一种LED光源生产用大批量同步点胶设备及使用方法与流程
本发明涉及点胶设备,尤其涉及一种led光源生产用大批量同步点胶设备及使用方法。
背景技术:
1、led光源为发光二极管光源。此种光源具有体积小、寿命长、效率高等优点,可连续使用长达10万个小时,未来led光源应用在照明领域亦成为主流。目前采用led光源制作的灯在制作过程中,其灯壳需要在灯壳的内部打胶处理,因此由公告号为cn208146332u的实用新型公开了一种led灯生产用点胶设备,包括底座、支撑柱和横梁,所述支撑柱位于底座上端,且固定连接,所述支撑柱上端固定连接有横梁,所述支撑柱一侧固定连接有固定装置,所述固定装置包括电推杆、固定板和橡胶垫,所述固定板位于电推杆一端,且固定连接,所述固定板一侧固定连接有橡胶垫,所述电推杆另一端与支撑柱固定连接,所述横梁外侧滑动连接有夹持板,所述夹持板上端可拆卸连接有储胶罐,所述夹持板下端固定连接有气缸,所述气缸下端固定连接有管道,所述储胶罐通过软管与管道连通。该led灯生产用点胶设备通过设置有固定装置,固定装置可以很好的对led灯进行固定夹持,避免在点胶时,led灯出现移动,提高了点胶质量。
2、现有技术中在对led灯进行点胶的过程中仍存在一些不足:
3、1、上述技术方案只能对单一的灯壳进行进行点胶处理,所以在工厂生产过程中,其点胶的生产效率较低,不能适应工厂生产的需求;
4、2、在点胶结束后,没有针对胶液的干燥装置,在点胶完成后,还需自然晾干,所以会导致生产效率低下的问题。
5、针对上述问题,本发明文件提出了一种led光源生产用大批量同步点胶设备及使用方法。
技术实现思路
1、本发明提供了一种led光源生产用大批量同步点胶设备及使用方法,解决了现有技术中在对led灯壳进行点胶时,效率较为低下,不能适应到工厂的生产需求的缺点。
2、本发明提供了如下技术方案:
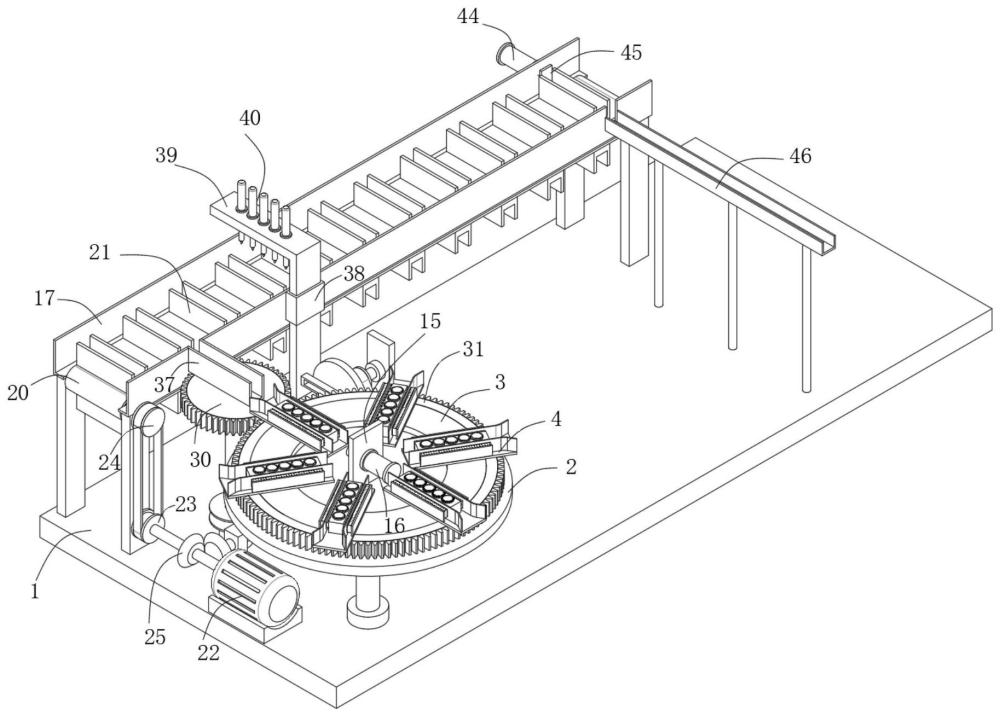
3、一种led光源生产用大批量同步点胶设备,包括底座,底座的顶部固定安装有支撑盘,支撑盘的顶部转动连接有滑环,该点胶设备还包括:
4、多个进料机构,多个进料机构等间距安装在滑环的顶部,进料机构上夹设有放料机构,放料机构上等间距放置有多个灯壳;
5、输送机构,输送机构安装在底座的顶部,输送机构用于对放料机构进行输送;
6、点胶机构,点胶机构安装在输送机构上,点胶机构用于对灯壳进行点胶处理;
7、动力机构,动力机构安装在底座的顶部,动力机构分别与输送机构、滑环和点胶机构相连接。
8、在一种可能的设计中,所述进料机构包括固定安装在滑环顶部的承载板,承载板的顶部对称固定安装有两个斜面导板,斜面导板上开设有滑孔,滑孔内贯穿滑动连接有移动架,移动架内等间距转动连接有多个夹轮,多个夹轮均与放料机构相夹装,移动架的一侧固定安装有弹性垫,弹性垫的一侧固定安装有支撑板,支撑板与承载板的顶部固定连接。
9、在一种可能的设计中,所述放料机构包括设置在两个斜面导板之间的放置盒,放置盒的顶部内壁上等间距开设有多个放置孔,放置盒的底部内壁上等间距固定安装有多个支撑罩,灯壳的底部贯穿放置孔并延伸至支撑罩内,支撑罩用于对灯壳进行定位承托,支撑罩内安装有盘型电热杆,放置盒内设置有电池,盘型电热杆与电池电性连接,灯壳上套设有位于放置盒上方的橡胶圈,橡胶圈与放置盒的顶部固定连接。
10、在一种可能的设计中,所述支撑盘的顶部中心位置上固定安装有固定板,固定板的一侧固定安装有第一推动气缸,第一推动气缸的活塞杆贯穿固定板并固定安装有推盘。
11、在一种可能的设计中,所述输送机构包括固定安装在底座顶部的支撑架,支撑架上分别转动连接有主动轮和从动轮,主动轮和从动轮上传动连接有同一个输送带,输送带上等间距固定安装有多个u型架,u型架用于对放置盒进行支撑限位,支撑架的一侧开设有进料口,支撑架的一侧固定安装有与进料口相对应的进料滑道,进料滑道在与放置盒相对应时,能够将放置盒由进料滑道输送至对应的u型架上,主动轮与动力机构相连接,支撑架的一侧开设有位于进料口一侧的出料口,支撑架的一侧固定安装有与出料口相对应的出料滑道,出料滑道的底部等间距固定安装有多个安装杆,安装杆的底端与底座的顶部固定连接。
12、在一种可能的设计中,所述支撑架的另一侧固定安装有第二推动气缸,第二推动气缸的活塞杆延伸至支撑架内并固定安装有推板,推板用于将位于u型架内的放置盒推送至出料滑道上。
13、在一种可能的设计中,所述点胶机构包括固定安装在支撑架一侧的限位环,限位环内贯穿滑动连接有l型板,l型板的顶部延伸至支撑架的上方,l型板的顶部等间距固定安装有多个螺杆式点胶机,螺杆式点胶机的出料端延伸至l型板的下方,多个螺杆式点胶机的进料端固定安装有同一个供料管,l型板与动力机构相连接。
14、在一种可能的设计中,所述动力机构包括固定安装在底座顶部的驱动电机,驱动电机的输出轴和主动轮的一端均固定安装有第一传动轮,且两个第一传动轮上传动连接有同一个第一传动带,驱动电机的输出轴上固定套设有主动伞齿轮,底座的顶部转动连接有传动轴,传动轴的一端固定安装有从动伞齿轮,主动伞齿轮与从动伞齿轮相啮合,底座的顶部转动连接有转轴,转轴的顶端固定安装有驱动齿轮,滑环上固定套设有齿环,驱动齿轮与齿环相啮合,转轴上固定套设有蜗轮,传动轴上固定套设有蜗杆,蜗杆与蜗轮相啮合,传动轴上连接有传动组件,传动组件分别与底座的顶部和l型板的一侧相连接。
15、在一种可能的设计中,所述传动组件包括固定安装在底座顶部的安装板,安装板的一侧顶部转动连接有连接轴,连接轴的一端固定安装有传动盘,传动盘的一侧偏心的位置上固定安装有挡轴,l型板的一侧固定安装有矩形环,挡轴的一端延伸至矩形环内,挡轴与矩形环传动配合,连接轴上和传动轴上均固定套设有第二传动轮,两个第二传动轮上传动套设有同一个第二传动带。
16、所述的led光源生产用大批量同步点胶设备的使用方法,包括以下步骤:
17、s1、将需要点胶的灯壳放置在放置盒内,并且使得灯壳与支撑罩进行支撑定位;
18、s2、将放置盒由两个斜面导板斜面的一侧插入,此时放置盒可与两侧的多个夹轮进行夹装,并且在将放置盒插入后,能够推动两个移动架相互远离,使得两个弹性垫受压,此时弹性垫具有的弹力势能能够反作用在放置盒上,以此能够对放置盒进行稳定夹持;
19、s3、启动驱动电机带动主动伞齿轮进行周期性转动,以此能够对多个放置盒进行位置调节,将放置盒移动至对进料滑道相对应的位置;
20、s4、启动第一推动气缸带动推盘进行移动,此时能够将放置盒由两个斜面导板之间推出,之后可使得放置盒沿着进料滑道移动至对应的u型架上;
21、s5、在驱动电机进行工作时,可带动第一传动轮进行转动,此时通过第一传动带的传动配合能够带动主动轮进行转动,即可带动输送带进行运动,对放置在u型架上的放置盒进行移动,可将放置盒向多个螺杆式点胶机下方移动;
22、s6、在放置盒向螺杆式点胶机下方移动时,l型板是向下移动的,直至放置盒移动至螺杆式点胶机的正下方时,此时螺杆式点胶机的出胶端会插入对应的灯壳内,对灯壳内进行点胶处理;
23、s7、在对灯壳点胶后,此时设置在支撑罩内的盘型电热杆可在其保持通电时,能够发出热量,以实现对灯壳进行加热,所以通过热量传递能够使得胶液快速干化;
24、s8、将放置盒移动至与出料滑道相对应的位置上后,此时可启动第二推动气缸带动推板移动至对应的u型架内,以此能够将放置盒推送至出料滑道上。
25、本发明中,首先可将需要点胶的灯壳放置在放置盒内,并且使得灯壳与支撑罩进行支撑定位,之后将供料管与外接胶液输送管道进行连接,利用供料管可同时向多个螺杆式点胶机内输送胶液,之后将放置盒由两个斜面导板斜面的一侧插入,此时放置盒可与两侧的多个夹轮进行夹装,并且在将放置盒插入后,能够推动两个移动架相互远离,使得两个弹性垫受压,此时弹性垫具有的弹力势能能够反作用在放置盒上,以此能够对放置盒进行稳定夹持,接着可启动驱动电机(驱动电机为步进电机)带动主动伞齿轮进行周期性转动,可在与从动伞齿轮的啮合传动作用下,能够带动传动轴进行转动,此时在蜗杆和蜗轮的啮合传动作用下,能够带动转轴进行转动,之后可在驱动齿轮和齿环的啮合传动作用下,能够带动滑环进行转动,以此能够对多个放置盒进行位置调节,在将放置盒移动至对进料滑道相对应的位置上时,此时可启动第一推动气缸带动推盘进行移动,此时能够将放置盒由两个斜面导板之间推出,之后可使得放置盒沿着进料滑道移动至对应的u型架上,并且在驱动电机进行工作时,可带动第一传动轮进行转动,此时通过第一传动带的传动配合能够带动主动轮进行转动,即可带动输送带进行运动,对放置在u型架上的放置盒进行移动,可将放置盒向多个螺杆式点胶机下方移动,并且在传动轴进行转动时,可在两个第二传动轮和第二传动带的传动配合下,能够带动连接轴进行转动,以此能够带动传动盘进行转动,在传动盘进行转动时,能够带动挡轴进行环形运动,此时可在与矩形环的传动配合下,能够带动l型板进行纵向往复运动,所以在放置盒向螺杆式点胶机下方移动时,l型板是向下移动的,直至放置盒移动至螺杆式点胶机的正下方时,此时螺杆式点胶机的出胶端会插入对应的灯壳内,对灯壳内进行点胶处理,并且在点胶处理后,放置盒向出料滑道的一侧进行移动时,多个螺杆式点胶机会向上移动,以此可避免影响到灯壳正常移动,在对灯壳点胶后,此时设置在支撑罩内的盘型电热杆可在其保持通电时,能够发出热量,以实现对灯壳进行加热,所以通过热量传递能够使得胶液快速干化,在将放置盒移动至与出料滑道相对应的位置上后,此时可启动第二推动气缸带动推板移动至对应的u型架内,以此能够将放置盒推送至出料滑道上,即可方便对点胶结束后的灯壳进行出料。
26、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本发明。
27、本发明中,通过设置的进料机构,可在将放料机构有两个斜面导板斜面的一侧插入,此时放料机构可与两侧的多个夹轮进行夹装,并且在将放料机构插入后,能够推动两个移动架相互远离,使得两个弹性垫受压,此时弹性垫具有的弹力势能能够反作用在放料机构上,以此能够对放料机构进行稳定夹持;
28、本发明中,通过设置的放料机构,可在将多个灯壳由对应的放置孔插入支撑罩内,以此可利用支撑罩对灯壳进行定位支撑,并且在支撑罩内设置的盘型电热杆可在通电之后,能够对灯壳进行加热处理,使得在后续的点胶完成后,能够使得胶液快速干化;
29、本发明中,通过设置的输送机构,可在放置盒移动至与进料滑道相对应的位置上后,此时可将放置盒经过进料滑道输送至对应的u型架上,并且在主动轮接受到动力机构的驱动力后,能够进行转动,以此可在从动轮的传动配合作用下,能够带动输送带进行转动,以此可将放置盒内的多个灯壳移动至点胶机构处进行点胶处理;
30、本发明中,通过设置的点胶机构,可在l型板接受到动力机构的动力后,可在将多个灯壳移动至螺杆式点胶机的下方时,能够将多个螺杆式点胶机的出料端分别移动至对应的灯壳内,以此能够对灯壳内进行点胶处理,所以能够同时对多个灯壳点胶,以此可在对灯壳进行点胶时,能够有效的提升工作效率,方便对灯壳进行批量点胶;
31、本发明中,通过设置的动力机构,可在启动驱动电机带动第一传动轮进行转动,此时通过第一传动带的传动配合能够带动主动轮进行转动,即可带动输送带进行运动,对放置在u型架上的放置盒进行移动,并且主动伞齿轮在随着驱动电机的输出轴进行转动时,可在与从动伞齿轮的啮合传动作用下,能够带动传动轴进行转动,此时在蜗杆和蜗轮的啮合传动作用下,能够带动转轴进行转动,之后可在驱动齿轮和齿环的啮合传动作用下,能够带动滑环进行转动,以此能够对多个放置盒进行位置调节,便可将放置盒移动至与进料滑道相对应的位置处,并且在传动轴进行转动时,可在传动组件的传动配合下,能够带动l型板进行纵向移动,以此可对多个螺杆式点胶机进行纵向移动,以便能够对多个灯壳进行点胶处理。
32、本发明在对灯壳进行点胶处理时,能够对成批量的灯壳进行输送以及自动点胶,以此可在对灯壳进行点胶处理时,能够有效的提升工作效率,有利于工厂生产使用,并且在对灯壳点胶后,能够对灯壳进行加热烘干,使得胶液能够快速干化,所以能够缩短点胶处理时长,具有良好的使用性。
- 还没有人留言评论。精彩留言会获得点赞!