合转动的阀门板,并通过两个锁紧轴上的锁紧机构配合卡紧纸盒模组,在通常工作状态下车体位于涂装生产线内,两个阀门板开启,使纸盒模组吸附涂装生产线内的漆雾,而当需要更换纸盒模组时,先将两个阀门板转动关闭,再使两个锁紧机构放开纸盒模组,此时纸盒模组位于阀体内部,且阀体内部与涂装生产线的内部空间相互封闭,并且纸盒模组已经被松开,就
可以将纸盒模组从车体上取出,再将新的纸盒模组送入车体内,通过两个锁紧机构卡紧纸盒模组后重新开启两个阀门板,就能在涂装生产线的工作过程中在线更换纸盒模组,不会由于更换纸盒模组而导致涂装生产线停产,门板轴和锁紧轴分别通过各自的气缸和连杆控制,同步性好,操作灵活可靠,可以实现设备连续运行过程中,纸盒在线快速更换,有效的降低vocs溢散量,减少操作人员。可有效实现节能、环保,减少人力投入的目的。
附图说明
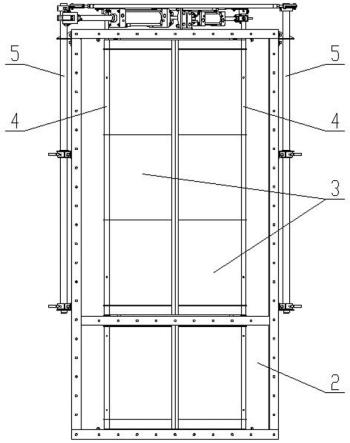
7.图1为本发明的示意图;图2为阀体的主视图;图3为阀体的左视图;图4为阀体的俯视图。
8.图中标记:1、车体,2、阀体,3、阀门板,4、门板轴,5、锁紧轴,6、门板动作气缸,7、门板连杆,8、锁紧动作气缸,9、锁紧连杆。
具体实施方式
9.参见附图,具体实施方式如下:一种能够在线更换纸盒模组的干式喷漆室小车,包括车体1,车体1的一侧设有阀体2,阀体2的内侧竖直穿设有两个门板轴4,两个门板轴4上分别铰接有一个阀门板3,两个门板轴4能够带动两个阀门板3在封闭位置和开启位置之间旋转。
10.当两个阀门板3处于封闭位置时,两个阀门板3相互靠近的一端对齐贴合关闭,两个阀门板3关于阀体2的中心线对称设置,形成类似于“八”字形的结构;当两个阀门板3处于开启位置时,两个阀门板3之间形成用于更换纸盒模组的通道。
11.阀体2上还竖直穿设有两个锁紧轴5,两个锁紧轴5分别位于两个门板轴4相互远离的一侧,两个锁紧轴5上分别安装有锁紧机构,两个锁紧轴5能够带动两个锁紧机构配合卡紧或放开纸盒模组。
12.阀体2的顶侧设有门板动作气缸6、锁紧动作气缸8、门板连杆7和锁紧连杆9,门板动作气缸6的一端与阀体2铰接,另一端与其中一个门板轴4的顶端铰接,门板连杆7的两端分别与两个门板轴4铰接,以便于门板动作气缸6带动两个门板轴4同步反向转动。
13.锁紧动作气缸8的一端与阀体2铰接,另一端与其中一个锁紧轴5的顶端铰接,锁紧连杆9的两端分别与两个锁紧轴5铰接,以便于锁紧动作气缸8带动两个锁紧轴5同步反向转动。
14.在工作状态下,车体1位于涂装生产线内,两个阀门板3开启,使纸盒模组吸附涂装生产线内的漆雾,而当需要更换纸盒模组时,先将两个阀门板3转动关闭,再使两个锁紧机构放开纸盒模组,此时纸盒模组位于阀体2内部,且阀体2内部与涂装生产线的内部空间相互封闭,并且纸盒模组已经被松开,就可以将纸盒模组从车体1上取出,再将新的纸盒模组送入车体1内,通过两个锁紧机构卡紧纸盒模组后重新开启两个阀门板3,就能在涂装生产线的工作过程中在线更换纸盒模组,不会由于更换纸盒模组而导致涂装生产线停产。
技术特征:
1.一种能够在线更换纸盒模组的干式喷漆室小车,包括车体(1),车体(1)的一侧设有阀体(2),其特征在于:阀体(2)的内侧竖直穿设有两个门板轴(4),两个门板轴(4)上分别铰接有一个阀门板(3),两个门板轴(4)能够带动两个阀门板(3)在封闭位置和开启位置之间旋转,当两个阀门板(3)处于封闭位置时,两个阀门板(3)相互靠近的一端对齐贴合关闭,当两个阀门板(3)处于开启位置时,两个阀门板(3)之间形成用于更换纸盒模组的通道,阀体(2)上还竖直穿设有两个锁紧轴(5),两个锁紧轴(5)分别位于两个门板轴(4)相互远离的一侧,两个锁紧轴(5)上分别安装有锁紧机构,两个锁紧轴(5)能够带动两个锁紧机构配合卡紧或放开纸盒模组,阀体(2)的顶侧设有门板动作气缸(6)、锁紧动作气缸(8)、门板连杆(7)和锁紧连杆(9),门板动作气缸(6)的一端与阀体(2)铰接,另一端与其中一个门板轴(4)的顶端铰接,门板连杆(7)的两端分别与两个门板轴(4)铰接,以便于门板动作气缸(6)带动两个门板轴(4)同步反向转动,锁紧动作气缸(8)的一端与阀体(2)铰接,另一端与其中一个锁紧轴(5)的顶端铰接,锁紧连杆(9)的两端分别与两个锁紧轴(5)铰接,以便于锁紧动作气缸(8)带动两个锁紧轴(5)同步反向转动。2.根据权利要求1所述的一种能够在线更换纸盒模组的干式喷漆室小车,其特征在于:两个阀门板(3)关于阀体(2)的中心线对称设置。
技术总结
一种能够在线更换纸盒模组的干式喷漆室小车,包括车体,车体的一侧设有阀体,阀体的内侧竖直穿设有两个门板轴,两个门板轴上分别铰接有一个阀门板,两个门板轴能够带动两个阀门板在封闭位置和开启位置之间旋转,阀体的外侧竖直穿设有两个锁紧轴,两个锁紧轴上分别安装有锁紧机构,两个锁紧轴能够带动两个锁紧机构配合卡紧或放开纸盒模组。当需要更换纸盒模组时,先将两个阀门板转动关闭,再使两个锁紧机构放开纸盒模组,就可以将纸盒模组从车体上取出,再将新的纸盒模组送入车体内,通过两个锁紧机构卡紧纸盒模组后重新开启两个阀门板,就能在涂装生产线的工作过程中在线更换纸盒模组,不会由于更换纸盒模组而导致涂装生产线停产。产。产。
技术研发人员:田元超 张阁 杨站强 彭冲
受保护的技术使用者:河南平原智能装备股份有限公司
技术研发日:2022.08.31
技术公布日:2022/11/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1