一种人机协同涂胶装配设备及方法与流程
本发明涉及一种人机协同涂胶装配设备及方法,具体涉及横移系统带动玻璃件和窗框件的移动,机器人换取涂胶装置末端执行器完成窗框件涂胶,两套协作机器人完成玻璃件与窗框件的装配,立体库存储库装置对涂胶和装配完的成品进行自动运输、存储和计时等功能,属于机械装配领域。
背景技术:
1、随着航空航天产品装配领域的不断发展和生产数量的逐渐增多,提升产能和降低成本是形势所趋。人机协同半自动化设备和自动化设备的研究和应用,是便于生产管理、降低人力资源成本和提高装配效率的有效途径。为保证航空航天产品特性,特殊材质的玻璃和窗框装配成一体的结构经常在该领域中应用,目前在玻璃工件和窗框工件组合过程中通常为人工手持工件进行胶液涂抹和装配作业。
2、在玻璃工件和窗框工件人工装配过程中,通常一人手持玻璃工件或窗框工件,另一人涂抹胶液,在装配过程中为保证装配精度,一人手持工件,一人进行位置校正和放置装配。由于产品和胶液特性,完成涂胶装配后需对组件产品进行规定时间的放置和固化,此时对环境温度、湿度有一定要求,人工需对完成组件装配时间和固化时间进行记录,保证固化时间要达到指定时长要求。
3、此类装配方法需多人共同配合,装配效率较低,且涂胶过程中人工涂抹胶液会出现不均匀、不统一的情况,质量一致性较差,此状况下常会面临多余胶液溢出需清理的返工现象,不利于批量产品的有序流水生产。
4、因此,有必要研究设计一种人机协同涂胶装配设备,代替部分人工工作,完成对玻璃工件和窗框工件的涂胶、装配作业过程,便于减少人力资源成本,提高生产效率,同时提升产品质量的一致性。
技术实现思路
1、为解决上述问题,本发明提供一种人机协作涂胶装配设备和方法,用于玻璃工件和窗框工件的涂胶和装配作业。
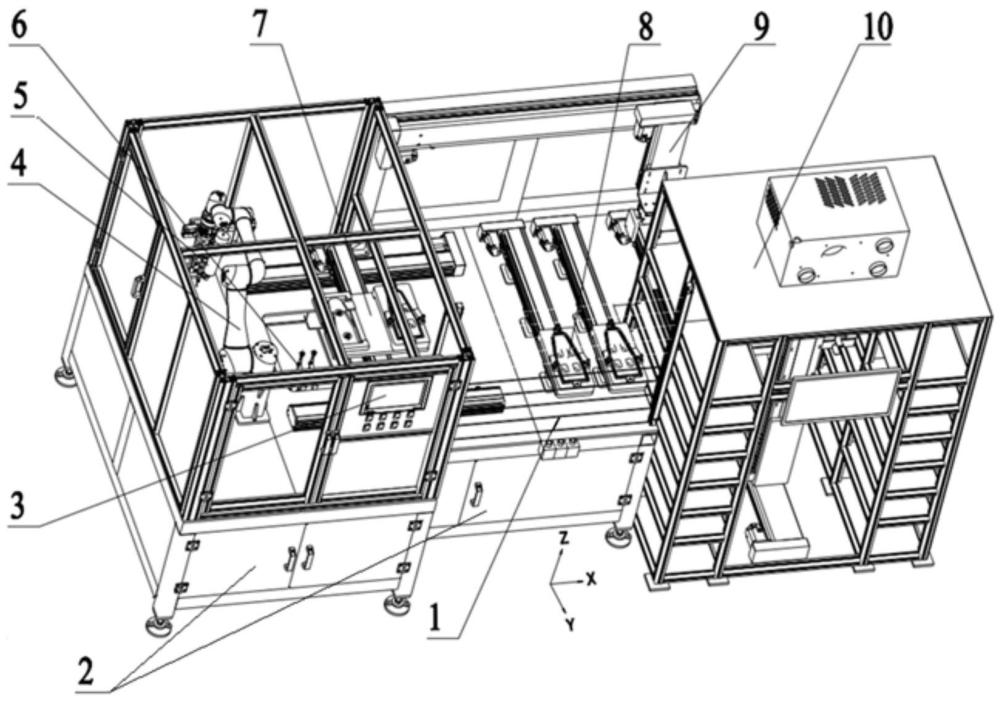
2、一种人机协作涂胶装配设备,其特征在于,主要包括运动机器人一4、运动机器人二6、涂胶装置5、涂胶装配系统横移装置7、存储系统横移装置8、抓取装置9、立体存储装置10、电器控制系统存储柜2、设备操作控制及显示面板3和门机联锁安全装置1;其中,电控系统安装在电器控制系统存储柜2内,在电器控制系统存储柜2上前挡板设有设备操作控制及显示面板3,设备操作控制及显示面板3与电器控制系统存储柜2内的电控系统连接;在电器控制系统存储柜2左上表面还设有运动机器人一4、运动机器人二6、涂胶装配系统横移装置7和涂胶装置5连接,其中运动机器人二6倒置固定于电器控制系统存储柜2表面下方;在电器控制系统存储柜2右上表面,设有存储系统移动装置8;在电器控制系统存储柜2后侧板上连接有抓取装置9;在电器控制系统存储柜2右侧连接立体存储装置10;在电器控制系统存储柜2上表面右侧还设有门机联锁安全装置1;其中,所述的运动机器人一4、运动机器人二6、涂胶装配系统横移装置7、存储系统横移装置8、抓取装置9、立体存储装置10和门机联锁安全装置1分别与安装于电器控制系统存储柜2内的电控系统连接;
3、工作时,通过操作设备操作控制及显示面板3,横移装置7移动到+x和+y方向的极限位置,靠近门机联锁安全装置1,打开门机联锁安全装置1,工作人员将要粘接装配在一起的玻璃工件11和窗框工件12分别放置在横移装置7的两个仿形工装上,然后横移装置7移动到左侧的合适位置,等待涂胶;运动机器人一4抓取涂胶装置5,对玻璃工件11和窗框工件12进行涂胶;然后,运动机器人一4放下涂胶装置5,抓取对玻璃工件11,并通过与运动机器人二6配合,将玻璃工件11翻转装配在窗框工件12上;装配完毕后,横移装置7移动至+x和-y方向的极限位置,装配组件再通过抓取装置9抓取放置于立体存储装置10的运输导轨中,存放于立体存储装置10进行固化存储;完成固化后的装配组件,再通过抓取装置9放置在存储系统横移装置8上,存储系统横移装置8移动至+y方向极限位置将装配组件移动到门机联锁安全装置1前,打开门机联锁安全装置1,工作人员取出装配组件。
4、所述的电器控制系统存储柜2,其下面是存储柜,在存储柜上表面左侧设有玻璃框架,防止工作时有灰尘;在玻璃框架右壁下部有空隙,是用于横移装置7进出玻璃框架的通延;在存储柜上表面右侧前端设有打开门机联锁安全装置1,门机联锁安全装置1在各装置运转时处于关闭状态,防止工作人员受伤害,只有当各装置运转停止时,才能打开门机联锁安全装置1,工作人员能够在门机联锁安全装置1打开时放入或取出工件。
5、所述的运动机器人一4包括运动机器人一基座41和运动机器人一末端执行器42,运动机器人一末端执行器42连接在运动机器人一基座41上。
6、所述的涂胶装置5包括胶液存储桶53、胶液通道54、涂胶装置连接结构52和出胶口51,胶液通道54将胶液存储桶53与涂胶装置连接结构52连接在一起,涂胶装置连接结构52下端设有出胶口51。
7、所述的运动机器人二6包括运动机器人二连接板61、吸盘触角62和真空吸盘结构63,运动机器人二连接板61上连接有真空吸盘结构63,真空吸盘结构63上连接有吸盘触角62。
8、所述的涂胶装配系统移动装置7包括两个移动装置x向直线导轨74、移动装置y向直线导轨72、移动装置x向驱动电机77、移动装置y向驱动电机75和移动平台76,移动装置y向直线导轨72两端安装在两个移动装置x向直线导轨74上,移动装置y向直线导轨72能够在两个移动装置x向直线导轨74上自由移动,移动平台76又安装在移动装置y向直线导轨72上,因此,移动平台76能够在x、y两个方向直线运动,其中玻璃工件仿形放置工装73和窗框工件仿形放置工装71安装在移动平台76上。
9、所述的存储系统移动装置8包括存储移动滑台81、存储仿形工装82、存储移动y向导轨83和存储装置y向驱动电机84;其中,在存储移动y向导轨83上设有存储移动滑台81,在存储移动滑台81上设有存储仿形工装82,还有与存储移动滑台81连接的存储装置y向驱动电机84,存储装置y向驱动电机84设置在存储移动y向导轨83侧面。
10、所述的抓取装置9包括抓取装置x向导轨91、抓取装置x向驱动电机92、抓取装置z向移动电机93、抓取装置z向导轨94、抓取装置连接板95、抓取装置手爪驱动结构96和抓取装置手爪97,其中,抓取装置z向导轨94一端滑动连接在抓取装置x向驱动电机92上,抓取装置z向导轨94上设有抓取装置连接板95,抓取装置连接板95上连接有抓取装置手爪驱动结构96,抓取装置手爪驱动结构96上又设有抓取装置手爪97。
11、所述的立体存储装置10属于半封闭结构,其中立体存储装置10外围由可透视钢化玻璃蒙皮包裹;立体存储装置10包括存储装置驱动电机101、存储装置显示屏102、存储装置移动托盘103、温湿度控制器105和温湿度控制器105;存储货位104连接在可透视钢化玻璃蒙皮包裹的内壁上,温湿度控制器105在存储货位104上端盖板上,在两排存储货位104中间设有存储装置移动托盘103、存储装置驱动电机101和存储装置显示屏102,存储装置显示屏102能显示存放时间和固化产品编号。
12、一种人机协同涂胶装配方法,其中,包括下列步骤:
13、步骤一、涂胶装配系统移动装置7的移动平台76处于+x向和+y向的极限位置,门机联锁安全装置1打开,人工将玻璃工件11放置于玻璃工件仿形放置工装73上,并依靠真空吸盘吸附;再将窗框工件12人工放置于窗框工件仿形放置工装71上,并实现气动夹紧;移动平台76移动至移动到左侧的合适位置,等待涂胶;
14、步骤二、移动平台76分别与移动装置x向导轨74、移动装置y向导轨形成x向、y向的直线移动副;移动装置x向驱动电机77和移动装置y向驱动电机75为动力装置,带动移动平台76处于指定位置;
15、步骤三、运动机器人一基座41安装于电器控制系统存放柜2上表面,人工通过点击设备操作控制及显示面板3按钮,控制运动机器人一末端执行器42抓取涂胶装置5,涂胶装置连接结构52与运动机器人一的末端执行器42自动紧固,开始对玻璃工件11和窗框工件12进行涂胶;
16、步骤四、涂胶装置5分别沿着玻璃工件11和窗框玻璃12外形进行运动,同时存储在胶液存储桶53中的d05胶液由于施加的压强变化,d05胶液通过胶液通道54,由出胶口51分别对玻璃工件斜边面113和窗框工件斜边面123完成涂胶;
17、步骤五、运动机器人一4将涂胶设备5放置于原位,运动机器人一末端执行器42的真空吸附功能将已涂胶完成的玻璃工件11抓取放置于运动机器人二6的真空吸盘结构63上;
18、步骤六、由于空间自由度限制,需要运动机器人一4与运动机器人二6相互配合完成对玻璃工件11的上下翻面作业;其中玻璃工件11以偏心状态放置于真空吸盘结构63中,在运动机器人二6运动至相对位置,运动机器人一4再次完成偏心抓取已翻面的玻璃工件11;
19、步骤七、运动机器人一4抓取玻璃工件11移动至窗框工件12正上方,向下放置玻璃工件11,保证玻璃工件斜边面113与窗框工件斜边面123贴合;
20、步骤八、放置装配完毕后,放有装配组件的涂胶装配系统移动装置7的移动平台76,移动至+x向和-y向极限位置;
21、步骤九、抓取装置连接板95分别与抓取装置x向导轨91、抓取装置z向导轨94形成x向、z向的直线移动副;抓取装置x向驱动电机92、抓取装置z向移动电机93为动力装置,带动抓取装置手爪驱动结构96处于指定位置;
22、步骤十、抓取装置手爪97与抓取装置手爪驱动结构96以t型槽结构形成运动副,抓取装置手爪驱动结构71松开气动夹头,抓取移动平台76上的装配组件,放置于存储系统移动装置8上的存储仿形工装82中;重复以上动作,放置两套装配组件于存储仿形工装82中;
23、步骤十一、两个存储移动滑台81分别与存储移动y向导轨83形成y向的移动副,存储装置y向驱动电机84为动力装置;已存有装配组件的存储仿形工装82移动至+y向极限位置,便于人工查看;
24、步骤十二、人工查看涂胶状态,没有胶体溢出状态视为合格;合格后人工点击设备操作控制及显示面板按3中的按钮,进行下一步工作;若涂胶状态不合格,人工点击设备操作控制及显示面板按3中的按钮,设备停止运行,门机联锁安全装置1打开,取出装配组件,进行补胶或清除多余胶液工序后再放置于原处;
25、步骤十三、已存有合格的装配组件的存储仿形工装82移动至-y极限位置,抓取装置手爪97抓取存储仿形工装82上的装配组件,通过立体存储装置10放置于存储装置移动托盘103中;
26、步骤十四、立体存储装置10外围由可透视钢化玻璃蒙皮包裹,存储装置驱动电机101驱动存储装置移动托盘103进行y向、z向的运动,移动托盘103具有x向运动机构;当接到已涂胶完毕的装配组件后,将其移动至多个存储货位104中,进行固化存储;在存储过程中,温湿度控制器105对存储系统移动装置的温度、湿度进行实施监控,在即将偏离温度15℃-25℃,湿度30%-70%的范围时,自动启动温控和湿控设备进行调温调湿,控制立体存储装置10保持在温度范围内;立体存储装置显示屏102可实时显示立体存储装置10中的温湿度数值和每一个存储货位104装配组件的固化时间,便于人工查阅7×24小时固化剩余时间;
27、步骤十五、固化达到7×24小时后,人工点击设备操作控制及显示面板按3中的按钮控制存储装置移动托盘103退出装配组件至抓取装置9的交接位置,抓取装置手爪97将固化完成的装配组件抓取并移动至存储仿形工装82上,存储移动滑台81移动至+y向极限位置,门机联锁安全装置1中防护门打开,人工取走固化完毕装配组件;
28、步骤十六、后继完成玻璃工件11与窗框工件12的涂胶装配流程方法,按照步骤一至步骤十五重复操作。
29、本发明的有益效果:本发明可完成对玻璃工件和窗框工件的涂胶,完成对涂胶工作和玻璃工件装配于窗框工件工作,并由抓取装置抓取移动至涂胶装配系统移动装置上,人工查看涂胶状态。涂胶状态符合相关技术要求后,抓取装置抓取装配组件放入立体存储装置中,完成对装配组件的固化存储,同时完成对存储时温湿度控制和存储时间显示。门机联锁安装装置保证设备不对人造成伤害,操作人员通过设备操作控制及显示面板完成对设备的操作,同时面板显示设备运动状态。本发明的设备以人机协同方式完成涂胶和装配工作,配有自动控制温湿度并记录存储固化时间,减少人力资源占用,提高涂胶和装配效率,提升涂胶装配质量一致性。
- 还没有人留言评论。精彩留言会获得点赞!