一种用于字符缺陷检查的视觉检查仪的制作方法
1.本实用新型涉及字符检查领域,尤其涉及一种字符缺陷检查机。
背景技术:
2.随着机器视觉检测技术的发展,许多领域都开始涉及机器视觉。其中,在丝网印刷检测技术领域,aoi的应用也逐渐展开。aoi(automated optical inspection缩写)的中文全称是自动光学检测,是基于光学原理来对生产中遇到的常见缺陷进行检测的设备。
3.字符缺陷检查机是用于检查手机背板的字符缺陷,由人工将产品放入上料匣,取放料机械手将产品吸放在检查皮带线上;读码器读取产品二维码,记录产品信息;产品移动到视觉检查仪下方后,皮带线停止,视觉检查仪中的相机进行拍照检查产品背面字符是否有缺陷,检查完成后,皮带线启动将产品送至下料线,ng产品由气缸顶升至ng料匣(料满由人工取走),ok产品直接流转至ok料匣,到设定数量后,提醒由人工取料。
技术实现要素:
4.本实用新型的目的在于克服现有技术存在的以上问题,提供一种用于字符缺陷检查的视觉检查仪,本实用新型设计新颖、使用方便,操作简单,不仅能够通过设置的取放料机械手自动取料,而且能够通过设置的ccd相机检查手机背板字符的缺陷,并能够在发现缺陷时,将手机背板进行分类。
5.为实现上述技术目的,达到上述技术效果,本实用新型通过以下技术方案实现:
6.一种用于字符缺陷检查的视觉检查仪,包括机架以及设置在机架上的检查单元、报警灯、鼠标键盘、显示器和主机,所述主机与显示器、鼠标键盘、报警灯和检查单元连接,所述检查单元包括依次设置的上料匣、取放料机械手、读码器、检测皮带线、下料皮带线和ok料匣,所述检测皮带线包括输送皮带线以及设置在输送皮带线上侧的视觉检查仪,所述下料皮带线上设置有ng料匣。采用此技术方案,上料匣用于物料存储以及上料;取放料机械手用于将上料匣上的物料取出放置在输送皮带线上;读码器用于取放料机械手取料时读取物料上的二维码;输送皮带线用于将物料输送至视觉检查仪的下方进行检查,并在检查后将其输送至下料皮带线;下料皮带线中的进料机构用于将有缺陷的物料收集到ng料匣,而没有缺陷的物料收集到ok料匣。
7.作为优选,所述输送皮带线包括皮带轮以及设置在皮带轮上的皮带和设置在皮带轮两侧的输送支架,所述输送支架上设置有驱动电机,所述驱动电机通过主轴上设置的驱动轮与皮带轮上的从动轮连接。采用此技术方案,由驱动电机通过驱动轮带动从动轮,使从动轮连接的皮带轮旋转,皮带轮旋转带动连接的皮带一起移动。
8.作为优选,所述视觉检查仪包括ccd支架以及设置在ccd支架上的ccd相机和设置在ccd相机上的镜头以及设置在镜头底部的光源灯箱;所述光源灯箱包括上、下透明的灯箱以及设置在灯箱四侧的led灯。采用此技术方案,ccd相机通过镜头拍摄物料上的字符缺陷,并将拍摄到的字符缺陷发送给主机,由主机通过显示器进行放大显示;光源灯箱用于给物
料提供光源,以便于ccd相机进行拍摄。
9.作为优选,所述下料皮带线包括进料机构以及设置在进料机构两侧的皮带线支架,所述皮带线支架上设置有同步带轮和电机,所述电机连接同步带轮,所述同步带轮上设置有同步带;所述进料机构包括固定座以及设置在固定座一侧的挡料气缸和底部的顶伸气缸,所述顶伸气缸与固定座上设置的顶伸板连接。采用此技术方案,电机用于通过同步带轮带动两侧的同步带一起移动;挡料气缸用于物料检查ng后挡住物料,使物料停留在顶伸板的上方;顶伸气缸用于将停留在顶伸板上的物料送入到ng料匣。
10.作为优选,所述ng料匣包括位于顶伸板上方的底部固定座以及设置在底部固定座上的导向杆和调节块,所述底部固定座上设置有对应顶伸板的进料口,所述调节块和导向杆设置于进料口的四侧,所述导向杆的顶部设置有传感器,所述调节块位于进料口的一侧设置有可内缩的挡块。采用此技术方案,进料口用于顶伸板进料,导向杆用于物料的导向;传感器用于感应料匣上的物料,以便于物料快满时通过报警灯提醒工作人员及时处理;调节块一侧的挡块在顶伸板进料时,受力内缩;在顶伸板复位时伸出,用于挡在物料的底部防止物料下落。
11.作为优选,所述上料匣包括底座固定板以及设置在底座固定板上的压紧块和侧板,所述侧板设置于压紧块的两侧,所述压紧块与底座固定板上设置的导轨连接。采用此技术方案,以便于自动上料。
12.作为优选,所述取放料机械手包括底座以及设置在底座上的伸出气缸、真空吸盘、旋转机构和步进电机,所述步进电机连接旋转机构,所述旋转机构与伸出气缸连接,所述伸出气缸与真空吸盘连接。采用此技术方案,由步进电机的主轴带动连接的旋转机构,由旋转机构带动伸缩气缸旋转,使伸缩气缸上的真空吸盘一起旋转;其中,旋转机构可以是减速机或减速齿轮组;步进电机通过伺服器与主机连接;真空吸盘采用气动真空吸附的吸盘,以便于抓料放料。
13.本实用新型的有益效果是:设计新颖、使用方便,操作简单,不仅能够通过设置的取放料机械手自动取料放料,而且能够通过设置的ccd相机检查手机背板字符的缺陷,并能够在发现缺陷时,将手机背板进行分类。
14.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明。本实用新型的具体实施方式由以下实施例及其附图详细给出。
附图说明
15.此处所说明的附图用来提供对本实用新型的进一步理解,构成本申请的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
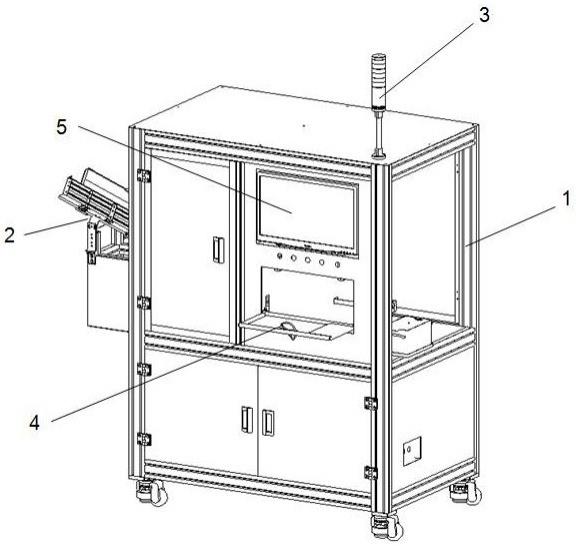
16.图1为本实用新型涉及的结构示意图;
17.图2为本实用新型涉及的检查单元结构示意图;
18.图3为本实用新型涉及的上料匣结构示意图;
19.图4为本实用新型涉及的取放料机械手结构示意图;
20.图5为本实用新型涉及的读码器结构示意图;
21.图6为本实用新型涉及的视觉检查仪结构示意图;
22.图7为本实用新型涉及的ng料匣结构示意图;
23.图8为本实用新型涉及的调节块结构示意图;
24.图9为本实用新型涉及的下料皮带线结构示意图;
25.图10为本实用新型涉及的输送皮带线示意图。
26.图中标号说明:机架1,检查单元2,报警灯3,鼠标键盘4,显示器5,上料匣6,取放料机械手7,读码器8,下料皮带线9,ok料匣10,输送皮带线11,视觉检查仪12,ng料匣13,进料机构14,底座固定板601,压紧块602,侧板603,导轨604,底座701,伸出气缸702,真空吸盘703,旋转机构704,步进电机705,皮带线支架901,同步带轮902,电机903,同步带904,皮带轮111,皮带112, 输送支架113, 驱动电机114, ccd支架121,ccd相机122,镜头123,光源灯箱124, 底部固定座131,导向杆132,调节块133, 进料口134,传感器135,挡块136,固定座141,挡料气缸142,顶伸气缸143,顶伸板144。
具体实施方式
27.下面结合附图对本实用新型作进一步的描述:
28.参照图1至图10所示,一种用于字符缺陷检查的视觉检查仪,包括机架1以及设置在机架1上的检查单元2、报警灯3、鼠标键盘4、显示器5和主机,所述主机与显示器5、鼠标键盘4、报警灯3和检查单元2连接,所述检查单元2包括依次设置的上料匣6、取放料机械手7、读码器8、检测皮带线、下料皮带线9和ok料匣10,所述检测皮带线包括输送皮带线11以及设置在输送皮带线11上侧的视觉检查仪12,所述下料皮带线9上设置有ng料匣13。采用此技术方案,上料匣6用于物料存储以及上料;取放料机械手7用于将上料匣6上的物料取出放置在输送皮带线11上;读码器8用于取放料机械手7取料时读取物料上的二维码;输送皮带线11用于将物料输送至视觉检查仪12的下方进行检查,并在检查后将其输送至下料皮带线9;下料皮带线9中的进料机构14用于将有缺陷的物料收集到ng料匣13,而没有缺陷的物料收集到ok料匣10。
29.作为优选,所述输送皮带线11包括皮带轮111以及设置在皮带轮111上的皮带112和设置在皮带轮111两侧的输送支架113,所述输送支架113上设置有驱动电机114,所述驱动电机114通过主轴上设置的驱动轮与皮带轮111上的从动轮连接。采用此技术方案,由驱动电机114通过驱动轮带动从动轮,使从动轮连接的皮带轮111旋转,皮带轮旋11转带动连接的皮带112一起移动。
30.作为优选,所述视觉检查仪12包括ccd支架121以及设置在ccd支架121上的ccd相机122和设置在ccd相机122上的镜头123以及设置在镜头123底部的光源灯箱124;所述光源灯箱124包括上、下透明的灯箱以及设置在灯箱四侧的led灯。采用此技术方案,ccd相机122通过镜头123拍摄物料上的字符缺陷,并将拍摄到的字符缺陷发送给主机,由主机通过显示器5进行放大显示;光源灯箱124用于给物料提供光源,以便于ccd相机122进行拍摄。
31.作为优选,所述下料皮带线9包括进料机构14以及设置在进料机构14两侧的皮带线支架901,所述皮带线支架901上设置有同步带轮902和电机903,所述电机903连接同步带轮902,所述同步带轮902上设置有同步带904;所述进料机构14包括固定座141以及设置在固定座141一侧的挡料气缸142和底部的顶伸气缸143,所述顶伸气缸143与固定座141上设
置的顶伸板144连接。采用此技术方案,电机903用于通过同步带轮902带动两侧的同步带904一起移动;挡料气缸142用于物料检查ng后挡住物料,使物料停留在顶伸板144的上方;顶伸气缸143用于将停留在顶伸板144上的物料送入到ng料匣13。
32.作为优选,所述ng料匣13包括位于顶伸板144上方的底部固定座131以及设置在底部固定座131上的导向杆132和调节块133,所述底部固定座131上设置有对应顶伸板144的进料口134,所述调节块133和导向杆132设置于进料口134的四侧,所述导向杆132的顶部设置有传感器135,所述调节块133位于进料口134的一侧设置有可内缩的挡块136。采用此技术方案,进料口134用于顶伸板144进料,导向杆132用于物料的导向;传感器135用于感应料匣上的物料,以便于物料快满时通过报警灯提醒工作人员及时处理;调节块133一侧的挡块136在顶伸板144进料时,受力内缩;在顶伸板144复位时伸出,用于挡在物料的底部防止物料下落。
33.作为优选,所述上料匣6包括底座固定板601以及设置在底座固定板601上的压紧块602和侧板603,所述侧板603设置于压紧块602的两侧,所述压紧块602与底座固定板601上设置的导轨604连接。采用此技术方案,以便于自动上料。
34.作为优选,所述取放料机械手7包括底座701以及设置在底座701上的伸出气缸702、真空吸盘703、旋转机构704和步进电机705,所述步进电机705连接旋转机构704,所述旋转机构704与伸出气缸702连接,所述伸出气缸702与真空吸盘703连接。采用此技术方案,由步进电机705的主轴带动连接的旋转机构704,由旋转机构704带动伸缩气缸702旋转,使伸缩气缸702上的真空吸盘703一起旋转;其中,旋转机构704可以是减速机或减速齿轮组;步进电机705通过伺服器与主机连接;真空吸盘703采用气动真空吸附的吸盘,以便于抓料放料。
具体实施例
35.在实际使用时,由人工将产品放入上料匣,然后,由取放料机械手将产品吸放到输送皮带线上;输送皮带线用于将产品输送至视觉检查仪的下方停止,由视觉检查仪中的ccd相机拍摄产品背面字符是否有缺陷,检查完成后,输送皮带线启动将产品继续送至下料皮带线,下料皮带线在输送产品时,其ng产品由下料皮带线中的进料机构顶升至ng料匣,而ok产品直接流转至ok料匣;其中,取放料机械手在吸放产品时,由读码器读取产品二维码,并记录产品信息。
36.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1