液压翻转机构的制作方法
1.本实用新型涉及翻转机构领域,更具体地说,它涉及一种液压翻转机构。
背景技术:
2.为满足现代发展建设需要,矿料,石料等原料应用的领域愈发广泛,需求量增多,所以矿场、石场等破碎生产线也日益增多;在实际生产过程中,移动式破碎站进行粒度控制时并非完全自动化,还需要部分的人工干预操作;其次现有设备中部分部件的连接多采用固定式焊接。
3.上述方案存在缺陷:粒度控制自动化程度不够,其中的人工干预操作影响生产效率,耗费人力资源,增加生产成本;部分部件之间采用固定式焊接,不利于元件的维修与更换,因此需要改进。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种液压翻转机构,该装置具备自动化程度高,人工干预少,粒度筛选快,生产效率高,且部分部件拆装更换方便,维修成本较低的特点。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种液压翻转机构,包括连杆机构、液压系统和自动控制系统;连杆机构包括上支座、下支座、上支撑架、下支撑板,上支座与翻斗可拆卸连接,下支座与进料斗体可拆卸连接,上支座、上支撑架、下支撑板、下支座依次两两转动连接,所述翻斗底部等间距设有若干栅条,翻斗卸料端底部与进料斗体铰接;液压系统包括油缸、油缸下支座、液压软管、液压站,油缸尾部通过油缸下转轴与油缸下支座转动连接,油缸下支座与进料斗体可拆卸连接,油缸活塞杆头部通过油缸上转轴与上支撑转动连接,液压站通过液压软管和油缸连接。自动控制系统包括重力传感器,红外传感器,plc控制器,重力传感器、红外传感器、液压站分别与plc控制器电连接,红外线传感器设置在进料斗体出料口,重力传感器设置在翻斗底部。
6.在其中一个实施例中,所述栅条为直条型。
7.在其中一个实施例中,所述栅条为阶梯型,栅条阶梯型设置,使物料在栅条上滚动或滑动时有台阶落差,加速物料向栅条后部移动,避免物料堆积,加快筛选进程。
8.在其中一个实施例中,所述阶梯型栅条相邻阶级连接处为斜坡结构。
9.在其中一个实施例中,所述翻斗设有螺纹孔,上支座设有与翻斗螺纹孔适配的通孔,螺栓通过上支座通孔与翻斗螺纹孔螺纹连接,将上支座与翻斗装配固定,此设置便于元件拆卸。
10.在其中一个实施例中,所述进料斗体设有螺纹孔,下支座设有与进料斗体螺纹孔适配的通孔,螺栓通过下支座通孔与进料斗体螺纹孔螺纹连接,将下支座与进料斗体装配固定,此设置便于元件拆卸。
11.在其中一个实施例中,所述进料斗体设有螺纹孔,油缸下支座设有与进料斗体螺
纹孔适配的通孔,螺栓通过油缸下支座通孔与进料斗体螺纹孔螺纹连接,将油缸下支座与进料斗体装配固定,此设置便于元件拆卸。
12.在其中一个实施例中,所述上支撑架为中空结构。
13.在其中一个实施例中,下支撑板长椭圆形板。
14.在其中一个实施例中,所述上支撑架与下支撑板形成的夹角范围为20
°ꢀ‑
40
°
。
15.综上所述,本实用新型具有以下有益效果:
16.液压翻转机构自动化程度高,人工干预少,粒度筛选快,生产效率高,其次,本机构应用在部件的连接方式上更多采用可拆卸式连接,方便后续人员的维修与更换,节约维修时间,降低维修成本。
附图说明
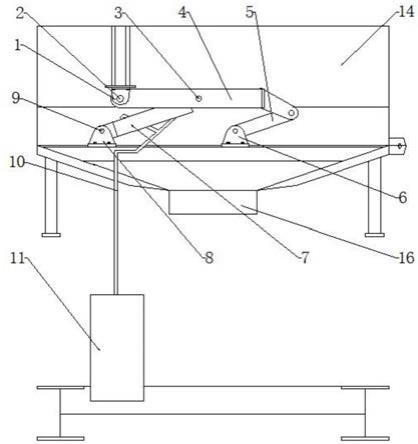
17.图1是本实用新型的结构示意图;
18.图2是本实用新型的结构示意图;
19.图3是本实用新型翻斗分离物料示意图;
20.图4是本实用新型实施例二剖视图;
21.图5是本实用新型实自动控制系统原理图。
22.图中:1、上支座;2、上下支座转轴;3、油缸上转轴;4、上支撑架;5、下支撑板;6、下支座;7、油缸;8、油缸下支座;9、油缸下转轴;10、液压软管;11、液压站;12、栅条;13、板一;14、翻斗;15、粒度不合格的物料;16、进料斗体。
具体实施方式
23.下面结合附图和实施例,对本实用新型进行详细描述。
24.值得注意的是,本文所涉及的“上”“下”等方位词均相对于附图视角而定,仅仅只是为了便于描述,不能够理解为对技术方案的限制。
25.本实用新型涉及一种液压翻转机构,所述液压翻转机构包括连杆机构、液压系统和自动控制系统;连杆机构包括上支座1、下支座6、上支撑架4、下支撑板5,上支座1与翻斗14可拆卸连接,下支座6与进料斗体16可拆卸连接,上支座1、上支撑架4、下支撑板5、下支座6依次两两转动连接,所述两两转动连接具体表现为上支座1与上支撑架4、上支撑架4与下支撑板 5、下支撑板5与下支座6均通过上下支座转轴2转动连接,翻斗14卸料端底部与进料斗体16铰接;液压系统包括油缸7、油缸下支座8、液压软管10、液压站11,油缸7尾部通过油缸下转轴9与油缸下支座8转动连接,油缸下支座8与进料斗体6可拆卸连接,油缸7活塞杆头部通过油缸上转轴3与上支撑架4转动连接,液压站11通过液压软管10和油缸9连接。自动控制系统包括重力传感器、红外传感器、plc控制器,重力传感器、红外传感器、液压站11分别与plc控制器电连接,红外线传感器设置在进料斗体16出料口,重力传感器设置在翻斗14底部。
26.在另一个方案中,所述栅条12为直条型。
27.在另一个方案中,所述栅条12为阶梯型。
28.在另一个方案中,所述阶梯型栅条12相邻阶级连接处为斜坡结构。
29.在另一个方案中,所述翻斗14设有螺纹孔,上支座1设有与翻斗14螺纹孔适配的通
孔,螺栓通过上支座1通孔与翻斗14螺纹孔螺纹连接,将上支座1与翻斗14装配固定。
30.在另一个方案中,所述进料斗体16设有螺纹孔,下支座6设有与进料斗体16螺纹孔适配的通孔,螺栓通过下支座6通孔与进料斗体16螺纹孔螺纹连接,将下支座6与进料斗体16装配固定。
31.在另一个方案中,所述进料斗体16设有螺纹孔,油缸下支座8设有与进料斗体16螺纹孔适配的通孔,螺栓通过油缸下支座8通孔与进料斗体16螺纹孔螺纹连接,将油缸下支座8与进料斗体16装配固定。
32.在另一个方案中,所述上支撑架4为中空结构。
33.在另一个方案中,所述下支撑板5长椭圆形板。
34.在另一个方案中,所述上支撑架4与下支撑板5形成的夹角范围为20
°ꢀ‑
40
°
。
35.实施例一:参见图1、图2、图3、图5,一种液压翻转机构,翻斗14 底部等间距设有若干直条型的栅条12,翻斗14内部两侧斜设有板一13,进料斗体16设在翻斗14下方;连杆机构的上支座1与翻斗14可拆卸连接,下支座6与进料斗体16可拆卸连接,上支座1、下支座6、中空结构的上支撑架4、长椭圆形的下支撑板5通过上下支座转轴2连接,所述中空结构的支撑架4与长椭圆形的下支撑板5形成的夹角范围是20
°‑
40
°
,优选的,本实施例所述夹角为30
°
,翻斗卸料端底部与进料斗体铰接;液压系统的油缸 7尾部通过油缸下转轴9与油缸下支座8连接,油缸下支座8与进料斗体6 可拆卸连接,油缸7活塞杆头部通过油缸上转轴3与中空结构的上支撑架4 连接,液压站11通过液压软管10和油缸9连接;自动控制系统包括重力传感器,红外传感器,plc控制器,重力传感器、红外传感器、液压站11 分别与plc控制器电连接,红外线传感器设置在进料斗体16出料口,重力传感器设置在翻斗14底部,优选的,本实施例所述重力传感器型号为gml670, plc控制器型号simatic s7
‑
300,红外线传感器型号为se2470;所述连杆机构在翻斗14外部两侧各安装一套,所述液压系统除液压站11外也在翻斗14 外部两侧各安装一套,以上所述两套连杆机构和液压系统由同一液压站11 控制。
36.本实施例的实施原理:当物料输送到翻斗14里,物料会通过翻斗14底部栅条12进行筛选,粒度合格的物料会通过栅条12间隙落入进料斗体16 中,从而进入到下一步的物料处理,在物料通过进料斗体16时会触发设置在进料斗体16出料口的红外传感器,当物料落完之后,设置在翻斗14底部的重力传感器会感应翻斗14中重量的变化;如果重量增加,则说明翻斗14内有粒度不合格的物料15,plc控制器对液压站11进行控制,让油缸7活塞杆头外伸,进而推动连杆机构使翻斗14绕着与进料斗体16铰接结构的转轴翻转,倾倒出粒度不合格的物料15,之后plc控制器对液压站11再次进行控制让油缸7活塞杆内缩;如果重量没有变化则有plc控制器不会启动,液压装置、连杆结构和翻斗14不会进行翻转操作。
37.实施例二:参见图1图2、图4、图5,一种压液压翻转机构,翻斗14 底部等间距设有若干台阶型的栅条12,所述阶梯型的栅条12相邻阶级连接处为斜坡结构,翻斗14内部两侧斜设有板一13,进料斗体16设在翻斗14 下方;连杆机构的上支座1与翻斗14可拆卸连接,下支座6与进料斗体16 可拆卸连接,上支座1、下支座6、中空结构的上支撑架4、长椭圆形的下支撑板5通过上下支座转轴2连接,所述中空结构的支撑架4与长椭圆形的下支撑板5形成的夹角范围是20
°‑
40
°
,优选的,本实施例所述夹角为30
°
,翻斗卸料端底部与进料斗体铰接;液压系统的油缸7尾部通过油缸下转轴9 与油缸下支座8连接,油缸下支座8与进料斗体6可拆卸连接,油缸7活塞杆头部通过油缸上转轴3与中空结构的上支撑架4连接,液压站11通过
液压软管10和油缸9连接;自动控制系统包括重力传感器,红外传感器,plc控制器,重力传感器、红外传感器、液压站11分别与plc控制器电连接,红外线传感器设置在进料斗体16出料口,重力传感器设置在翻斗14底部,优选的,本实施例所述重力传感器型号为gml670,plc控制器型号simatic s7
‑
300, 红外线传感器型号为se2470;所述连杆机构在翻斗14外部两侧各安装一套,所述液压系统除液压站11外也在翻斗14外部两侧各安装一套,以上所述两套连杆机构和液压系统由同一液压站11控制。
38.本实施例的实施原理:当物料输送到翻斗14里,物料会通过翻斗14底部台阶型栅条栅条12进行筛选,粒度合格的物料会通过栅条12间隙落入进料斗体6中,从而进入到下一步的物料处理,在物料通过进料斗体6时会触发设置在进料斗体16出料口的红外传感器,当物料落完之后,设置在翻斗 14底部的重力传感器会感应翻斗14中重量的变化;如果重量增加,则说明翻斗14内有粒度不合格的物料15,plc控制器对液压站11进行控制,让油缸7活塞杆头外伸,进而推动连杆机构使翻斗14绕着与进料斗体16铰接结构的转轴翻转,倾倒出粒度不合格的物料15,之后plc控制器对液压站11 再次进行控制让油缸7活塞杆内缩;如果重量没有变化则有plc控制器不会启动操作系统,液压装置、连杆结构和翻斗不会进行翻转操作;本实施例中将栅条设置成阶梯型,使物料在栅条12上滚动或滑动时有台阶落差,加速物料向栅条12后部移动,避免物料堆积,加快筛选进程。
39.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1