一种石膏板表面防水层的制备装置及方法与流程
本发明涉及石膏板制备,具体涉及一种石膏板表面防水层的制备装置及方法。
背景技术:
1、在石膏板的生产过程中,为了提高石膏板的防水效果,往往会在石膏板内部添加防水类添加剂,或在石膏板的护面纸上涂抹防水材料,使其在石膏板的正面形成一层防水膜(如图1所示的一种石膏板),从而实现石膏板防水效果的提高,防止其吸水开裂。
2、为了能够实现防水膜的快速涂抹,可在现有的生产线上添加辊涂机构,将防水液辊涂至石膏板上,实现防水膜的满涂。但在实际的制备过程中,由于下护面纸在成型机上受到石膏浆料的影响,容易在移动的过程中上下倾斜、左右倾斜,导致辊涂机构上的辊涂不容易与护面纸随型。且由于防水膜需要辊涂至下护面纸上,所以需要是从下至上辊涂的,上述简单的辊涂装置,难以与下护面纸自动随型,这就进一步导致下护面纸上容易出现没有催化羟基硅油的空隙,导致辊涂量发生改变,板体上的防水性能不一致,产生废板。
技术实现思路
1、本发明的目的在于提供一种石膏板表面防水层的制备装置及方法,以解决现有技术中随着护面纸的移动,防水膜难以满涂的问题技术问题。
2、为解决上述技术问题,本发明具体提供下述技术方案:
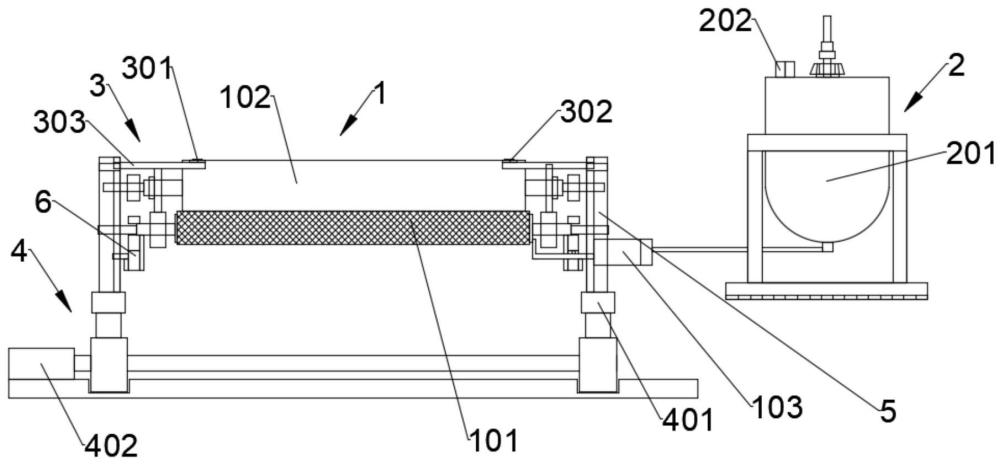
3、本发明提供了一种石膏板表面防水层的制备装置,安装在石膏板成型机上,包括:
4、支架,设置在所述成型机的底部;
5、辊涂机构,设置在所述支架上,所述辊涂机构上设置有用于辊涂的辊涂面以及用于吸料的载液面,在所述辊涂面贴合在下护面纸上时,能够对下护面纸进行辊涂;
6、供料机构,设置在所述成型机侧边,所述供料机构用于将催化羟基硅油输送至所述载液面上;
7、压力感应机构,用于对所述辊涂面与所述下护面纸之间的压力进行感应并输出压力值数据;
8、驱动控制组件,设置在所述支架上,所述驱动控制组件用于驱动所述辊涂机构移动;
9、其中,所述压力感应机构与所述驱动控制组件通讯连接,所述驱动控制组件接收压力值数据后,通过调整所述辊涂面与所述下护面纸之间的距离来调整所述辊涂机构在所述下护面纸上的辊涂距离。
10、作为本发明的一种优选方案,所述压力感应机构设置在所述辊涂机构上,且所述压力感应机构的压感面与所述辊涂面处在同一水平高度;
11、其中,在所述压力感应机构输出的压力值为预设的标准压力时,所述驱动控制组件静止;在所述压力值大于所述标准压力时,所述驱动控制组件驱动所述辊涂机构下降直至所述压力值等于所述标准压力;在所述压力至小于所述标准压力时,所述驱动控制组件驱动所述辊涂机构上升直至所述压力值等于所述标准压力。
12、作为本发明的一种优选方案,所述压力感应机构包括分别设置在辊涂机构左右两侧的第一感压板与第二感压板,所述第一感压板与所述第二感压板均与所述辊涂面处在同一高度;
13、其中,所述辊涂机构的左右两端均设置有一组所述驱动控制组件,所述第一感压板与所述第二感压板分别与两组所述驱动控制组件相对应且分别发生对于的压力值给对应的所述驱动控制组件,在所述第一感压板或所述第二感压板的压力值发生变化时,所述驱动控制组件控制所述辊涂机构左右倾斜,使得所述滚辊面与所述下护面纸随型。
14、作为本发明的一种优选方案,所述第一感压板与所述第二感压板均通过l型角架固定在所述支架上,所述l型角架通过所述支架跟随所述辊涂机构移动;
15、所述l型角架的顶部带动所述第一感压板与所述第二感压板向所述辊涂面延伸。
16、作为本发明的一种优选方案,所述第一感压板包括安装在所述辊涂机构的上游位置的上游板与安装在所述辊涂机构下游的下游板,在初始状态上时,所述上游板与所述下游板均与所述辊涂面处在同一高度;
17、其中,在所述上游板与所述下游板的受压值相同时,输出为所述压力值;在所述上游板与所述下游板的受压值不同时,输出为转动调节信号,所述驱动控制组件接收所述转动调节信号并驱动所述辊涂机构转动,直至所述上游板与所述下游板受压值相同。
18、作为本发明的一种优选方案,所述辊涂机构包括通过转动驱动电机持续驱动的陶瓷网纹辊与满版印刷胶辊,所述陶瓷网纹辊与所述满版印刷胶辊均设置在所述支架上且在转动的过程中接触,所述满版印刷胶辊位于所述陶瓷网纹辊上方;
19、所述载液面设置在所述陶瓷网纹辊上,所述载液面通过泵体与所述供料机构连接;
20、所述满版印刷胶辊在转动过程中与所述载液面均匀接触,所述辊涂面设置在所述满版印刷胶辊的顶端,所述满版印刷胶辊持续地将所述陶瓷网纹辊上的羟基硅油定量转移至所述下护面纸上;
21、所述驱动控制组件设置在所述支架底部。
22、作为本发明的一种优选方案,所述陶瓷网纹辊以及所述满版印刷胶辊与所述支架之间均设置有调节手轮,所述调节手轮能够分别调节所述陶瓷网纹辊以及所述满版印刷胶辊与所述支架之间的距离。
23、作为本发明的一种优选方案,所述驱动控制组件包括控制组件以及安装在所述支架底部的伸缩泵,所述伸缩泵的底部设置有转动驱动齿轮;
24、其中,所述第二感压板、所述上游板、所述下游板、所述伸缩泵以及所述转动驱动齿轮均与所述控制组件通讯连接。
25、作为本发明的一种优选方案,所述供料机构包括搅拌釜,所述搅拌釜安装在所述成型机的侧边,所述搅拌釜内设置有混合腔室,所述搅拌釜通过分量吸取管分别将羟基硅油与固化剂吸入至所述混合腔室中充分混合,以制得所述催化羟基硅油。
26、本发明还提供了一种石膏板表面防水层的制备方法。
27、本发明与现有技术相比较具有如下有益效果:
28、本发明在辊涂机构与下护面纸之间设置有压力感应机构,压力感应机构用于对辊涂面与下护面纸之间的压力进行感应并输出压力值数据,压力值数据被驱动控制组件接收,通过压力值数据来驱动辊涂机构与护面纸之间随型移动,解决由于下护面纸的移动,导致滚辊无法对下护面纸的下表面进行满印的问题;
29、且通过调节压力来控制滚涂量30-50g/m2,并控制辊涂的均匀进行,全程对流水线上的生成材料无影响,不会影响生产效率,且能够提高防水膜的涂抹效率与均匀度,保证石膏板的防水性能更加均一化,减少废板的产生。
技术特征:
1.一种石膏板表面防水层的制备装置,安装在石膏板成型机上,其特征在于,包括:
2.根据权利要求1所述的一种石膏板表面防水层的制备装置,其特征在于,
3.根据权利要求2所述的一种石膏板表面防水层的制备装置,其特征在于,
4.根据权利要求3所述的一种石膏板表面防水层的制备装置,其特征在于,
5.根据权利要求4所述的一种石膏板表面防水层的制备装置,其特征在于,
6.根据权利要求4所述的一种石膏板表面防水层的制备装置,其特征在于,
7.根据权利要求6所述的一种石膏板表面防水层的制备装置,其特征在于,
8.根据权利要求5所述的一种石膏板表面防水层的制备装置,其特征在于,
9.根据权利要求1所述的一种石膏板表面防水层的制备装置,其特征在于,
10.一种如权利要求1-9任一项所述石膏板表面防水层的制备方法,其特征在于,包括如下步骤:
技术总结
本发明公开了一种石膏板表面防水层的制备装置,安装在石膏板成型机上,装置包括支架、辊涂机构、用于对辊涂面与下护面纸之间的压力进行感应并输出压力值数据的压力感应机构、用于驱动辊涂机构移动的驱动控制组件用于驱动辊涂机构移动;其中,压力感应机构与驱动控制组件通讯连接,驱动控制组件接收压力值数据后,通过调整辊涂面与下护面纸之间的距离来调整辊涂机构在下护面纸上的辊涂距离。还包括一种制备方法。发明实现能够在不对现有的石膏板生产线进行改进的前提下,通过压力感应,实现了滚辊与下护面纸之间的移动随型,解决由于下护面纸的移动,导致滚辊无法对下护面纸的下表面进行满印的问题。
技术研发人员:姚尧,赵洪玲,张贺
受保护的技术使用者:北新建材(昆明)有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!