多相机透明物体缺陷检测系统的制作方法
1.本发明涉及缺陷检测领域,具体地,涉及一种多相机透明物体缺陷检测系统,以多相机透明薄膜光学胶缺陷检测系统为例。
背景技术:
2.随着国际、国内透明薄膜市场对薄膜需求的日益增加,透明薄膜行业的竞争日益激烈,越来越多的生产企业开始启动生产速度更快的生产线,以求降低成本、提高生产效率。受益于智能手机、平板电脑、车载显示屏的飞速发展,光学透明胶在触摸屏领域得到极为广泛的使用。在触摸屏中光学透明胶主要是用于ito玻璃或ito膜与面板的粘接。目前,进入中国的机器视觉品牌已超过30家,但是国内专业从事在线检测系统的生产厂家却为数不多,真正进行机器视觉集成开发的公司则更少,整个中国机器视觉缺陷检测市场处于上升期,有很广阔的前景。
3.由于产品在生产过程中容易产生缺陷,以透明薄膜光学胶为例,透明薄膜光学胶表面容易出现气泡、异物、划伤、脏污、压痕等缺陷,因此就对缺陷检测提出了较高要求,国内企业目前依旧采用人工查找缺陷,检测效率低,此种方式已不能满足大量产品缺陷检测,而且采用单个相机采集图像对光学胶进行检测,由于拍摄缺陷种类单一,不能满足全面检测缺陷种类的要求,造成缺陷漏检,相机在拍摄过程中由于支撑物的阻隔,比如玻璃对相机的支撑,玻璃本身存在的瑕疵,使采集图像的缺陷不准确,造成缺陷误检,产品接收不流畅对产品造成损伤,合格品和不合格品在分拣时由于机械振动对产品造成损伤,因此多相机缺陷检测系统成为产品缺陷检测不可或缺的一部分。
技术实现要素:
4.针对现有技术中的缺陷检测问题,本发明的目的是提供一种多相机透明物体缺陷检测系统,以多相机透明薄膜光学胶缺陷检测系统为例,选用特殊的线阵相机和面阵相机机构,实现y轴和z轴方向可调节,扩增检测缺陷种类,传输同步带采用镂空设计,避免了支撑物对中间胶体的干扰,接料装置采用衔接模式,经过传输同步带后直接传输到分料转板,接料流畅,无需再次传输,避免了对产品的损伤,收料装置采用分料转板转动角度,产品自由滑落,分拣出合格产品和不合格产品,避免了机械振动对产品的损伤。
5.根据本发明提供的缺陷检测系统,包括硬件部分和软件部分;硬件部分包括产品传送装置,成像装置、运动控制装置和固定装置;软件部分包括图像处理模块以及数据保存模块。
6.所述产品传送装置用于将生产线上的产品运送到多台相机下拍照并将合格品与不合格品分拣出来。
7.所述成像装置用于生成待检测图像。
8.所述图像处理模块用于根据所述待检测图像进行缺陷检测并生成缺陷检测结果。
9.所述运动控制装置用于控制产品传送装置及产品的运动状态并显示缺陷检测结
果。
10.所述数据保存模块用于存储所述缺陷检测结果。
11.所述固定装置用于稳固整体检测系统。
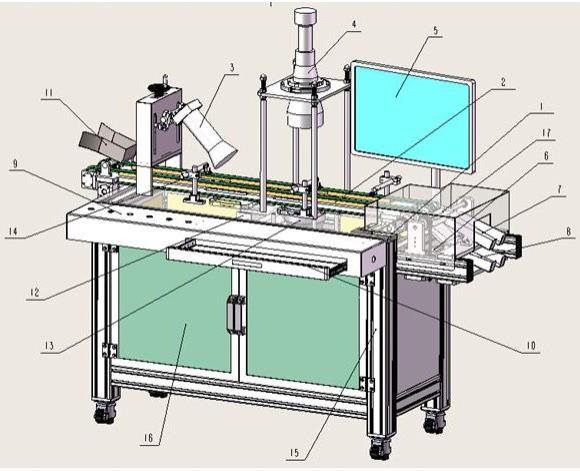
12.优选地,产品传送装置包括1-伺服电机+减速机、11-产品入料装置、2-传输同步带、7-合格产品收料盒、8-不合格产品收料盒、6-伺服电机、17-分料转板;其中,1-伺服电机+减速机驱动2-传输同步带并调节至所需运输速度,产品通过11-产品入料装置进入2-传输同步带,2-传输同步带用于对产品的运输,2-传输同步带采用镂空设计,光源可以从底部透射进来直接照射到中间检测的光学胶片部分,无其他支撑物体造成干扰,比如玻璃本身存在的缺陷会使拍摄到的缺陷增加,因此镂空设计使得拍摄到的产品缺陷更加准确;产品经过2-传输同步带运输到17-分料转板,中间无冗长的传输过程,避免了对检测完成后的产品损伤,通过6-伺服电机驱动17-分料转板转动角度控制合格产品和不合格产品分别自由滑落至7-合格产品收料盒和8-不合格产品收料盒,7-合格产品收料盒和8-不合格产品收料盒无左右晃动的机械振动对产品造成损伤。
13.优选地,所述成像装置包括3-线阵相机+镜头,4-面阵相机+镜头,12-背光线光源,13-背光面光源,14-传感器;其中,3-线阵相机+镜头和4-面阵相机+镜头采集2-传输同步带上的图像,3-线阵相机+镜头和4-面阵相机+镜头在y轴和z轴方向可调节,3-线阵相机+镜头可拍摄气泡、划伤、异物等缺陷,4-面阵相机+镜头可拍摄压痕缺陷。12-背光线光源与3-线阵相机+镜头垂直,采用透射模式,光路直射进入3-线阵相机+镜头;13-背光面光源与4-面阵相机+镜头在同一轴线上,采用透射模式,光路直射进入4-面阵相机+镜头。
14.14-传感器用于将图像信号转化成电信号。
15.优选地,所述运动控制装置包括5-显示器,10-键盘鼠标,9-操作控制盒装置其中,5-显示器用于显示缺陷检测结果,10-键盘鼠标用于操控界面显示,9-操作控制盒装置用于控制产品传送装置及产品的运动状态。
16.优选地,所述图像处理模块用于根据所述待检测图像进行缺陷检测并生成缺陷检测结果。
17.优选地,所述数据库保存模块用于存储所述缺陷检测结果。
18.优选地,所述固定装置包括15-铝型材框架,16-亚克力封门;其中,15-铝型材框架用于固定整体检测系统,16-亚克力封门用于封装线路。
19.与现有技术相比,本发明具有如下的有益效果。
20.1、本发明系统采用多台相机和多种光源,相机和镜头在y轴和z轴可根据实际需要检测的缺陷种类适当调节,使检测的缺陷种类更加全面2、本发明系统的传输同步带采用镂空设计,排除了支撑物,比如玻璃等,对中间胶体部位的干扰,有效避免了其他无关缺陷对所需要检测缺陷造成的错误判断,提高了检测准确率3、本发明系统接料处采用分料转板与传输同步带对接,接料流畅无阻隔,对产品无损伤4、本发明系统的产品收料采用分料转板根据产品检测结果转动角度,对合格产品和不合格产品进行自动分类,提高了分拣效率,产品自由滑落至收料盒中,避免了机械振动对产
品造成损伤。
附图说明
21.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其他特征、目的和优点将会变得更明显:图1为本发明的结构示意图图2为本发明的检测流程图
具体实施方式
下面结合具体实施对本发明进行详细说明。以下实施将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
22.本发明的目的是提供一种多相机缺陷在线检测系统,以解决目前的单个相机缺陷检测种类检测不全面的问题。下面结合附图对本发明做进一步说明。
23.如图1、图2所示,本发明提供的多相机透明物体缺陷检测系统,以多相机光学胶缺陷检测系统为例,包括硬件部分和软件部分;硬件部分包括产品传送装置、成像装置、运动控制装置以及固定装置;软件部分包括图像处理模块、数据保存模块。
24.所述传送装置用于产品的入料,传输,产品的收料;所述成像装置用于生成待检测图像;所述图像处理模块用于根据所述待检测图像进行缺陷检测并生成缺陷检测结果;所述运动控制装置用于控制产品的实时运动状态和显示缺陷检测结果;所述数据保存模块用于存储所述缺陷检测结果;所述固定装置用于稳固整体检测系统。
25.所述传送装置包括1-伺服电机+减速机,11-产品入料装置,2-传输同步带、7-合格产品收料盒,8-不合格产品收料盒,6-伺服电机,17-分料转板;1-伺服电机+减速机驱动2-传输同步带按所需速度运转,产品通过11-产品入料装置进入2-传输同步带,2-传输同步带机构用于对料片的运输,采用镂空设计,光源可以从底部透射进来;通过6-伺服电机驱动17-分料转板转动角度控制合格产品和不合格产品分别落入7-合格产品收料盒和8-不合格产品收料盒。
26.所述成像装置包括3-线阵相机+镜头,4-面阵相机+镜头,12-背光线光源,13-背光面光源,14-传感器;12-背光线光源和13-背光面光源用于提供光照,12-背光线光源和13-背光面光源照射光路方向分别与3-线阵相机+镜头和4-面阵相机+镜头在同一轴线上,可调整3-线阵相机+镜头和4-面阵相机+镜头角度拍摄不同种类的缺陷;3-线阵相机和4-面阵相机用于实时采集图像;3-线阵相机与水平方向呈一定角度,采用透射模式,光路直射进入3-线阵相机,3-线阵相机用于拍摄气泡、划伤、异物等缺陷;4-面阵相机与水平方向垂直,光路直射进入4-面阵相机,4-面阵相机用于拍摄压痕缺陷;14-传感器用于将产品图像信号转化成电信号。
27.所述图像处理模块针对采集到的图像,进行缺陷检测和分析,给出不同产品缺陷的种类、尺寸、位置、数量等缺陷检测结果。
28.所述运动控制装置包括5-显示器,10-键盘鼠标,9-操作控制盒装置;5-显示器用
于实时显示缺陷检测结果;10-键盘鼠标用于操控缺陷检测结果显示界面;9-操作控制盒装置用于调节传输同步带的运动速度。
29.数据保存模块用于对相机参数、采集图像参数、测试员、产品型号、产品编号及缺陷检测结果进行存档,以便后续跟踪。
30.所述固定装置包括15-铝型材框架,16-亚克力封门;15-铝型材框架用于支撑整体装置;16-亚克力封门用于封装线路。
31.本发明提供的缺陷检测系统的工作流程包括如下步骤:步骤1:开机启动;步骤2:设备稳定运行后,调试或检验3-线阵相机+镜头和4-面阵相机+镜头工作正常;步骤3:启动1-伺服电机+减速机,调节2-传输同步带机构运行速度,达到预定速度稳定运行;步骤4:对接模切机,产品通过11-产品入料装置放置到2-传输同步带机构后,运至3-线阵相机+镜头和4-面阵相机+镜头采集图像工位;步骤5:通过图像处理模块检测产品是否合格,同时数据保存模块保存相机参数及缺陷检测结果,若合格,执行步骤6;若不合格,执行步骤7;步骤6:当产品运输到17-分料转板上,通过6-伺服电机控制17-分料转板角度,产品直接滑落到7-合格产品收料盒内;步骤7:当产品运输到17-分料转板上,通过6-伺服电机控制17-分料转板角度,产品直接滑落到8-不合格产品收料盒内;步骤8:产品自动程序结束。
32.以上对发明的具体实施进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权力要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1