一种IGBT接口板自动焊接点胶装置的制作方法
本技术涉及一种焊接点胶装置,更具体的说,尤其涉及一种igbt接口板自动焊接点胶装置。
背景技术:
1、变频器、双向变流器和svg装置中均会用到功率单元(又称功率模块),以实现逆变或整流。功率单元中常用的开关器件为igbt,目前在功率单元的生产过程中需要将igbt安装到相应的固定板上,igbt器件插到接口板上之后,igbt接口板的焊接主要还是依靠现有的3轴焊接设备实现,现有的设备目前只能实现焊接功能,后续的点胶功能还需要人工处理。这就导致需要进行锡焊和点胶两道工序,来回搬运及上下料,生产效率比较低,人工强度较大。
技术实现思路
1、本实用新型为了克服上述技术问题的缺点,提供了一种igbt接口板自动焊接点胶装置。
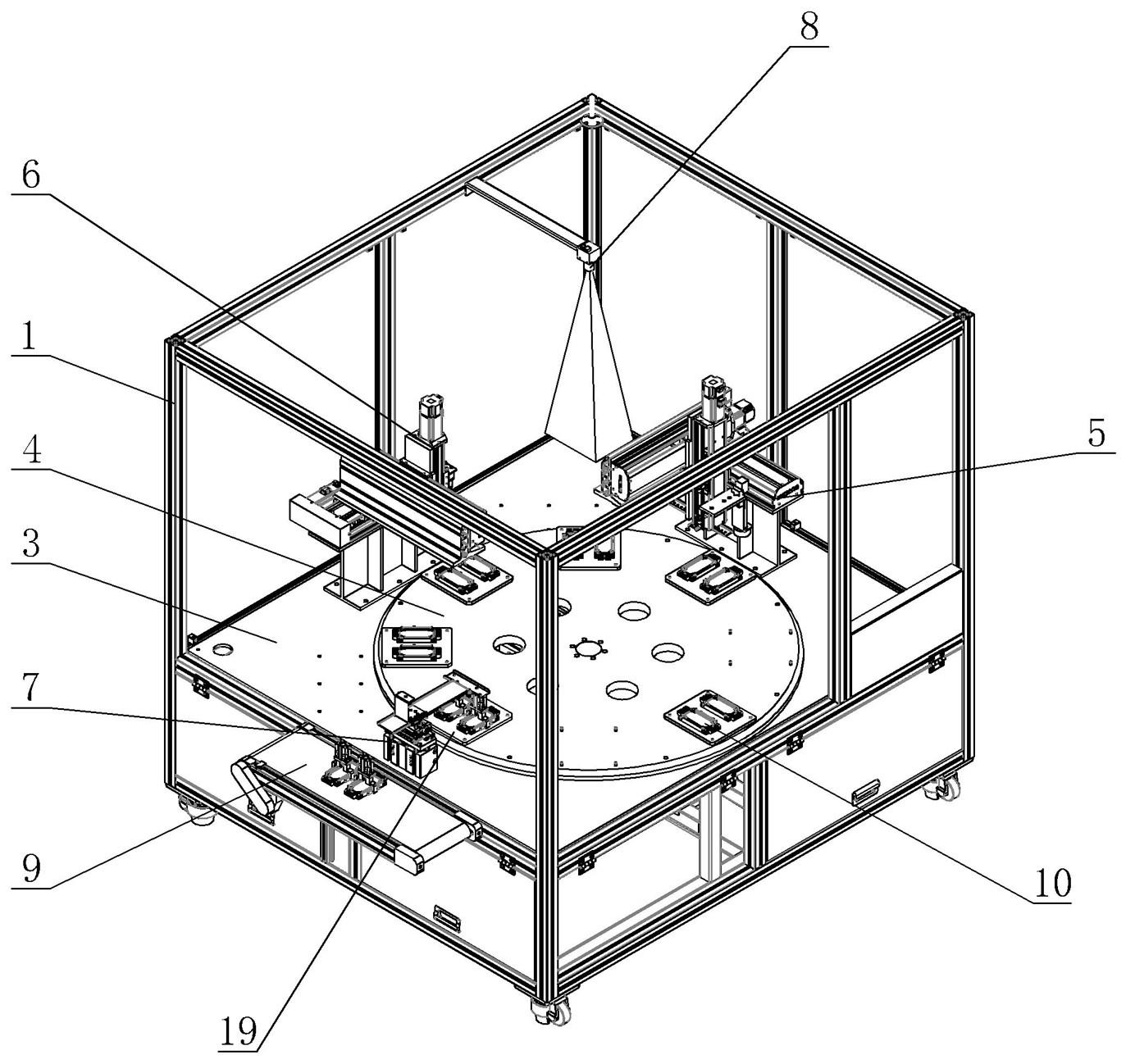
2、本实用新型的igbt接口板自动焊接点胶装置,包括机架、凸轮分割器、工装平台和旋转工作台,旋转工作台为圆形,旋转工作台水平设置在机架内的下部,凸轮分割器位于旋转工作台的下方,凸轮分割器的输出轴与旋转工作台的中心位置相固定,工装平台位于旋转工作台的外围;其特征在于:所述旋转工作台上沿逆时针方向设置有上料工位、锡焊工位、点胶工位和下料工位,工装平台上沿逆时针方向设置有焊接装置和点胶装置,上料工位、锡焊工位、点胶工位和下料工位上均固定有定位治具,定位治具用于固定igbt接口板;焊接装置由三维驱动机械臂及固定于三维驱动机械臂执行端上的焊锡枪头构成,点胶装置由三维驱动机械臂及固定于三维驱动机械臂执行端上的点胶枪头构成。
3、本实用新型的igbt接口板自动焊接点胶装置,所述机架的外侧设置有将焊接和点胶完毕后的igbt接口板运送至下一工序的输送装置,输送装置处的工装平台上固定有下料装置,下料装置用于将下料工位上的igbt接口板搬运至输送装置上。
4、本实用新型的igbt接口板自动焊接点胶装置,所述焊锡工位与点胶工位之间的旋转工作台上设置有视觉工位,视觉工位上设置有定位治具,视觉工位上方的机架上固定有对焊接后的igbt接口板进行焊接质量检测的视觉检测装置。
5、本实用新型的igbt接口板自动焊接点胶装置,所述凸轮分割器为8工位分割器,所述点胶工位与下料工位之间的旋转工作台上设置有下料等待工位,下料工位与上料工位之间的旋转工作台上设置有第一备用工位,上料工位与锡焊工位之间的旋转工作台上设置有第二备用工位;旋转工作台上相邻两工位与旋转工作台中心连线之间的夹角为45°。
6、本实用新型的igbt接口板自动焊接点胶装置,所述旋转工作台上每个工位上均固定有结构相同的定位凸台,定位治具固定于定位凸台上。
7、本实用新型的有益效果是:本实用新型的igbt接口板自动焊接点胶装置,机架中设置有工装平台、旋转工作台和凸轮分割器,旋转工作台上设置有上料工位、锡焊工位、点胶工位和下料工位,且每个工位上均固定有固定igbt接口板的定位治具,旋转工作台外围的工装平台上固定有焊接装置和点胶装置,这样,焊接装置实现igbt接口板上的igbt器件管脚的锡焊,点胶装置实现焊接完毕后管脚的点胶密封,实现了利用一个装置即可完成igbt接口板的焊接、点胶作业,与现有的两道工序相比,降低了工人的劳动强度,提高了工作效率。
8、进一步地,通过在支架的外侧设置输送装置,输送装置处的工装平台上设置下料装置,实现了将焊接、点胶完毕后的igbt接口板自动搬运至输送装置上,实现了前、后工序的自动化衔接。
9、进一步地,通过在锡焊工位与点胶工位之间的旋转工作台上设置视觉工位,并在视觉工位的上方设置视觉检测装置,利用视觉检测装置采集igbt接口板焊接后的图像信息,利用图像识别技术来检测igbt器件的管脚焊接是否合格,确保了igbt接口板经焊接、点胶后为合格产品。
技术特征:
1.一种igbt接口板自动焊接点胶装置,包括机架(1)、凸轮分割器(2)、工装平台(3)和旋转工作台(4),旋转工作台为圆形,旋转工作台水平设置在机架内的下部,凸轮分割器位于旋转工作台的下方,凸轮分割器的输出轴与旋转工作台的中心位置相固定,工装平台位于旋转工作台的外围;其特征在于:所述旋转工作台上沿逆时针方向设置有上料工位(11)、锡焊工位(12)、点胶工位(14)和下料工位(16),工装平台上沿逆时针方向设置有焊接装置(5)和点胶装置(6),上料工位、锡焊工位、点胶工位和下料工位上均固定有定位治具(10),定位治具用于固定igbt接口板;焊接装置由三维驱动机械臂(20)及固定于三维驱动机械臂执行端上的焊锡枪头构成,点胶装置由三维驱动机械臂及固定于三维驱动机械臂执行端上的点胶枪头构成。
2.根据权利要求1所述的igbt接口板自动焊接点胶装置,其特征在于:所述机架(1)的外侧设置有将焊接和点胶完毕后的igbt接口板运送至下一工序的输送装置(9),输送装置处的工装平台(3)上固定有下料装置(7),下料装置用于将下料工位(16)上的igbt接口板搬运至输送装置上。
3.根据权利要求1或2所述的igbt接口板自动焊接点胶装置,其特征在于:所述锡焊工位(12)与点胶工位(14)之间的旋转工作台(4)上设置有视觉工位(13),视觉工位上设置有定位治具(10),视觉工位上方的机架(1)上固定有对焊接后的igbt接口板进行焊接质量检测的视觉检测装置(8)。
4.根据权利要求3所述的igbt接口板自动焊接点胶装置,其特征在于:所述凸轮分割器(2)为8工位分割器,所述点胶工位(14)与下料工位(16)之间的旋转工作台(4)上设置有下料等待工位(15),下料工位与上料工位(11)之间的旋转工作台上设置有第一备用工位(17),上料工位与锡焊工位(12)之间的旋转工作台上设置有第二备用工位(18);旋转工作台上相邻两工位与旋转工作台中心连线之间的夹角为45°。
5.根据权利要求4所述的igbt接口板自动焊接点胶装置,其特征在于:所述旋转工作台(4)上每个工位上均固定有结构相同的定位凸台(19),定位治具(10)固定于定位凸台上。
技术总结
本技术的IGBT接口板自动焊接点胶装置,包括机架、凸轮分割器、工装平台和旋转工作台,凸轮分割器的输出轴与旋转工作台的中心位置相固定,工装平台位于旋转工作台的外围;旋转工作台上设置有上料、锡焊、点胶和下料工位,工装平台上设置有焊接装置和点胶装置,每个工位上均固定有定位治具,定位治具用于固定IGBT接口板;焊接、点胶装置由三维驱动机械臂及固定于三维驱动机械臂执行端上的焊锡枪头、点胶枪头构成。本技术的IGBT接口板自动焊接点胶装置,实现了利用一个装置即可完成IGBT接口板的焊接、点胶作业,与现有的两道工序相比,降低了工人的劳动强度,提高了工作效率。
技术研发人员:李照森,徐保帅,林凡堂,冯广祥,孟军,徐长海
受保护的技术使用者:新风光电子科技股份有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!