PUR热熔胶涂布装置的制作方法
pur热熔胶涂布装置
技术领域
1.本实用新型涉及气动装置加工领域,具体的是一种pur热熔胶涂布装置。
背景技术:
2.pur为湿气固化反应型聚氨酯热熔胶。主要成分是端异氰酸酯聚氨酯预聚体。pur的粘接性和韧性(弹性)可调节 ,并有着优异的粘接强度、耐温性、耐化学腐蚀性和耐老化性,已成为胶粘剂产业的重要品种之一。现广泛应用于包装、木材加工、汽车、纺织、机电、航空航天等国民经济领域。pur胶是为适应各种不同克重的印刷纸、塑胶薄膜上光油和油墨等材料而设计的,它是带有氨酯键的高分子化合物,其分子链的末端是多元醇(聚酯、聚醚等)以及低分子量二元醇(链伸长剂)和异氰酸盐的加成聚合物。二元醇和异氰酸盐反应形成刚性分子链段,异氰酸盐反应形成柔性分子链段,因此pur是一种具备刚柔兼有的强韧与柔软特性的新型热熔胶。
3.目前在复合木门等门类生产中,经常需要使用到pur进行板件粘接,现有的pur涂布方式是利用喷枪进行,过程中需要人工搬运板材,并在涂布之后进行板材的粘接,整个过程中人工劳动强度大,在涂布完成后由于人工上板耗时长,pur热熔胶暴露时间过程,致使其无法发挥较好的粘接特性,影响产品质量。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种pur热熔胶涂布装置,实现了自动化的复合板粘接操作,减轻了人工劳动强度的同时,保障了板间粘接强度,提升了产品质量。
5.为解决上述技术问题,本实用新型所采用的技术方案是:一种pur热熔胶涂布装置,包括送板带,所述的送板带上方设有机架,机架上部设有顶板,机架支腿上设有竖板,送板带两端转轮部分设置在同一端上的两块竖板之间;
6.所述的送板带输入端上设有原材料架,原材料架顶面与送板带的上带面平齐,原材料架顶面四个角落位置上设有第一“l”形定位板,远离送板带的两块第一“l”形定位板之间设有推板,推板设置在第一推缸上;
7.所述的顶板底面靠近送板带输入端的位置上设有布胶筒,顶板底面靠近送板带输出端的位置上设有压板,压板正下方的送板带上下带面之间设有支撑座,支撑座顶面四个角落位置上设有第二“l”形定位板,第二“l”形定位板内设有活动兜板。
8.优选的方案中,所述的推板贴合于原材料架顶面设置,推板的厚度不大于单块原材料板件的厚度。
9.优选的方案中,所述的机架在靠近送板带输入端上设置的两块竖板顶面还设有夹紧板,夹紧板与送板带的上带面之间间距与单块原材料板件的厚度相同。
10.优选的方案中,所述的夹紧板上设有多个滑辊。
11.优选的方案中,所述的布胶筒底沿设有多个布胶孔,布胶筒通过两侧的支杆与顶板底面连接固定,布胶筒顶沿设有送胶管,送胶管穿过顶板并与设置在顶板上方的储胶箱
连接。
12.优选的方案中,所述的支撑座顶面贴合送板带上带面底面。
13.优选的方案中,所述的活动兜板通过设置在第二“l”形定位板上的固定轴连接于第二“l”形定位板上,固定轴外部套设有扭力弹簧。
14.优选的方案中,所述的压板顶面连接有第二推缸,第二推缸设置于顶板顶面上。
15.本实用新型所提供的一种pur热熔胶涂布装置,通过采用上述结构,具有以下有益效果:
16.(1)通过原材料架配合推板可实现原料板的自动输入,在生产过程中无需反复进行人工上板,保证了生产的连续性;
17.(2)在完成pur热熔胶涂布作业后能够立刻进行板材粘接作业,减少了pur热熔胶的暴露时间,避免了pur热熔胶受影响导致产品质量下降的问题。
附图说明
18.下面结合附图和实施例对本实用新型作进一步说明:
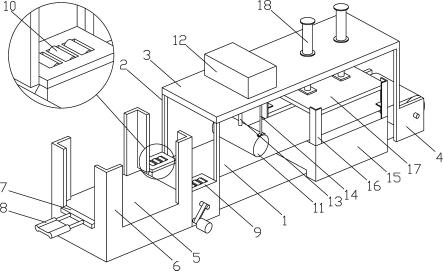
19.图1为本实用新型的整体结构示意图。
20.图2为本实用新型的布胶筒剖视结构示意图。
21.图3为本实用新型的第二“l”形定位板中的活动兜板位置处的结构示意图。
22.图中:送板带1,机架2,顶板3,竖板4,原材料架5,第一“l”形定位板6,推板7,第一推缸8,夹紧板9,滑辊10,布胶筒11,布胶孔111,储胶箱12,送胶管13,支杆14,支撑座15,第二“l”形定位板16,活动兜板161,固定轴162,扭力弹簧163,压板17,第二推缸18。
具体实施方式
23.如图1-3中,一种pur热熔胶涂布装置,包括送板带1,所述的送板带1上方设有机架2,机架2上部设有顶板3,机架2支腿上设有竖板4,送板带1两端转轮部分设置在同一端上的两块竖板4之间;
24.所述的送板带1输入端上设有原材料架5,原材料架5顶面与送板带1的上带面平齐,原材料架5顶面四个角落位置上设有第一“l”形定位板6,远离送板带1的两块第一“l”形定位板6之间设有推板7,推板7设置在第一推缸8上;
25.所述的顶板3底面靠近送板带1输入端的位置上设有布胶筒11,顶板3底面靠近送板带1输出端的位置上设有压板17,压板17正下方的送板带1上下带面之间设有支撑座15,支撑座15顶面四个角落位置上设有第二“l”形定位板16,第二“l”形定位板16内设有活动兜板161。
26.优选的方案中,所述的推板7贴合于原材料架5顶面设置,推板7的厚度不大于单块原材料板件的厚度。
27.优选的方案中,所述的机架2在靠近送板带1输入端上设置的两块竖板4顶面还设有夹紧板9,夹紧板9与送板带1的上带面之间间距与单块原材料板件的厚度相同。
28.优选的方案中,所述的夹紧板9上设有多个滑辊10。
29.优选的方案中,所述的布胶筒11底沿设有多个布胶孔111,布胶筒11通过两侧的支杆14与顶板3底面连接固定,布胶筒11顶沿设有送胶管13,送胶管13穿过顶板3并与设置在
顶板3上方的储胶箱12连接。
30.优选的方案中,所述的支撑座15顶面贴合送板带1上带面底面。
31.优选的方案中,所述的活动兜板161通过设置在第二“l”形定位板16上的固定轴162连接于第二“l”形定位板16上,固定轴162外部套设有扭力弹簧163。
32.优选的方案中,所述的压板17顶面连接有第二推缸18,第二推缸18设置于顶板3顶面上。
33.本新型所提供的一种pur热熔胶涂布装置,在进行pur热熔胶涂布及板材粘接作业时:
34.如图1所示,工人预先在原材料架5以及压板17上放置板材,启动系统,通过第一推缸8配合推板7推动最下方的原材料板,至送板带1上,在送板带1持续转动的状态下,配合夹紧板9夹紧板材端部,使板材在摩擦力作用下向送板带1输出端方向移动,移动过程中,板材顶面与布胶筒11接触,由布胶孔111输出的pur热熔胶被涂布在板材上,当板材继续移动至压板17正下方时,第二推缸18推动压板17下压,使板材向活动兜板161施加压力,最下方的一块板材接触送板带1上的板材,并在第二推缸18作用下继续压紧,使pur热熔胶完全粘接两块板材,之后第二推缸18收起,在扭力弹簧163作用下,活动兜板161复位并支撑起上方剩余板材,送板带1将粘接在一起的板材输出即可。
35.上述结构中,送板带1选用链板传送带,保证输送过程中板材不会发生竖向的位移,避免影响粘接质量。
36.活动兜板161处于竖直状态下时,其底沿距离送板带1上带面顶面间距控制为原材料板板厚,保证最下方的板材能够顺利输出并进行粘接,而剩余板材能够随活动兜板161的复位而再次上升。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1