一种钢桥梁现场栓接摩擦面防滑涂层失效后的修复方法与流程
本发明涉及桥梁制造,尤其涉及一种钢桥梁现场栓接摩擦面防滑涂层失效后的修复方法。
背景技术:
1、钢桥梁高强螺栓连接处节点的各钢构件的应力都是通过摩擦力传递的,如果抗滑移系数达不到设计要求,会使节点处的安全和稳定性发生问题,因此钢桥梁设计及制造标准均规定了高强螺栓连接摩擦面部位架设前的抗滑移系数要求至少达到0.45,《铁路钢桥制造规范》(q/cr 9211-2015)、《铁路桥梁钢结构及构件保护涂装与涂料第1部分:钢梁》(q/cr 749.1-2020)和《公路桥梁钢结构防腐涂装技术条件》(jt/t 722-2008)标准中均规定了钢桥梁栓接部位摩擦面采用无机富锌防锈防滑涂料80μm来实现此部抗滑移系数指标要求,但《铁路钢桥制造规范》(q/cr 9211-2015)中第4.13.5章节又规定了钢桥梁出厂后,高强螺栓连接摩擦面涂层的抗滑移性能(铝涂层或无机富锌防锈防滑涂料涂层)的保证期为6个月。
2、近年来一些大跨度海上桥梁、高原山区桥梁的建设过程中,施工周期远超6个月,有些甚至超过2年,高强螺栓连接摩擦面室外暴露时间过长,涂层老化后抗滑移系数衰减严重,导致架设前抗滑移系数不满足标准要求,影响桥梁结构安全。
3、以往需要将原涂层全部重新喷砂除锈,然后重新涂装无机富锌防锈防滑涂料,效率低,浪费大量人力及物力,影响项目工期,传统开放式喷砂除锈会带来严重的粉尘污染,尤其是常用于钢桥梁摩擦面的醇溶型无机富锌防锈防滑涂料属于溶剂型涂料,稀释剂为醇类物质,其vocs高达600mg/l以上,会有大量的有毒有害溶剂挥发,在当前国家日益严峻的环保压力下,不允许在室外进行喷砂和喷涂施工。
技术实现思路
1、本发明的目的是提供一种钢桥梁现场栓接摩擦面防滑涂层失效后的修复方法,解决了现有技术的修复方式效率低、代价高且易形成高污染高排放污染环境的技术问题。
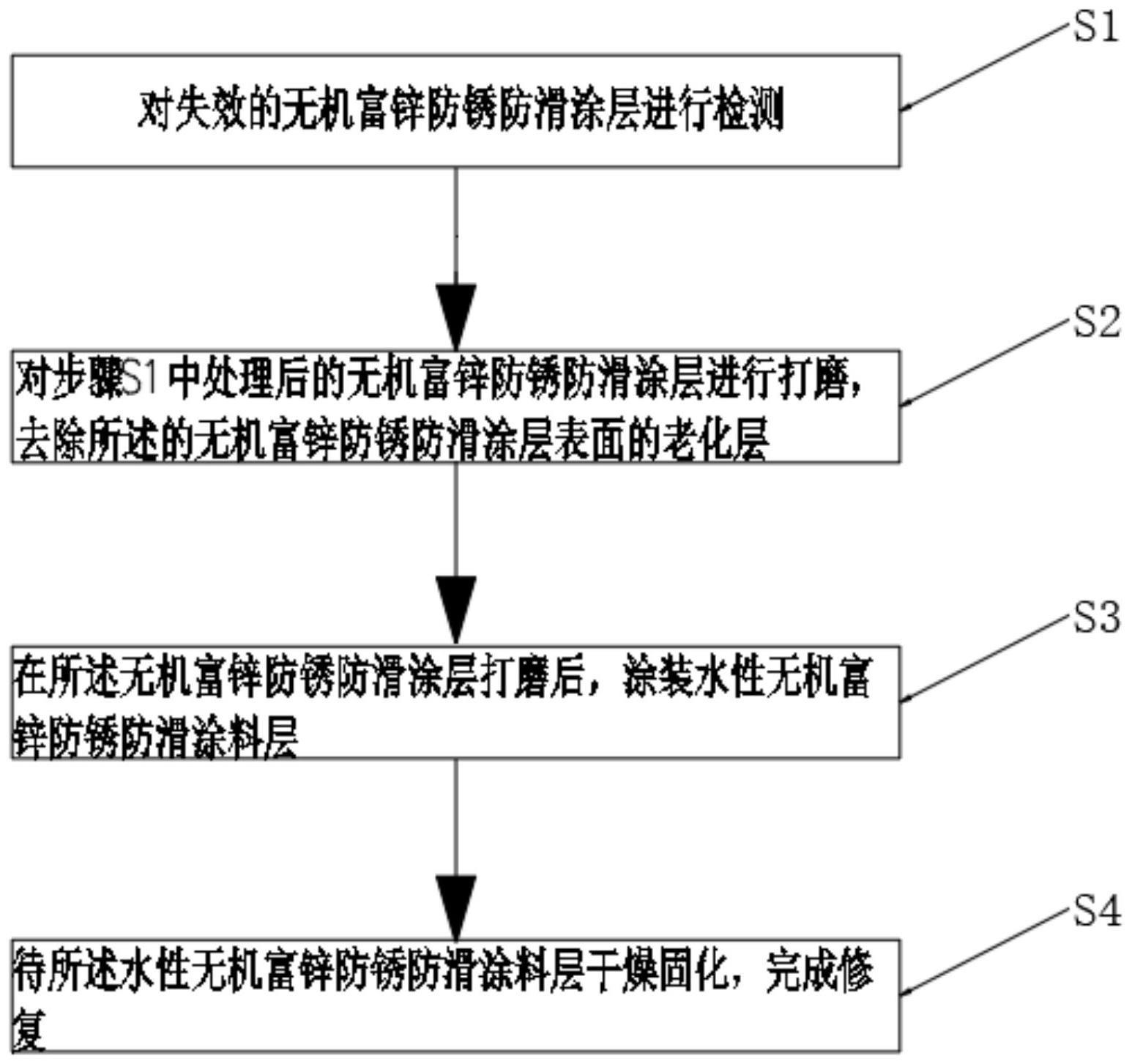
2、本申请实施例公开了一种钢桥梁现场栓接摩擦面防滑涂层失效后的修复方法,对失效的无机富锌防锈防滑涂层进行修复,包括以下步骤:
3、s1:对失效的无机富锌防锈防滑涂层进行检测;
4、s2:对步骤s1中处理后的无机富锌防锈防滑涂层进行轻度无尘打磨,去除所述的无机富锌防锈防滑涂层表面的老化层;
5、s3:在所述无机富锌防锈防滑涂层打磨后,涂装水性无机富锌防锈防滑涂料层;
6、s4:待所述水性无机富锌防锈防滑涂料层干燥固化,完成修复。
7、本申请实施例所使用的无尘打磨工具和水性修复涂料为环保型,能够解决室外施工面临的环保问题;本申请采用打磨后进行涂装的方式,相比较现有的方式,成本低,而且能够保证涂装后涂层的稳定性。
8、在上述技术方案的基础上,本申请实施例还可以做如下改进:
9、进一步地,所述步骤s1中检测的具体步骤为:
10、若无机富锌防锈防滑涂层的表面存在油污,采用清洗剂清除油污,并采用清水进行冲洗,待自然干燥后,进入步骤s2:
11、否则,直接进入步骤s2,采用本步的有益效果是通过对表面进行处理,有利于提高后续的修复效果。
12、进一步地,所述步骤s1中清洗剂为碱性有机清洗剂。
13、进一步地,所述步骤s2中的打磨工具为自吸无尘打磨机,配置60目或80目的自黏式植绒砂纸进行打磨;
14、打磨的深度为10-40μm。
15、进一步地,所述步骤s3中的水性无机富锌防锈防滑涂料层的厚度为40-60μm;
16、施工时的环境温度为5-38℃,相对湿度为50%-80%,钢板温度高于露点3℃。
17、进一步地,所述步骤s4中的干燥固化的环境的相对湿度不小于50%;干燥固化的时间是不小于7天。
18、进一步地,所述水性无机富锌防锈防滑涂料包括以下重量份的原料:硅酸锂水溶液25~30份、锌粉60~70份、金刚砂4~8份、硅烷偶联剂0.2~1.0份、无机颜料2~5份和有机助剂1~3份。
19、本申请实施例中提供的一个或者多个技术方案,至少具有如下技术效果或者优点:
20、1.本申请中所使用的修复涂料为环保型,能够解决室外施工面临的环保问题。
21、2.本发明所使用的修复工艺完成后的产品最终抗滑移系数达到0.71以上,远超过标准要求的抗滑移系数0.45,能够解决钢桥梁现场高强螺栓连接摩擦面暴露时间长导致抗滑移系数不足问题。
22、3.本发明的修复工艺操作简单,合理可行,可用于架设或储存周期长的大跨度桥梁、高原山区桥梁高强螺栓连接摩擦面的修复。
技术特征:
1.一种钢桥梁现场栓接摩擦面防滑涂层失效后的修复方法,其特征在于,对失效的无机富锌防锈防滑涂层进行修复,包括以下步骤:
2.根据权利要求1所述的修复方法,其特征在于,所述步骤s1中检测的具体步骤为:
3.根据权利要求2所述的修复方法,其特征在于,所述步骤s1中清洗剂为碱性有机清洗剂。
4.根据权利要求3所述的修复方法,其特征在于,所述步骤s2中的打磨工具为自吸无尘打磨机,配置的是60目或80目的自黏式植绒砂纸进行打磨;打磨的深度为10-40μm。
5.根据权利要求4所述的修复方法,其特征在于,所述步骤s3中的水性无机富锌防锈防滑涂料层的厚度为40-60μm;
6.根据权利要求5所述的修复方法,其特征在于,所述步骤s4中的干燥固化的环境的相对湿度不小于50%;干燥固化的时间是不小于7天。
7.根据权利要求6所述的修复方法,其特征在于,所述水性无机富锌防锈防滑涂料包括以下重量份的原料:硅酸锂水溶液25~30份、锌粉60~70份、金刚砂4~8份、硅烷偶联剂0.2~1.0份、无机颜料2~5份和有机助剂1~3份。
技术总结
本发明公开一种钢桥梁现场栓接摩擦面防滑涂层失效后的修复方法,涉及桥梁制造技术领域,对失效的无机富锌防锈防滑涂层进行修复,包括以下步骤:S1:对失效的无机富锌防锈防滑涂层进行检测;S2:对步骤S1中处理后的无机富锌防锈防滑涂层进行轻度无尘打磨,去除无机富锌防锈防滑涂层表面的老化层;S3:在无机富锌防锈防滑涂层打磨后,涂装水性无机富锌防锈防滑涂料层;S4:待水性无机富锌防锈防滑涂料层干燥固化,完成修复。本发明解决了现有技术的修复方式效率低、代价高且易形成高污染高排放污染环境的技术问题。
技术研发人员:李强,吴江波,刘志刚,夏慧,宋连筠
受保护的技术使用者:中铁宝桥(扬州)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!