一种真石漆生产原料输送装置的制作方法
1.本发明涉及真石漆生产技术领域,具体为一种真石漆生产原料输送装置。
背景技术:
2.真石漆是一种装饰效果酷似大理石、花岗岩的涂料。主要采用各种颜色的天然石粉配制而成,应用于建筑外墙的仿石材效果,因此又称液态石,其生产流程为:首先要将原材料准备好,例如:水、纤维素、防冻剂、消泡剂、润湿剂和调节剂,然后用自动搅拌机将原材料混合液均匀搅拌,接着加入乳液和增稠剂,最后再往加工好的混合液里加入石粉和彩片进行调漆,在生产流程中,需要使用到输送装置来将原料输送到搅拌机中。
3.但现有的真石漆生产用输送装置在使用时存在以下弊端:输送时无法进行定量输送,需要事先根据需求原料将原料进行定量操作后,再通过输送装置进行输送,较为麻烦,影响到真石漆的生产效率,同时当需求原料较大时,定量操作更为麻烦,且定量精准度较低,因此,如何在输送装置输送原料的同时对原料进行定量,即为本发明需要解决的问题。
技术实现要素:
4.本发明旨在解决现有技术或相关技术中存在的技术问题之一。
5.为此,本发明所采用的技术方案为:一种真石漆生产原料输送装置,包括:运输模块、分料模块、定量模块、驱动模块以及plc控制器,所述分料模块包括安装在运输模块上的底座、安装在底座顶端的碗状板、转动设置且穿过底座向底座上下两端伸出的转轴、套接固定在转轴顶端且位于底座内腔的圆板。
6.所述定量模块包括对称安装在底座两侧的固定件、安装在固定件内底壁上的压力传感器、设置在底座下方且两端嵌合在固定件内的定量件、安装在定量件外侧面底部的滑轨、两端嵌合在滑轨上的密封板以及安装在密封板一侧端部上的齿板。
7.所述驱动模块包括安装在底座外侧面上的第二伺服电机、套接固定在第二伺服电机轴上的第一齿轮、安装在底座底端的固定支架、转动安装在固定支架上的传动组件、安装在底座底端且与传动组件连接的减速组件。
8.所述plc控制器安装在底座的外侧面上。
9.本发明在一较佳示例中可以进一步配置为:所述运输模块包括机体、套接设置在机体上的输送带、安装在机体一侧的第一伺服电机以及多个呈对称安装在机体上的支撑架,所述支撑架的顶端与底座的外侧面相互固定。
10.通过采用上述技术方案,机体用于安装输送带、第一伺服电机以及支撑架,输送带转动套接在机体上,用于将原料送入到搅拌机内,第一伺服电机用于驱动输送带进行转动,从而输送原料,支撑架用于安装分料模块,保持分料模块在工作时的稳定性。
11.本发明在一较佳示例中可以进一步配置为:所述底座分为上半部与下半部两个部分,上半部为环形板,下半部为矩形块,在底座下半部上对称开有两个第一矩形孔,且在底座下半部中部开有圆孔,在底座上半部的内壁上固定有挡板。
12.通过采用上述技术方案,底座用于用于安装其他组件,同时用于将原料进行汇集,第一矩形孔用于将原料送入到定量模块内腔,圆孔用于安装转轴,方便转轴进行转动,挡板底端与圆板的顶端贴紧,用于避免原料随着挡板的转动进行转动,从而将原料扫入到第一矩形孔内。
13.本发明在一较佳示例中可以进一步配置为:所述转轴嵌合在与圆孔内转动,所述圆板的端部与底座上半部内壁紧贴,且在圆板上一侧开有第二矩形孔,所述第二矩形孔与底座一侧第一矩形孔的形状相同且位置相互对应。
14.通过采用上述技术方案,圆板的端部与底座上半部内壁紧贴,使圆板在转动时能够保持稳定性,在圆板一侧开设第二矩形孔,使圆板转动可以控制原料交错通过第一矩形孔。
15.本发明在一较佳示例中可以进一步配置为:所述定量模块对称设置且与第一矩形孔的位置相互对应,所述固定件的外侧面上开有滑槽,所述压力传感器安装在滑槽的内底壁上,所述定量件两侧固定有滑块,所述滑块嵌合在滑槽内滑动且滑块的底端与压力传感器的顶端贴紧。
16.通过采用上述技术方案,滑块嵌合在滑槽内滑动,保持定量件只能进行上下单一自由度的移动,从而保持定量件的稳定性,同时能够将定量件内原料的重量传递到压力传感器上,方便压力传感器计算出定量件内原料的重量数值。
17.本发明在一较佳示例中可以进一步配置为:所述传动组件包括转动安装在固定支架中部的中轴、套接固定在中轴外侧面中部的上部齿轮以套接固定在中轴外侧面底部的下部齿轮,所述上部齿轮与第一齿轮相互啮合。
18.通过采用上述技术方案,中轴用于安装上部齿轮以及下部齿轮,同时用于进行传动,上部齿轮与第一齿轮相互啮合,使第二伺服电机在带动第一齿轮进行转动时,第一齿轮能够带动上部齿轮进行转动,上部齿轮能够带动中轴进行转动,中轴转动能够带动下部齿轮进行转动。
19.本发明在一较佳示例中可以进一步配置为:所述滑轨的长度为所述定量件长度的两倍,且所述密封板的长度与所述定量件的长度相等,当一侧密封板位于其同侧滑轨上靠近定量件的一端时,另一侧密封板位于其同侧滑轨远离定量件的一端,同时两侧密封板上的齿板端部均与下部齿轮相互啮合,且当一侧密封板位于其同侧定量件的下方时,圆板上的第二矩形孔与其同侧定量件所对应的第一矩形孔位置相互吻合。
20.通过采用上述技术方案,两侧的密封板壳体交替对定量件进行封闭,从而控制两侧的定量模块进行交替的称量,两侧密封板上的齿板端部均与下部齿轮相互啮合,使下部齿轮转动可以带动两侧的齿板进行相向的移动。
21.本发明在一较佳示例中可以进一步配置为:所述减速组件包括固定在底座底端的壳体、转动安装在壳体内壁一侧且向下伸出壳体的输入轴、套接固定在输入轴上的输入齿轮、转动安装在壳体内腔的双层齿轮、转动安装在壳体内壁另一侧且向上伸出壳体的输出轴以及套接固定在输出轴上的输出齿轮。
22.通过采用上述技术方案,壳体用于安装其他组件,输入轴用于输入动力,且用于安装输入齿轮,并带动输入齿轮进行转动,输入齿轮用于带动双层齿轮进行转动,双层齿轮用于带动输出齿轮进行转动,输出齿轮用于带动输出轴进行转动,输出轴用于输出动力。
23.本发明在一较佳示例中可以进一步配置为:所述输入齿轮与双层齿轮的下层相互啮合,且输入轴的底端与中轴的顶端相互连接固定,所述输出齿轮与双层齿轮的上层相互啮合,且输出轴的顶端与转轴的底端相互连接固定。
24.通过采用上述技术方案,输入轴的底端与中轴的顶端相互连接固定,使中轴能够带动输入轴进行转动,输入齿轮与双层齿轮的下层相互啮合,用于进行第一级的减速,降低输入轴的转速,提升扭矩,输出齿轮与双层齿轮的上层相互啮合,用于进行第二级的减速,进一步降低输入轴速度和提升扭矩,输出轴的顶端与转轴的底端相互连接固定,使降速后的输出轴能够带动转轴进行转动。
25.本发明在一较佳示例中可以进一步配置为:所述plc控制器、第一伺服电机、第二伺服电机以及压力传感器通过电线电连接。
26.通过采用上述技术方案,plc控制器、第一伺服电机、第二伺服电机以及压力传感器通过电线电连接,使plc控制器可以自动化的根据设置的数值进行定量输送,增加了自动化水平。
27.通过采用上述技术方案,本发明所取得的有益效果为:1.本发明中,通过在底座的底端设置定量模块,利用压力传感器对进入到定量件内的原料进行承重,并在原料重量达到预定值时,通过打开活动设置的密封板将定量件内的原料送入到输送模块上,由输送模块送入搅拌机,从而实现真石漆生产原料输送装置的定量输送,有效的提升了真石漆输送装置的输送效率,同时提升了真石漆的生产效率。
28.2.本发明中,在底座上对称开设第一矩形孔,并在底座内转动设置圆板,在圆板上一侧开设与第一矩形孔相同的第二矩形孔,使圆板转动可以控制原料交错通过第一矩形孔,并在底座底端对称设置与第一矩形孔对应的定量模块,从而能够交错循环进行原料的称重,进一步的提升了输送装置的定量输送效率。
29.3.本发明中,将定量件的最大容量设置为5kg,当需求原料少于5kg时,两侧的定量模块单独对原料进行称重定量,当需求原料大于5kg时,两侧的定量模块相互配合,将定量原料目标以5kg每份交替进行称量,并在最后将剩余需求原料单独进行称量,从而实现需求原料较大情况下的定量输送,有效的提升了输送装置的定量范围。
30.4.本发明中,通过设置驱动模块,在底座上安装第二伺服电机以及套接在第二伺服电机上的第一齿轮,同时利用传动组件与减速组件的配合,使第二伺服电机能够同时驱动圆板转动以及相对密封板的往返运动,有效的降低了输送装置的能耗,同时设置plc控制器,利用plc控制器根据需求原料自动控制称量输送,提升了输送装置定量输送的自动化水平。
附图说明
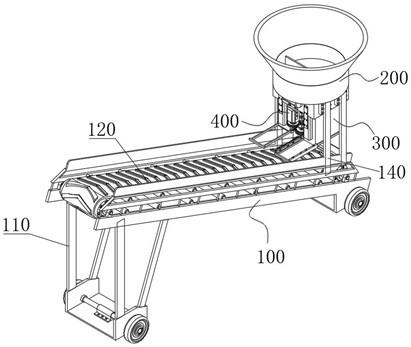
31.图1为本发明的右视结构示意图;图2为本发明的左视结构示意图;图3为本发明的去除输送模块后俯视结构示意图;图4为本发明的去除输送模块后仰视结构示意图;图5为本发明的部分结构爆炸俯视示意图;图6为本发明的部分结构爆炸仰视示意图;
图7为本发明的部分结构仰视示意图;图8为本发明的部分结构剖视示意图;图9为本发明的分料模块结构分解示意图;图10为本发明的分料模块结构分解剖视示意图;图11为本发明的驱动模块结构示意图;图12为本发明的减速组件结构示意图;图13为本发明的传动组件结构示意图。
32.附图标记:100、运输模块;110、机体;120、输送带;130、第一伺服电机;140、支撑架;200、分料模块;210、底座;211、挡板;212、第一矩形孔;213、圆孔;220、碗状板;230、转轴;240、圆板;241、第二矩形孔;300、定量模块;310、固定件;320、压力传感器;321、滑槽;330、定量件;331、滑块;340、滑轨;350、密封板;360、齿板;400、驱动模块;410、第二伺服电机;420、第一齿轮;430、固定支架;440、传动组件;441、中轴;442、上部齿轮;443、下部齿轮;450、减速组件;451、壳体;452、输入轴;453、输入齿轮;454、双层齿轮;455、输出齿轮;456、输出轴;500、plc控制器。
具体实施方式
33.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
34.下面结合附图描述本发明的一些实施例,参照图1-图13,一种真石漆生产原料输送装置,包括:运输模块100、分料模块200、定量模块300、驱动模块400以及plc控制器500,运输模块100包括机体110、套接设置在机体110上的输送带120、安装在机体110一侧的第一伺服电机130以及多个呈对称安装在机体110上的支撑架140,机体110用于安装输送带120、第一伺服电机130以及支撑架140,输送带120转动套接在机体110上,用于将原料送入到搅拌机内,第一伺服电机130用于驱动输送带120进行转动,从而输送原料,支撑架140的顶端与分料模块200的外侧面相互固定,用于安装分料模块200,保持分料模块200在工作时的稳定性。
35.分料模块200包括安装在运输模块100上的底座210、安装在底座210顶端的碗状板220、转动设置且穿过底座210向底座210上下两端伸出的转轴230、套接固定在转轴230顶端且位于底座210内腔的圆板240,底座210分为上半部与下半部两个部分,上半部为环形板,下半部为矩形块,环形板的顶端与碗状板220的底端相互固定,方便碗状板220用于原料导入到底座210内腔,在底座210下半部上对称开有两个第一矩形孔212,用于将原料通过第一矩形孔212送入到定量模块300内腔,且在底座210下半部中部开有圆孔213,用于安装转轴230,方便转轴230进行转动,在底座210上半部的内壁上固定有挡板211,挡板211底端与圆板240的顶端贴紧,用于避免原料随着挡板211的转动进行转动,从而将原料扫入到第一矩形孔212内,转轴230嵌合在与圆孔213内转动,用于安装圆板240,同时带动与圆板240进行
转动,圆板240的端部与底座210上半部内壁紧贴,使圆板240在转动时能够保持稳定性,在圆板240上一侧开有第二矩形孔241,且第二矩形孔241与底座210一侧第一矩形孔212的形状相同且位置相互对应,使圆板240转动可以控制原料交错通过第一矩形孔212进入到定量模块300中。
36.实施例一:结合图1-图13所示,定量模块300对称设置且与第一矩形孔212的位置相互对应,用于对原料进行定量称重,包括对称安装在底座210两侧的固定件310、安装在固定件310内底壁上的压力传感器320、设置在底座210下方且两端嵌合在固定件310内的定量件330、安装在定量件330外侧面底部的滑轨340、两端嵌合在滑轨340上的密封板350以及安装在密封板350一侧端部上的齿板360,固定件310用于安装压力传感器320以及定量件330,在固定件310的外侧面上开有滑槽321,压力传感器320安装在滑槽321的内底壁上,用于对定量件330内腔的原料重量进行称量,定量件330用于放置原料,方便压力传感器320进行称量,在定量件330两侧固定有滑块331,滑块331嵌合在滑槽321内滑动且滑块331的底端与压力传感器320的顶端贴紧,保持定量件330只能进行上下单一自由度的移动,从而保持定量件330的稳定性,同时能够将定量件330内原料的重量传递到压力传感器320上,方便压力传感器320计算出定量件330内原料的重量数值。
37.滑轨340套接固定在定量件330的外侧面底部,且滑轨340的底端与定量件330的底端齐平,同时滑轨340的长度为定量件330长度的两倍,用于安装密封板350,同时对密封板350的移动进行限位,滑轨340的两侧有凸起,用于对密封板350的移动进行限位,避免密封板350移动过度,密封板350两端嵌合在滑轨340上进行滑动,且密封板350的长度与定量件330的长度相等,使密封板350能够将定量件330的底端进行封闭,且当密封板350封闭时,定量件330的最大容量为5kg,方便进行大重量的原料称量,同时当一侧密封板350位于其同侧滑轨340上靠近定量件330的一端时,另一侧密封板350位于其同侧滑轨340远离定量件330的一端,使两侧的密封板350能够保持一侧定量件330开启时,另一侧的定量件330封闭,另外当一侧密封板350位于其同侧定量件330的下方时,圆板240上的第二矩形孔241与其同侧定量件330所对应的第一矩形孔212位置相互吻合,使密封板350在将定量件330封闭使,底座210内的原料能够通过第一矩形孔212与第二矩形孔241进入到定量件330内进行承重,齿板360安装在密封板350的端部上,用于在驱动模块400的作用下,带动齿板360进行移动,从而带动密封板350进行移动。
38.实施例二:结合图1-图13所示,在实施例一的基础上,驱动模块400安装在底座210上,用于驱动分料模块200以及称量模块进行运动,包括安装在底座210外侧面上的第二伺服电机410、套接固定在第二伺服电机410轴上的第一齿轮420、安装在底座210底端的固定支架430、转动安装在固定支架430上的传动组件440、安装在底座210底端且与传动组件440连接的减速组件450,第二伺服电机410朝向下方安装,用于安装第一齿轮420,同时带动第一齿轮420进行转动,第一齿轮420用于驱动传动组件440进行转动,固定支架430由支杆与带有轴承的圆盘组成,用于安装传动组件440,保持传动组件440在进行传动时的稳定性。
39.传动组件440包括转动安装在固定支架430中部的中轴441、套接固定在中轴441外侧面中部的上部齿轮442以套接固定在中轴441外侧面底部的下部齿轮443,所述上部齿轮
442与第一齿轮420相互啮合,中轴441用于安装上部齿轮442以及下部齿轮443,同时用于进行传动,上部齿轮442与第一齿轮420相互啮合,使第二伺服电机410在带动第一齿轮420进行转动时,第一齿轮420能够带动上部齿轮442进行转动,上部齿轮442能够带动中轴441进行转动,中轴441转动能够带动下部齿轮443进行转动,两侧密封板350上的齿板360端部均与下部齿轮443相互啮合,使下部齿轮443在进行转动时,能够带动齿板360进行移动。
40.减速组件450包括固定在底座210底端的壳体451、转动安装在壳体451内壁一侧且向下伸出壳体451的输入轴452、套接固定在输入轴452上的输入齿轮453、转动安装在壳体451内腔的双层齿轮454、转动安装在壳体451内壁另一侧且向上伸出壳体451的输出轴456以及套接固定在输出轴456上的输出齿轮455,壳体451用于安装其他组件,输入轴452的底端与中轴441的顶端相互连接固定,使中轴441能够带动输入轴452进行转动,输入轴452转动即能带动输入齿轮453进行转动,输入齿轮453与双层齿轮454的下层相互啮合,用于进行第一级的减速,降低输入轴452的转速,提升扭矩,输出齿轮455与双层齿轮454的上层相互啮合,用于进行第二级的减速,进一步降低输入轴452速度和提升扭矩,输出轴456的顶端与转轴230的底端相互连接固定,使两级降速后的输出轴456能够带动转轴230进行转动,另外,当中轴441上的下部齿轮443带动齿板360从一端移动到另一端时,输出轴456带动转轴230转动180度。
41.plc控制器500安装在底座210的外侧面上,且plc控制器500、第一伺服电机130、第二伺服电机410以及压力传感器320通过电线电连接,使plc控制器500可以自动化的根据设置的数值进行定量输送,增加了自动化水平。
42.本发明的工作原理及使用流程:使用时,通过plc控制器500设置需要进行原料定量的重量,将原料顺着碗状板220倒入到底座210内,此时圆板240上的第二矩形孔241与底座210一侧的第一矩形孔212重合,底座210内的原料第二矩形孔241与第一矩形孔212进入到其同侧定量件330内,随着原料在定量件330内的不断增加,压力传感器320将受到的压力信号转化为重量信号输出到plc控制器500,当需要原料少于5kg时,plc控制器500根据压力传感器320的数据检测到定量件330内的原料重量达到预定值时,启动第二伺服电机410,第二伺服电机410转动带动第一齿轮420进行转动,第一齿轮420转动上部齿轮442进行转动,上部齿轮442传动通过中轴441同步带动输入轴452与下部齿轮443进行转动,输入轴452转动带动输入齿轮453进行转动,输入齿轮453转动带动双层齿轮454进行转动,双层齿轮454转动带动输出齿轮455进行转动,输出齿轮455转动带动输出轴456进行转动,即将中轴441的转动速度减慢后输出,带动转轴230进行转动,转轴230转动带动圆板240进行转动,使圆板240上的第二矩形孔241转动到底座210上另一侧的第一矩形孔212上,并将其同侧的第一矩形孔212封闭,同时下部齿轮443转动带动其同侧的齿板360移动,使其同侧密封板350打开,将定量件330内称量完成的原料送出到输送带120上,由第一伺服电机130转动带动输送带120转动将原料送入到搅拌机内,当另一侧定量模块300完成上述步骤后,第二伺服电机410反转,使其同侧第一矩形孔212打开且密封板350关闭,继续进行承重,形成两侧定量模块300交替称量,当需要原料大于5kg时,plc控制器500将需要原料数值除以5,计算出需要称量的次数以及最后一次称量的重量,此时,两侧的定量模块300以5kg每份进行交错称量,并在称量次数完成后,对需要原料除以5后的余数进行单独的称量,进而能够完成大重量下的定量输送。
43.在本发明中,术语“多个”则指两个或两个以上,除非另有明确的限定。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
44.需要说明的是,当元件被称为“装配于”、“安装于”、“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
45.在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
46.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解,在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1