一种MiniLED显示板涂布设备的制作方法
一种miniled显示板涂布设备
技术领域
1.本发明涉及miniled显示板生产技术领域,尤其涉及一种miniled显示板涂布设备。
背景技术:
2.miniled又名次毫米发光二极管,最早是由晶电所提出,意指晶粒尺寸约在100微米以上的led。miniled是介于传统led与micro led之间,简单来说是传统led背光基础上的改良版本。在miniled显示板生产中,主要使用喷阀划线点胶和静置流平的工艺。其中具有以下技术问题,由于胶厚均匀性要求在
±
10μm之间,喷阀划线点胶,静置流平的工艺无法达到该均匀性要求;喷阀划线涂敷需要很长的时间对产品表面进行涂胶,而后又用很长的时间进行流平静置,导致整体涂胶的效率低;喷阀划线涂敷容易产生气泡,通过静置很难消掉;自动化程度比较低,很难达到全自动化生产。
3.因此亟需一种miniled显示板涂布设备以解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种miniled显示板涂布设备,能够提升miniled自动化生产效率,提升显示板涂布的均匀性和质量。
5.为达此目的,本发明采用了以下方案:一种miniled显示板涂布设备,包括:机架;载物装置,该载物装置被配置为承载miniled显示板,该载物装置沿y方向滑动设置于该机架上;调平装置,该调平装置设置于机架上,该调平装置被配置为对该载物装置进行调平;涂布装置,该涂布装置设置于该机架上,该涂布装置设置于该调平装置下游,该涂布装置包括涂覆刀和移动组件,该移动组件设置于该机架上,该涂覆刀与该移动组件连接,该移动组件被配置为驱动该涂覆刀沿z方向和该y方向移动,该涂覆刀用于向该miniled进行胶水整面涂覆;抽真空装置,该抽真空装置设置于该机架上,该抽真空装置设置于该涂布装置下游,该抽真空装置被配置为对该miniled显示板进行抽真空消除气泡;静置装置,该静置装置设置于该机架上,该静置装置设置于该抽真空装置下游,该静置装置被配置为沿该z方向堆叠层置多个该miniled显示板。
6.示例性地,该载物装置包括载物台和滑动组件,该滑动组件安装于该机架上,该载物台与该滑动组件滑动连接,该载物台能够通过该滑动组件沿该y方向进行移动,该载物台被配置为承载该miniled显示板。
7.示例性地,该滑动组件包括导轨、滑块和驱动件,该导轨沿该y方向铺设于该机架
上,该滑块滑动设置于该导轨上,该驱动件的输出端与该滑块连接,该驱动件被配置为驱动该滑块移动,该滑块与该载物台连接。
8.示例性地,该调平装置包括视觉定位单元和测高单元,该视觉定位单元被配置为调整该载物台的水平姿态,该测高单元被配置为检测该miniled显示板表面的水平高度差,该视觉定位单元与该测高单元通讯连接。
9.示例性地,该涂布装置还包括螺杆阀和混合管,该混合管用于装载胶水,该混合管与该涂覆刀连通,该螺杆阀与该混合管连接,该螺杆阀被配置为调整该胶水的配比。
10.示例性地,该涂布装置还包括回吸阀,该回吸阀与该涂覆刀连接,该胶水经过该回吸阀流至该涂覆刀。
11.示例性地,该移动组件包括y向移动组件和z向移动组件,该y向移动组件沿该y方向滑动设置于该机架上,该z向移动组件沿该z方向滑动设置于该y向移动组件上,该涂覆刀与该z向移动组件连接。
12.示例性地,该抽真空装置包括上腔体、下腔体和真空泵,该上腔体和该下腔体能够相对移动并闭合形成产品容置腔体,该产品容置腔体用于放置该miniled显示板,该真空泵与该产品容置腔体连通,该真空泵用于对该产品容置腔体进行抽真空。
13.示例性地,该静置装置包括堆叠架、静置板和产品感应器,该堆叠架被配置为堆叠该静置板,该静置板被配置为承载该miniled显示板,该产品感应器设置于该堆叠架顶部,该产品感应器被配置为检测堆叠架上该miniled显示板的有无。
14.示例性地,该静置装置还包括安全光栅,该安全光栅设置于该堆叠架的侧边。
15.本发明的有益效果为:本发明提供的一种miniled显示板涂布设备中,通过设置调平装置,使miniled显示板处于水平状态,便于后续对miniled显示板进行涂布,保证后续的胶水涂覆均匀。通过涂布装置对miniled显示板进行整面胶水涂覆,提升胶水覆盖的均匀性。由于静置难以消除气泡,通过抽真空装置来去除气泡,避免气泡影响miniled显示板的产品质量,同时提升去除气泡的效率。通过静置装置来提升胶厚均匀性,从而从整体上保证miniled显示板的生产质量。
附图说明
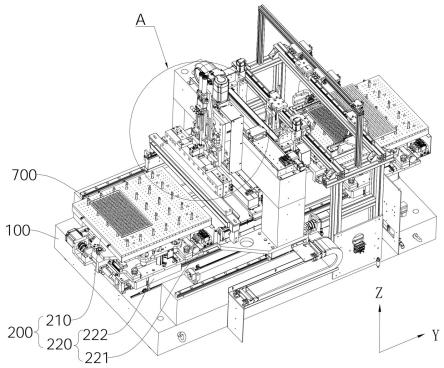
16.图1是本发明提供的一种miniled显示板涂布设备的结构示意图;图2是本发明提供的涂布装置在一个视角下的结构示意图;图3是图2中a处的局部放大图;图4是本发明提供的涂布装置在另一个视角下的结构示意图;图5是本发明提供的抽真空装置的结构示意图;图6是本发明提供的静置装置的结构示意图。
17.图中:100、机架;110、上料装置;120、清洗装置;130、固化装置;140、下料装置;200、载物装置;210、载物台;220、滑动组件;221、导轨;222、滑块;300、调平装置;310、视觉定位单元;311、视觉检测摄像头;312、伸缩杆;320、测高单元;400、涂布装置;410、涂覆刀;420、移动组件;421、y向移动组件;422、z向移动组件;430、螺杆阀;440、混合管;450、回吸阀;500、抽真
空装置;510、上腔体;520、下腔体;530、真空泵;540、产品容置腔体;550、升降驱动气缸;600、静置装置;610、堆叠架;620、静置板;630、产品感应器;640、安全光栅;641、发射端;642、接收端;700、miniled显示板。
具体实施方式
18.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部。
19.本发明中限定了一些方位词,在未作出相反说明的情况下,所使用的方位词如“上”、“下”、“左”、“右”、“内”、“外”,这些方位词是为了便于理解而采用的,因而不构成对本发明保护范围的限制。
20.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
21.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
22.如图1-图3所示,本实施例提供了一种miniled显示板700涂布设备,包括机架100、上料装置110、清洗装置120、载物装置200、调平装置300、移料装置、抽真空装置500、静置装置600、固化装置130和下料装置140。上料装置110、清洗装置120、载物装置200、调平装置300、移料装置、抽真空装置500、静置装置600、固化装置130和下料装置140均安装于机架100上。上料装置110用于输送待加工的产品miniled显示板700。清洗装置120用于对miniled显示板700进行表面清洗。载物装置200用于承载miniled显示板700,载物装置200沿y方向滑动设置于机架100上。调平装置300,用于对载物装置200进行调平,使miniled显示板700处于水平状态,便于后续对miniled显示板700进行涂布。移料装置用于对miniled显示板700进行搬运,使产品移动至不同的工位进行加工。涂布装置400设置于调平装置300下游,涂布装置400包括涂覆刀410和移动组件420,移动组件420设置于机架100上,涂覆刀410与移动组件420连接,移动组件420用于驱动涂覆刀410沿z方向和y方向移动,涂覆刀410用于向miniled显示板700进行胶水整面涂覆。抽真空装置500设置于涂布装置400下游,抽真空装置500用于对miniled显示板700进行抽真空消除气泡。静置装置600设置于抽真空装置500下游,静置装置600用于沿z方向堆叠层置多个miniled显示板700。固化装置130用于对miniled显示板700进行固化。下料装置140用于对miniled显示板700进行下料和装箱。本实施例提供的miniled显示板700涂布设备通过设置调平装置300,使miniled显示板700处于水平状态,便于后续对miniled显示板700进行涂布,保证后续的胶水涂覆均匀。通过涂布
装置400对miniled显示板700进行整面胶水涂覆,提升胶水覆盖的均匀性。由于静置难以消除气泡,通过抽真空装置500来去除气泡,避免气泡影响miniled显示板700的产品质量,同时提升去除气泡的效率。通过静置装置600来提升胶厚均匀性,从而从整体上保证miniled显示板700的生产质量。
23.本实施例中的载物装置200包括载物台210和滑动组件220,滑动组件220安装于机架100上,载物台210与滑动组件220滑动连接,载物台210能够通过滑动组件220沿y方向进行移动,载物台210用于承载miniled显示板700。
24.具体地,本实施例中的滑动组件220包括导轨221、滑块222和驱动件,导轨221沿y方向铺设于机架100上,滑块222滑动设置于导轨221上,驱动件的输出端与滑块222连接,驱动件用于驱动滑块222移动,滑块222与载物台210连接。具体地,驱动件可以是电机,电机是机械加工领域的常见控制结构,为本领域的常规设置,其与其他零部件的连接关系、具体结构以及具体控制方式均为本领域较常规的手段。通过如此设置,保证载物台210能够沿y方向进行移动,将miniled显示板700移动至不同工位。
25.进一步地,调平装置300包括视觉定位单元310和测高单元320,视觉定位单元310用于调整载物台210的水平姿态,测高单元320用于检测miniled显示板700表面的水平高度差,视觉定位单元310与测高单元320通讯连接。测高单元320可以采用现有技术中的激光测高传感器。视觉定位单元310包括视觉检测摄像头311和多个伸缩杆312,多个伸缩杆312分布设置于载物台210与机架100之间,测高单元320对miniled显示板700的上表面取9个点进行测高,视觉定位单元310与测高单元320通讯连接,测高单元320将产品的高度差反馈至视觉定位单元310,视觉定位单元310通过调整不同点的伸缩杆312的高度来达到调平载物台210的目的。
26.进一步地,本实施例中的涂布装置400还包括螺杆阀430和混合管440,混合管440用于装载胶水,混合管440与涂覆刀410连通,螺杆阀430与混合管440连接,螺杆阀430用于调整胶水的配比。胶水能够通过螺杆阀430进行精确配比,混合管440用于对胶水进行混合均匀,从而保证miniled显示板700表面的精确涂覆。
27.进一步地,本实施例中的涂布装置400还包括回吸阀450,回吸阀450与涂覆刀410连接,胶水经过回吸阀450流至涂覆刀410。胶水经过回吸阀450流到涂敷刀的刀头,对miniled显示板700表面进行精确的整面涂敷。本实施例中的移动组件420包括y向移动组件421和z向移动组件422,y向移动组件421沿y方向滑动设置于机架100上,z向移动组件422沿z方向滑动设置于y向移动组件421上,涂覆刀410与z向移动组件422连接。通过如此设置,使涂覆刀410能够对miniled显示板700表面进行胶水涂覆。
28.请结合参考图4,本实施例中的抽真空装置500包括上腔体510、下腔体520和真空泵530,上腔体510和下腔体520能够相对移动并闭合形成产品容置腔体540,产品容置腔体540用于放置miniled显示板700,真空泵530与产品容置腔体540连通,真空泵530用于对产品容置腔体540进行抽真空。由于静置难以消除气泡,通过抽真空装置500来去除气泡,避免气泡影响miniled显示板700的产品质量,同时提升去除气泡的效率。
29.进一步地,抽真空装置500还包括驱动气缸,上腔体510和下腔体520之间设置有滑轨,驱动气缸的输出端与上腔体510连接,驱动气缸能够驱动上腔体510相对下腔体520移动,以实现闭合并形成产品容置腔体540。抽真空装置500还包括升降驱动气缸550,升降驱
动气缸550能够顶起位于产品容置腔体540的miniled显示板700,供移料装置移走miniled显示板700。
30.请结合参考图5,进一步地,静置装置600包括堆叠架610、静置板620和产品感应器630,堆叠架610用于堆叠静置板620,静置板620用于承载miniled显示板700,产品感应器630设置于堆叠架610顶部,产品感应器630用于检测堆叠架610上miniled显示板700的有无。通过设置静置装置600,来提升胶厚均匀性,从而从整体上保证miniled显示板700的生产质量。
31.进一步地,静置装置600还包括安全光栅640,安全光栅640设置于堆叠架610的侧边。安全光栅640可以采用现有技术中的安全光栅640。安全光栅640包括发射端641和接收端642,发射端641和接收端642设置于堆叠架610的同一侧,通过设置安全光栅640来避免工作人员接近堆叠架610,保护工作人员安全,同时也能保证静置的效果,保证产品的胶厚均匀性。
32.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对其实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1