一种自动硅酮点胶机的制作方法
1.本实用新型涉及点胶机领域,尤其涉及一种自动硅酮点胶机。
背景技术:
2.点胶机又称涂胶机、滴胶机、打胶机、灌胶机等,专门对流体进行控制,其中使用的硅酮胶是一种类似软膏,在常温环境下自然固化成一种凝胶状的固态材料,常被用于液晶屏方面的ito玻璃端支撑保护。
3.但是目前市场上的全自动硅酮点胶机不仅结构复杂,而且功能单一,硅酮点胶机在使用的时候,由于工位是一定的,必须等到点胶结束后才能继续放置工件,浪费时间,在点胶的过程中,点胶头上面经常残留胶水,清理不便。
技术实现要素:
4.本实用新型的目的在于解决现有的硅酮点胶机功能单一,且点胶头经常残留胶水,清理不便的问题,为此,本实用新型提供了一种自动硅酮点胶机;
5.为解决上述技术问题,本实用新型提供以下的技术方案:
6.本实用新型提供了一种自动硅酮点胶机,
7.包括机架、上料机构,所述上料机构设置在所述机架上,所述上料机构上存储有待点胶的玻璃片,所述上料机构的一侧设置有搬运机构,所述搬运机构用以抓取所述上料机构上的玻璃片,所述机架上还设置有硅酮涂胶平台,所述搬运机构用以将抓取的玻璃片运输至所述硅酮涂胶平台上,所述硅酮涂胶平台的上方设置有硅酮涂胶单元,所述硅酮涂胶单元用以对所述硅酮涂胶平台上的玻璃片进行涂胶作业,所述硅酮涂胶平台一侧设置有下料机械手、ng输送线、联机平台,所述下料机械手用于将所述硅酮涂胶平台上涂胶后的玻璃片抓取至所述ng输送线或联机平台上输送。
8.可选的,所述上料机构包括上料电机、上料平台、上料丝杆、上料支架,所述上料电机设置在所述上料支架上,所述上料丝杆与所述上料电机的输出轴连接,所述上料平台设置在所述上料丝杆上,所述上料平台用以放置待点胶的玻璃片,所述上料电机带动所述上料丝杆转动,从而带动所述上料平台沿所述上料支架的侧壁上下往复运动。
9.可选的,所述硅酮涂胶平台包括涂胶支架、涂胶平台、气缸,所述涂胶平台设置在所述涂胶支架上,所述气缸的输出轴与所述涂胶平台连接,所述气缸用以带动所述涂胶平台在所述涂胶支架上前后往复滑动,所述硅酮涂胶平台至少设置为三组,三组所述硅酮涂胶平台之间均匀间隔设置,所述涂胶平台用以存储待点胶的玻璃片。
10.可选的,所述硅酮涂胶单元包括点胶头、点胶支架、固定架,所述固定架设置在所述机架上,所述点胶支架设置在所述固定架的侧壁上,所述固定架上设置有x模组,所述x模组用以带动所述点胶支架在所述固定架的侧壁左右滑动,所述点胶头设置在所述点胶支架上,所述点胶支架上设置有z模组,所述z模组用以带动所述点胶头在所述点胶支架上上下移动。
11.可选的,所述点胶支架上设置有入料读码装置,所述入料读码装置用以识别并读取所述涂胶平台上的玻璃片。
12.可选的,所述固定架上设置有aoi检测装置,所述aoi检测装置用以检测所述下料机械手抓取的玻璃片是否合格,并根据判断ok/ng结果分别抓取至所述联机平台/ng输送线上输出。
13.可选的,所述涂胶支架的侧壁设置有擦胶机构,所述擦胶机构包括擦胶支架、擦胶定位架、收卷电机、无尘布、擦胶转轮、转动轮,所述擦胶定位架设置在所述擦胶支架的上端,所述擦胶定位架的上端开设有凹槽,所述凹槽与所述点胶头的下端相适配,所述收卷电机设置在所述擦胶支架的侧壁,所述擦胶转轮与所述收卷电机的输出轴连接,所述转动轮设置有若干组,若干组所述转动轮设置在所述擦胶支架的侧壁上,所述转动轮与所述擦胶转动之间设置有所述无尘布,所述无尘布设置在所述擦胶定位架,且位于所述凹槽的下方,所述擦胶定位架的下方设置有擦胶气缸,所述擦胶气缸的输出轴用以将所述擦胶定位架上的所述无尘布顶出所述凹槽内,从而对位于所述凹槽内的所述点胶头的下端进行擦胶作业。
14.本实用新型有益效果
15.本实用新型上料机构的设置,能够使玻璃片均匀且连续上料,使上料过程中实现自动化,提高了设备整体的工作效率;三组硅酮涂胶平台的设置,使用者在点胶的同时可以在另两个涂胶平台上对玻璃片进行取放,缩短了玻璃片的放置时间,极大的提高了工作效率;擦胶机构的设置,能够自动对点胶头进行清洁,提高了清洁效率,降低了劳动强度。
附图说明
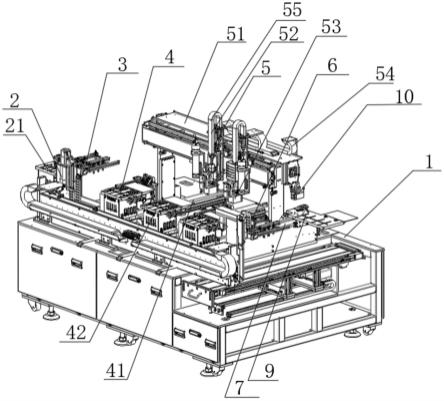
16.图1为本实用新型结构示意图。
17.图2为本实用新型结构俯视图。
18.图3为本实用新型擦胶结构结构示意图。
19.附图标记说明:1-机架,2-上料机构,21-上料平台,3-搬运机构,4-硅酮涂胶平台,41-涂胶支架,42-涂胶平台,5-硅酮涂胶单元,51-固定架,52-点胶支架,53-点胶头,54-x模组,55-z模组,6-下料机械手,7-ng输送线,8-擦胶机构,81-擦胶支架,82-擦胶定位架,83-凹槽,84-无尘布,85-擦胶气缸,9-联机平台,10-aoi检测装置。
具体实施方式
20.下面将结合本实用新型的实施例中的附图,对本实用新型的实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.实施例
22.如图1-图3所示,本实用新型提供了一种自动硅酮点胶机,
23.包括机架1、上料机构2,所述上料机构2设置在所述机架1上,所述上料机构2上存储有待点胶的玻璃片,所述上料机构2的一侧设置有搬运机构3,所述搬运机构3用以抓取所述上料机构2上的玻璃片,所述机架1上还设置有硅酮涂胶平台4,所述搬运机构3用以将抓
取的玻璃片运输至所述硅酮涂胶平台4上,所述硅酮涂胶平台4的上方设置有硅酮涂胶单元5,所述硅酮涂胶单元5用以对所述硅酮涂胶平台4上的玻璃片进行涂胶作业,所述硅酮涂胶平台4一侧设置有下料机械手6、ng输送线7、联机平台9,所述下料机械手6用于将所述硅酮涂胶平台4上涂胶后的玻璃片抓取至所述ng输送线7或所述联机平台9上输送,
24.所述上料机构2包括上料电机、上料平台21、上料丝杆、上料支架,所述上料电机设置在所述上料支架上,所述上料丝杆与所述上料电机的输出轴连接,所述上料平台21设置在所述上料丝杆上,所述上料平台21用以放置待点胶的玻璃片,所述上料电机带动所述上料丝杆转动,从而带动所述上料平台21沿所述上料支架的侧壁上下往复运动;
25.所述硅酮涂胶平台4包括涂胶支架41、涂胶平台42、气缸,所述涂胶平台42设置在所述涂胶支架41上,所述气缸的输出轴与所述涂胶平台42连接,所述气缸用以带动所述涂胶平台42在所述涂胶支架41上前后往复滑动,所述硅酮涂胶平台4至少设置为三组,三组所述硅酮涂胶平台4之间均匀间隔设置,所述涂胶平台42用以存储待点胶的玻璃片,所述硅酮涂胶单元5包括点胶头53、点胶支架52、固定架51,所述固定架51设置在所述机架1上,所述点胶支架52设置在所述固定架51的侧壁上,所述固定架51上设置有x模组54,所述x模组54用以带动所述点胶支架52在所述固定架51的侧壁左右滑动,所述点胶头53设置在所述点胶支架52上,所述点胶支架52上设置有z模组55,所述z模组55用以带动所述点胶头53在所述点胶支架52上上下移动,
26.所述点胶支架52上设置有入料读码装置,所述入料读码装置用以识别并读取所述涂胶平台42上的玻璃片,所述固定架上设置有aoi检测装置10,所述aoi检测装置10用以检测所述下料机械手抓取的玻璃片是否合格,并根据判断ok/ng结果分别抓取至所述联机平台9/ng输送线7上输出;
27.本实用新型在使用过程中,首先操作人员将待点胶的玻璃片置入上料机构2的上料平台21上,触发执行作业并打开上料电机开关,上料电机带动上料丝杆转动,从而带动上料平台21沿上料支架的侧壁向上运动,搬运机构3此时将上料平台21最上层的玻璃片抓取并运输至涂胶平台42上,当上料平台21上最上层的玻璃片被抓取完成后,上料电机带动上料平台21逐步向上滑动,依次类推,从而实现玻璃片的连续均匀性上料,玻璃片被抓取至涂胶平台42时,入料读码装置先一步对玻璃片上的二维码读取并识别,并将其数据进行存储,识别完成后,点胶头53与点胶支架52经x模组54移动至玻璃片的正上方,点胶头53经z模组55向下移动至玻璃片的正上方,此时气缸带动涂胶平台42在涂胶支架41上向后滑动,涂胶平台42边滑动点胶头53边对涂胶平台42上的玻璃片进行点胶作业,点胶完成后气缸带动涂胶平台42复位,此时,下料机械手6用于将硅酮涂胶平台4上涂胶后的玻璃片抓取,aoi检测装置10用以检测所述下料机械手抓取的玻璃片是否合格,并根据判断ok/ng结果分别抓取至所述联机平台9/ng输送线7上输出,下料机械手6在抓取过程,aoi检测装置10用以检测玻璃片是否存在缺胶、断线、位置不良等缺陷,从而提高玻璃片的品质;
28.所述涂胶支架41的侧壁设置有擦胶机构8,所述擦胶机构8包括擦胶支架81、擦胶定位架82、收卷电机、无尘布84、擦胶转轮、转动轮,所述擦胶定位架82设置在所述擦胶支架81的上端,所述擦胶定位架82的上端开设有凹槽83,所述凹槽83与所述点胶头53的下端相适配,所述收卷电机设置在所述擦胶支架81的侧壁,所述擦胶转轮与所述收卷电机的输出轴连接,所述转动轮设置有若干组,若干组所述转动轮设置在所述擦胶支架81的侧壁上,所
述转动轮与所述擦胶转动之间设置有所述无尘布84,所述无尘布84设置在所述擦胶定位架82,且位于所述凹槽83的下方,所述擦胶定位架82的下方设置有擦胶气缸85,所述擦胶气缸85的输出轴用以将所述擦胶定位架82上的所述无尘布84顶出所述凹槽83内,从而对位于所述凹槽83内的所述点胶头53的下端进行擦胶作业;
29.本实用新型在点胶作业完成后,点胶头53通过z模组55移动至胶桶内,为防止胶水在胶头的出胶端凝固从而堵塞胶管,因此,需要定时让点胶头53喷洒胶水,保持胶水的流动性,从而避免胶水凝固,喷洒的胶水通过胶桶收集,从而避免胶水的浪费,喷洒完成后,通过x轴模组、z轴模组将点胶头53的下端移动至擦胶机构8的凹槽83内,打开收卷电机的开关,收卷电机带动无尘布84转动并且打开擦胶气缸85的开关,擦胶气缸85的输出轴用以将擦胶定位架82上的无尘布84顶出凹槽83内,从而对位于凹槽83内的点胶头53的下端进行擦胶作业,防止胶水残留在点胶头53的下端造成凝固堵塞;
30.本实用新型上料机构2的设置,能够使玻璃片均匀且连续上料,使上料过程中实现自动化,提高了设备整体的工作效率;三组硅酮涂胶平台4的设置,使用者在点胶的同时可以在另两个涂胶平台42上对玻璃片进行取放,缩短了玻璃片的放置时间,极大的提高了工作效率;擦胶机构8的设置,能够自动对点胶头53进行清洁,提高了清洁效率,降低了劳动强度。
31.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1