一种磨煤机中架体筒体衬板装置的制作方法
本技术属于磨煤机设备,具体涉及一种磨煤机中架体筒体衬板装置。
背景技术:
1、中速辊式磨煤机中架体筒体区域原设计有一层约6mm的防护钢板,约120°范围内整块焊接在中架体筒体区域,随着磨煤机的持续运转,受煤质、风向、风速等因素影响,中架体筒体区域局部位置的防护钢板在焊接位置被不断的吹损减薄、乃至穿漏,长此以往,风粉混合物在中架体筒体衬板泄漏点处不断聚集和拥挤,造成中架体筒体衬板和中架体筒体脱层分离、翘起、脱落,发现不及时将会造成中架体筒体泄漏,此时不仅不能满足安全文明生产要求,而且极易形成火灾隐患,然而大块脱落的衬板还会造成磨煤机运行异常或石子煤排放不畅,严重危及磨煤机运行的稳定性和安全性。
技术实现思路
1、针对上述存在的技术问题,本实用新型提供了一种磨煤机中架体筒体衬板装置,以解决现有磨煤机中架体筒体衬板在焊接位置容易脱落的问题,该磨煤机中架体筒体衬板装置不仅具有良好的耐磨性能、广泛的取材来源、安装难度低、使用寿命长等优点,而且彻底消除了中架体筒体泄漏隐患,提高磨煤机运行的稳定性和安全性。
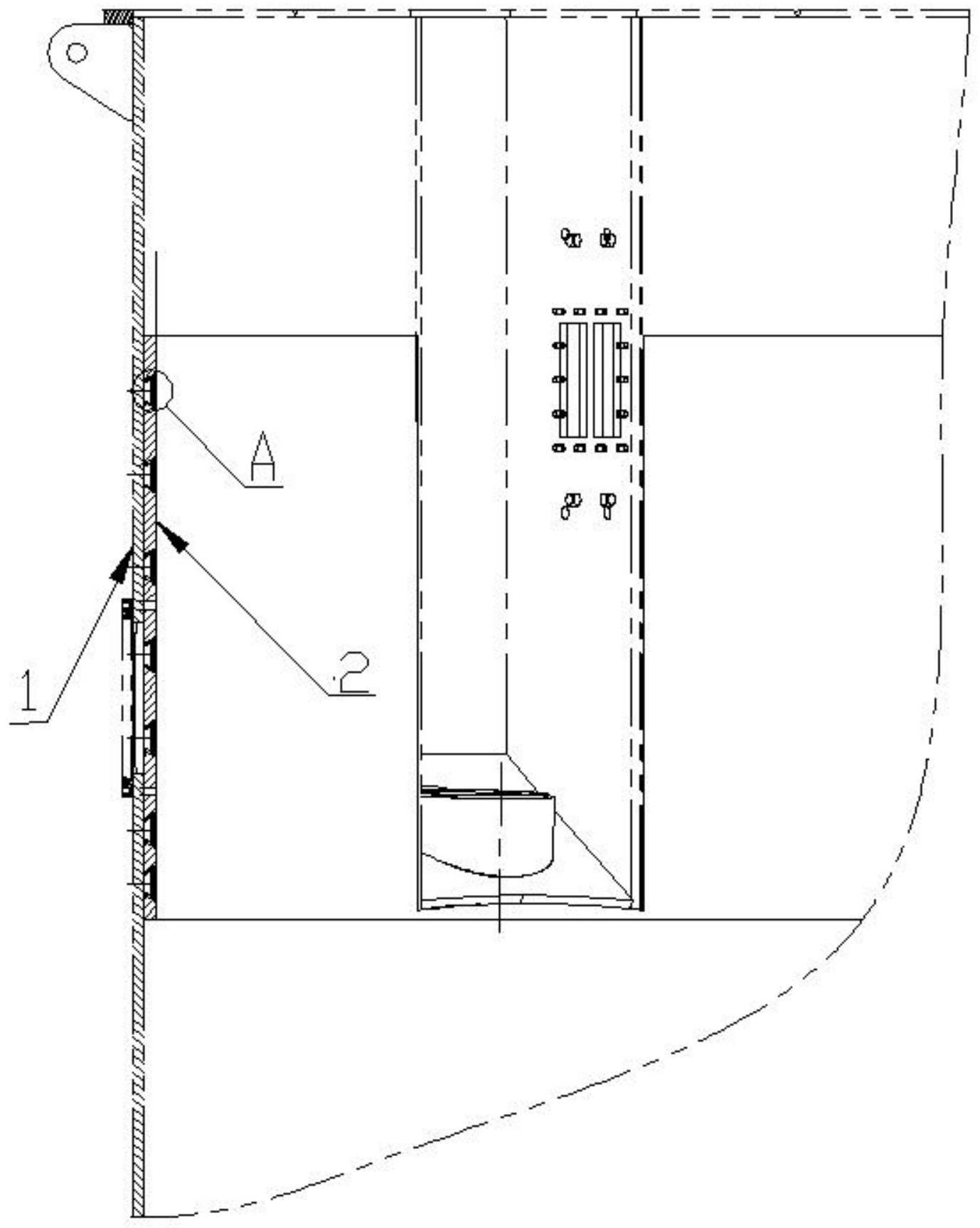
2、本实用新型公开了一种磨煤机中架体筒体衬板装置,包括中架体筒体、衬板、焊接塞和焊接盖,所述衬板的数量为多个,多个所述衬板覆盖于所述中架体筒体的侧壁上,所述衬板上开设有预留孔,所述焊接塞位于所述预留孔中,沿远离所述中架体筒体侧壁的方向,所述预留孔的内径逐渐增大,所述焊接塞的外径逐渐增大,且所述焊接塞与所述中架体筒体焊接连接,所述焊接塞与所述预留孔的间隙之间焊接,所述焊接盖位于所述预留孔的开口位置,所述焊接塞位于所述焊接盖和所述中架体筒体之间,所述焊接塞和所述焊接盖之间焊接。
3、进一步的,所述衬板为耐磨钢板、陶瓷片、双金属钢板或耐磨铸钢。
4、进一步的,多个所述衬板之间的拼缝位置采用耐磨钢板进行塞焊或耐高温防火胶泥进行填缝。
5、本磨煤机中架体筒体衬板装置中,衬板通过预留孔使用焊接塞焊接在中架体筒体上,为焊接塞的焊缝,在焊接塞外部增设焊接盖,以降低风粉混合物对焊接塞焊缝的吹损。在工艺上要求焊接塞与中架体筒体满焊并堆焊10mm高度,焊接塞与焊接盖满焊;在尺寸上可以将衬板依据现场实际需求制作成不同规格、不同弧度的尺寸,同时衬板可依据中架体筒体磨损位置进行全部或局部位置安装,以便于提高中架体筒体衬板装置使用的经济性。
技术特征:
1.一种磨煤机中架体筒体衬板装置,其特征在于,包括中架体筒体、衬板、焊接塞和焊接盖,所述衬板的数量为多个,多个所述衬板覆盖于所述中架体筒体的侧壁上,所述衬板上开设有预留孔,所述焊接塞位于所述预留孔中,沿远离所述中架体筒体侧壁的方向,所述预留孔的内径逐渐增大,所述焊接塞的外径逐渐增大,且所述焊接塞与所述中架体筒体焊接连接,所述焊接塞与所述预留孔的间隙之间焊接,所述焊接盖位于所述预留孔的开口位置,所述焊接塞位于所述焊接盖和所述中架体筒体之间,所述焊接塞和所述焊接盖之间焊接。
2.根据权利要求1所述的一种磨煤机中架体筒体衬板装置,其特征在于,所述衬板为耐磨钢板、陶瓷片、双金属钢板或耐磨铸钢。
3.根据权利要求1所述的一种磨煤机中架体筒体衬板装置,其特征在于,多个所述衬板之间的拼缝位置采用耐磨钢板进行塞焊或耐高温防火胶泥进行填缝。
技术总结
本技术公开了一种磨煤机中架体筒体衬板装置,包括中架体筒体、衬板、焊接塞和焊接盖,所述衬板的数量为多个,多个所述衬板覆盖于所述中架体筒体的侧壁上,所述衬板上开设有预留孔,所述焊接塞位于所述预留孔中,沿远离所述中架体筒体侧壁的方向,所述预留孔的内径逐渐增大,所述焊接塞的外径逐渐增大,且所述焊接塞与所述中架体筒体焊接连接,所述焊接塞与所述预留孔的间隙之间焊接,所述焊接盖位于所述预留孔的开口位置,所述焊接塞位于所述焊接盖和所述中架体筒体之间,所述焊接塞和所述焊接盖之间焊接。本技术方案用于解决现有磨煤机中架体筒体衬板在焊接位置容易脱落的问题。
技术研发人员:董吉柱,王泽方,刘微
受保护的技术使用者:深能合和电力(河源)有限公司
技术研发日:20230414
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!