一种颗粒型加热不燃烧卷烟封口罐装生产线中的涂胶装置的制作方法
1.本发明涉及卷烟制造及机电一体化技术领域,具体涉及一种颗粒型加热不燃烧卷烟封口罐装生产线中的涂胶装置。
背景技术:
2.当前,随着电子烟消费市场的不断提升,对颗粒型加热不燃烧卷烟的生产速度及生产质量提出了更高的要求,因此,为了满足当前颗粒型加热不燃烧卷烟生产过程中的端面封口需求,就需要一种可以实现多支香烟同步封口的自动化生产装置。本发明设计提供了一套颗粒型加热不燃烧卷烟封口罐装生产线中的涂胶装置,能够满足多支卷烟纸管同时进行端面涂胶的需求,且能够保证涂胶厚度均匀。
技术实现要素:
3.本发明的目的是为颗粒型加热不燃烧卷烟封口罐装生产线提供一套涂胶装置,能够满足多支卷烟纸管同时进行端面涂胶的需求,且能够保证涂胶厚度均匀。
4.为了实现上述目的,本发明的构思如下:一种颗粒型加热不燃烧卷烟封口罐装生产线中的涂胶装置,它包括一张涂胶工作台、胶水升压桶以及一条输送线。所述的输送线及输送线上的随行模组在所述涂胶工作台的中间,而在所述涂胶工作台上的两侧对称地安装有升降涂胶装置;所述的升降涂胶装置的上面安装有烟管下压装置,而在所述的升降涂胶装置的侧面放置有胶水升压桶,所述的胶水升压桶与所述升降涂胶装置通过一段软管连接。所述的胶水升压桶持续将胶水压入升降涂胶装置,通过烟管下压装置、输送线及线上模组、所述的升降涂胶装置的联合动作实现卷烟纸管涂胶。
5.根据上述发明构思,采用下述技术方案:一种颗粒型加热不燃烧卷烟封口罐装生产线中的涂胶装置,包括一张涂胶工作台、胶水升压桶、模具放松组件、一条输送线、所述输送线上的随行模组以及所述随行模组下端的顶升系统,其创新点在于:所述的输送线及所述随行模组在所述涂胶工作台的中间,所述的涂胶工作台上的两侧对称且与所述输送线平行的安装有两个升降涂胶装置;所述的升降涂胶装置的上面安装有烟管下压装置,所述的烟管下压装置与所述的升降涂胶装置之间安装有模具放松组件,所述的涂胶工作台附近放置有胶水升压桶,胶水升压桶与升降涂胶装置通过一段软管连接;工作时,所述的胶水升压桶持续将胶水压入升降涂胶装置,输送线将所述随行模组输送到位,所述的随行模组下端的顶升系统顶升,使得随行模组上的托盘将其上的卷烟纸管抬升至涂胶工位;所述的纸管被抬升到达工作位置高度后,模具放松组件工作使纸管放松,同时升降涂胶装置上升、烟管下压装置下压纸管,完成卷烟纸管封口的涂胶。
6.进一步的,所述的涂胶机构安装板的上安装面呈阶梯状,且在较厚一侧安装面上沿生产线方向安装有一线性模组;所述的线性模组的滑座上安装有小胶槽安装板;所述的
小胶槽安装板呈悬臂梁形式向涂胶板方向伸出,且在伸出一侧上部的厚度较厚;所述的小胶槽安装板伸出一侧中间有一方形通孔,用于安装小胶槽,围绕方形通孔四周有四个圆形通孔,其中间安装有四根导柱;所述的四根安装导柱上端伸出小胶槽安装板连接有四个导柱端盖,下端与小胶槽连接,并且在小胶槽与小胶槽安装板之间安装有四根压缩弹簧能够将小胶槽压紧在涂胶板上;所述的涂胶机构安装板较薄一侧的上安装面中间沿生产线平行方向开有三个孔,所述的两侧孔分别安装有两根直线轴承,并在两根直线轴承中间安装有两根导柱,所述的中间孔安装有气缸,并在所述的气缸活塞杆上端连接有浮动接头;两根导柱及浮动接头上端与一块涂胶板升降固定座连接,所述的两根导柱下端由所述涂胶板升降导柱连接杆连接在一起,能够同步升降;所述的涂胶板升降固定座上端安装有两个中间带有通孔的涂胶板升降支架;所述的涂胶板升降支架上端面与升降支架上部相连接,同时还有一定位销穿过所述涂胶板升降支架中间通孔,将涂胶板升降固定座与升降支架上部连接在一起,起到定位作用;所述的升降支架上部上端放置涂胶板,并且有两个定位销对所述涂胶板起到定位作用,为防止运行过程中所述涂胶板掉落,还在涂胶板与升降支架上部中间凹坑中预埋有极性相反的两组铷磁铁,起到涂胶板的固定及快速拆卸作用;两根直线轴承的两侧安装有一对定位撞块,所述的定位撞块中间有一个通孔,安装有一个油压缓冲器;所述的气缸缸体外侧安装有一个u型涂胶板升降气缸止挡,所述的涂胶板升降气缸止挡的尾部安装有一个所述定位撞块;所述的涂胶机构安装板较薄一侧的上安装面对称安装有两个固定涂胶板支撑底块,固定涂胶板支撑底块厚度与所述定位撞块厚度相同;所述的固定涂胶板支撑底块上部安装有固定涂胶板固定座,其厚度与涂胶板升降固定座厚度相同;所述的固定涂胶板固定座上部安装有两个涂胶板升降支架;所述的涂胶板升降支架上部还安装有一个固定涂胶板支架上部,其厚度与升降支架上部厚度相同;每个固定涂胶板支架上部安装有一个所述固定涂胶板,所述的固定涂胶板支架上部与所述固定涂胶板之间通过定位销定位,通过铷磁铁进行固定及快速拆卸。
7.进一步的,所述的两烟管下压支架组件安装在涂胶工作台的两侧,所述的烟管下压台面安装于所述两烟管下压支架组件上面,所述的烟管下压台面上安装有四根所述直线轴承,所述的纸筒下压组件导柱上端由所述下压导柱连接板连接在一起,所述的下压导柱连接板由安装在下压气缸固定板上面的所述下压气缸驱动。
8.进一步的,所述的纸筒下压板组件主要由纸筒下压板、纸筒下压杆、导柱、纸筒下压弹簧及轴用弹簧挡圈组成,所述的纸筒下压板上开有2n个圆孔,2n个纸筒下压杆安装在纸筒下压板的2n个圆孔中,每个纸筒下压杆上端安装有一个轴用弹簧挡圈,每个纸筒下压杆与所述纸筒下压板之间还安装有一个具有一定压缩量的纸筒下压弹簧。
9.本发明与现有技术相比较,具有如下显而易见的突出实质性特点和显著优点:1、本发明采用了卷烟纸管受挤压接触静止胶水面的涂胶方式,克服了传统喷胶、滚筒涂胶等涂胶方式在涂胶过程中的涂胶不均匀以及胶水浪费的问题;2、本发明由胶水升压桶持续向涂胶板补充胶水,且每两次涂胶动作的时间间隙对涂胶板进行往复刮胶,保证了静止胶水面胶水厚度均匀且不凝固;本发明自动化程度较高,减少了对生产劳动力的需求,降低了生产成本,提高了生产效率。
附图说明
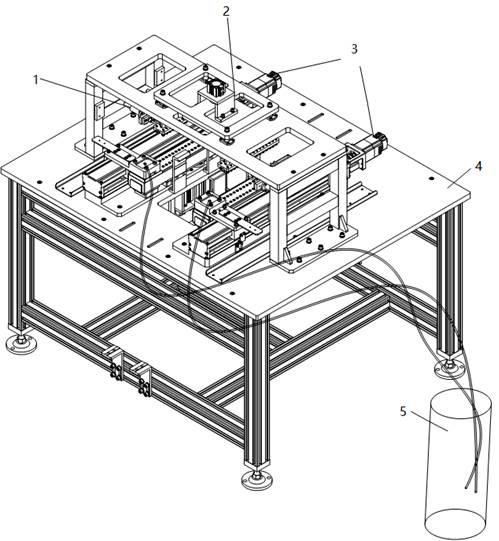
10.图1是本发明立体示意图。
11.图2是本发明的主视图。
12.图3是输送线及顶升系统正视图。
13.图4是本发明的升降涂胶装置俯视及剖面图。
14.图5是本发明的烟管下压装置主视图。
15.图6是本发明装置的纸筒下压板组件左视图。
具体实施方式
16.本发明的优选实施例结合附图详述如下:实施例一:参见图1、图2、图3,一种颗粒型加热不燃烧卷烟封口罐装生产线中的涂胶装置,包括一张涂胶工作台(4)、胶水升压桶(5)、模具放松组件(1)、一条输送线(7)、所述输送线(7)上的随行模组(10) 以及所述随行模组(10)下端的顶升系统(8),工作时,所述的胶水升压桶(5)持续将胶水压入所述升降涂胶装置(3),输送线(7)将随行模组(10)输送到位,所述的随行模组(10)下端的顶升系统(8)顶升,使得随行模组(10)上的托盘(6)将其上的卷烟纸管(9)抬升至涂胶工位;纸管(9)被抬升到达工作位置高度后,模具放松组件(1)工作使所述纸管(9)放松,同时升降涂胶装置(3)上升、烟管下压装置(2)下压纸管(9),完成卷烟纸管封口的涂胶。
17.实施例二:本实施例与实施例一基本相同,特别之处如下:参见图4、图5、图6,所述的涂胶机构安装板(301)的上安装面呈阶梯状,且在较厚一侧安装面上沿生产线方向安装有一线性模组(302);所述的线性模组(302)的滑座上安装有小胶槽安装板(303);所述的小胶槽安装板(303)呈悬臂梁形式向涂胶板(307)方向伸出,且在伸出一侧上部的厚度较厚;所述的小胶槽安装板(303)伸出一侧中间有一方形通孔,用于安装小胶槽(304),围绕方形通孔四周有四个圆形通孔,其中间安装有四根导柱(305);所述的四根安装导柱(305)上端伸出小胶槽安装板连接有四个导柱端盖(306),下端与小胶槽(304)连接,并且在小胶槽(304)与小胶槽安装板(303)之间安装有四根压缩弹簧能够将小胶槽(304)压紧在涂胶板(307)上;所述的涂胶机构安装板(301)较薄一侧的上安装面中间沿生产线平行方向开有三个孔,所述的两侧孔分别安装有两根直线轴承(317),并在两根直线轴承(317)中间安装有两根导柱(315),所述的中间孔安装有气缸(312),并在气缸(312)活塞杆上端连接有浮动接头(319);两根导柱(315)及浮动接头(3
ꢀ‑
16)上端与一块涂胶板升降固定座(314)连接,两根导柱(315)下端由所述涂胶板升降导柱连接杆(316)连接在一起,能够同步升降;所述的涂胶板升降固定座(314)上端安装有两个中间带有通孔的涂胶板升降支架(311);所述的涂胶板升降支架(311)上端面与升降支架上部(308)相连接,同时还有一定位销穿过所述涂胶板升降支架(311)中间通孔,将涂胶板升降固定座(314)与升降支架上部(308)连接在一起,起到定位作用;所述的升降支架上部(308)上端放置涂胶板(307),并且有两个定位销对涂胶板(307)起到定位作用,为防止运行过程中所述涂胶板(307)掉落,还在涂胶板(307)与升降支架上部(308)中间凹坑中预埋有极性相反的两组铷磁铁,起到涂胶板(307)的固定及快速拆卸作用;两根直线轴承(317)的两侧,安装有一对定位撞块(318),所述的定位撞块(318)中间有一个通孔,安装有一个油压缓冲器;所述的气缸(312)缸体外侧安装有一个u型
涂胶板升降气缸止挡(321),所述的涂胶板升降气缸止挡(321)的尾部安装有一个定位撞块(318);所述的涂胶机构安装板(301)较薄一侧的上安装面对称安装有两个所述固定涂胶板支撑底块(320),所述固定涂胶板支撑底块(320)厚度与定位撞块(318)厚度相同;所述的固定涂胶板支撑底块(320)上部安装有固定涂胶板固定座(313),其厚度与涂胶板升降固定座(314)厚度相同;每个固定涂胶板固定座(313)上部安装有两个涂胶板升降支架(311);每两个涂胶板升降支架(311)上部还安装有一个固定涂胶板支架上部(310),其厚度与升降支架上部(308)厚度相同;每个固定涂胶板支架上部(310)安装有一个固定涂胶板(319),所述的固定涂胶板支架上部(310)与固定涂胶板(319)之间通过定位销定位,通过铷磁铁进行固定及快速拆卸;实施例一所述的烟管下压装置(2)其特征在于:所述两烟管下压支架组件(201)安装在所述涂胶工作台(4)的两侧,所述烟管下压台面(202)安装于两烟管下压支架组件(201)上面,所述烟管下压台面(202)上安装有四根所述直线轴承(203),每侧的两个直线轴承为一组,每组直线轴承安装有一套所述纸筒下压板组件(204),两套纸筒下压组件(204)导柱上端由下压导柱连接板(205)连接在一起,所述的下压导柱连接板(205)由安装在下压气缸固定板(206)上面的下压气缸(207)驱动。
18.本实施例的工作原理如下:工作时,胶水升压桶(5)持续将胶水压入升降涂胶装置(3),输送线(7)将随行模组(10)输送到位,随行模组(10)下端的顶升系统(8)顶升,使得随行模组(10)上的托盘(6)将其上的卷烟纸管(9)抬升至涂胶工位;纸管(9)被抬升到达工作位置高度后,模具放松组件(1)工作使纸管(9)放松,同时升降涂胶装置(3)上升、所述烟管下压装置(2)下压纸管(9),完成卷烟纸管封口的涂胶。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1