盘堆叠、转子单元、离心分离器、提供盘堆叠的方法和提供转子单元的方法与流程
1.本公开内容涉及一种构造成安装在离心分离器(诸如曲柄箱气体分离器)的分离室中的截头圆锥形分离盘的盘堆叠。本公开内容还涉及一种用于离心分离器的转子单元、一种包括转子单元的离心分离器、一种提供构造成安装在离心分离器的分离室中的截头圆锥形分离盘的盘堆叠的方法,以及一种提供用于离心分离器的转子单元的方法。
背景技术:
2.具有不同密度的流体的混合物可通过使用离心分离器来彼此分离。离心分离器包括转子单元,该转子单元以高旋转速度旋转来生成离心力,这些离心力分离具有不同密度的流体。转子单元可包括彼此相邻布置的截头圆锥形分离盘的盘堆叠,在相邻盘之间具有窄分离空间。
3.离心分离器用于各种目的。离心分离器的一种特定的使用是从内燃机的曲柄箱气体中分离液相。内燃机的曲柄箱气体得自从内燃机的燃烧室通过活塞环至发动机曲柄箱的气体泄漏。气体至曲柄箱中的该连续泄漏可导致曲柄箱内压力的不期望的升高且结果导致需要从壳体中排出气体。曲柄箱气体典型地携带一定量的机油(作为滴或细雾)以及其它液态烃、烟灰和其它固态燃烧残余物。这些物质可为对环境有害的物质。因此,对于某些类型的燃机,法规要求以环境友好的方式处理曲柄箱气体。
4.在一些内燃机中,曲柄箱气体引导至燃机的入口。以该方式,曲柄箱气体将不会直接地向外排出至周围空气。然而,内燃机的功能性可受在入口空气中存在油的不利影响,特别是对于包括涡轮增压系统的发动机,其中,涡轮增压系统的压缩机的效率以及其耐久性可受不利影响。因此,如果曲柄箱气体在气体引入至入口系统中之前清洁以去除由气体所携带的油微粒,则是优点。该清洁过程可由离心分离器进行,该离心分离器安装在曲柄箱上或与曲柄箱相邻,且该离心分离器使清洁的气体引导至入口系统并使分离的油引导回至曲柄箱。例如在文献us 8,657,908中公开此类分离器的示例。
5.离心分离器的转子可例如由液压驱动布置或电驱动布置所驱动。一些液压驱动布置利用冲击力,例如其中液体射流撞击涡轮叶轮(wheel)来产生旋转力。然而,还设想到其它驱动布置,特别为反作用驱动器,其中在相对于转子的旋转轴线偏移的位置处从转子中沿切线方向排出液体射流,从而提供转子的旋转力。可在文献us 2005/0198932 a1中找到此类驱动布置的示例。
6.在许多情况下,离心分离器在其中离心分离器经受相当大量的振动的苛刻环境中操作。此外,转子单元的高旋转速度在离心分离器上产生应变。在极少数情况下,转子单元的盘堆叠的盘可发生移位,其可对离心分离器的功能有害。因此,在生产用于离心分离器的构件时,如果保证构件耐久得足以持续发动机的使用寿命,则是优点。
7.此外,大体上,在现今的消费者市场上,如果产品(诸如离心分离器和相关联的构件)具有适于以成本效益合算的方式制造和组装的条件和/或特性,则是优点。
技术实现要素:
8.本发明的目标是克服(或至少减轻)上文提到的问题和缺点中的至少一些。
9.根据本发明的第一方面,目标通过一种构造成安装在离心分离器(优选为曲柄箱气体分离器)的分离室中的截头圆锥形分离盘的盘堆叠来实现。盘以在相邻盘之间形成窄分离空间的方式堆叠在彼此之上,且其中,盘在盘的径向外部部分处焊接至彼此。
10.由于盘在盘的径向外部部分处焊接至彼此,提供刚性且耐久的盘堆叠。此外,可避免盘堆叠的盘随后移位。此外,由于盘在盘的径向外部部分处焊接至彼此,盘堆叠提供成具有适于以快速且成本效益合算的方式制造和组装的条件和特性。这是因为使盘焊接至彼此的过程显著地便利(facilitate)盘堆叠的制造和组装。
11.因此,盘堆叠提供成克服(或至少减轻)上文提到的问题和缺点中的至少一些。结果,实现上文提到的目标。
12.可选地,盘由非金属材料(优选为聚合材料)制成。因此,可提供轻质的盘堆叠,且盘堆叠提供成具有用于进一步便利其制造的条件。这是因为可显著地便利使盘焊接至彼此的过程。
13.可选地,盘包括在盘的径向外部部分处的焊接区段,且其中,盘经由焊接区段来焊接至彼此。因此,提供进一步刚性且耐久的盘堆叠。此外,由于盘经由焊接区段来焊接至彼此,盘堆叠提供成具有适于以还更快速且成本效益更合算的方式制造和组装的条件和特性。这是因为显著地便利使盘焊接至彼此的过程。
14.可选地,焊接区段从相应盘的截头圆锥形表面突出。由于焊接区段从相应盘的截头圆锥形表面突出,条件提供用于获得焊接区段的连续且连贯(coherent)的焊接。因此,可提供进一步刚性且耐久的盘堆叠。此外,盘堆叠提供成具有适于以进一步更快速且成本效益更合算的方式制造和组装的条件和特性。这是因为可显著地便利使盘焊接至彼此的过程。
15.可选地,焊接区段以在相邻盘之间形成窄分离空间的至少部分的方式分离盘。因此,提供一种盘堆叠,其中焊接区段便利焊接过程且用作间隔物,该间隔物用于以在相邻盘之间形成窄分离空间的至少部分的方式分离盘。其结果,盘堆叠提供成具有适于以进一步更快速且成本效益更合算的方式制造和组装的条件和特性。这是因为可在焊接区段焊接之前和/或期间使盘堆叠沿其轴向方向压缩。以该方式,相邻盘之间一致的(uniform)窄分离空间可以以快速、简单且可靠的方式提供,且压缩力可保证刚性且耐久的盘堆叠。此外,避免(circumvent)对使盘堆叠在其组装和使用期间沿轴向方向压缩的压缩弹簧的需要。这是因为当焊接时,焊接区段可保证在盘堆叠的盘之间获得压缩力。因此,由于这些特征,可以以成本效益合算的方式提供更轻、更刚性且更耐久的盘堆叠。
16.可选地,焊接区段从盘径向突出。因此,显著地便利使盘焊接至彼此的过程。此外,可在使盘焊接至彼此之前使焊接区段以更简单的方式相对于彼此对准。因此,由于这些特征,盘堆叠提供成具有适于以进一步更快速且成本效益更合算的方式制造和组装的条件和特性。
17.可选地,每个盘包括至少三个焊接区段(优选地周向分布)。因此,可提供刚性且耐久的盘堆叠。
18.可选地,盘沿对准的焊接区段焊接至彼此。因此,显著地便利使盘焊接至彼此的过
程。此外,提供更刚性且耐久的盘堆叠。因此,由于这些特征,盘堆叠提供成具有适于以进一步更快速且成本效益更合算的方式制造和组装的条件和特性。
19.根据本发明的第二方面,目标通过一种用于离心分离器(优选为曲柄箱气体分离器)的转子单元来实现,其中,转子单元包括根据本公开内容的一些实施例的盘堆叠以及在盘堆叠的第一轴向端处的第一端盘和在盘堆叠的第二轴向端处的第二端盘。
20.由于盘堆叠的盘在盘的径向外部部分处焊接至彼此,提供刚性且耐久的转子单元。此外,可避免盘堆叠的盘随后移位。此外,由于盘堆叠的盘在盘的径向外部部分处焊接至彼此,转子单元提供成具有适于以快速且成本效益合算的方式制造和组装的条件和特性。这是因为使盘堆叠的盘焊接至彼此的过程显著地便利盘堆叠的制造和组装。
21.因此,转子单元提供成克服(或至少减轻)上文提到的问题和缺点中的至少一些。结果,实现上文提到的目标。
22.可选地,第一端盘和第二端盘中的每个在端盘的径向外部部分和与端盘相邻的盘堆叠的盘的径向外部部分处焊接至盘堆叠。因此,转子单元提供成具有适于以进一步更快速且成本效益更合算的方式制造和组装的条件和特性。这是因为第一端盘和第二端盘利用与盘堆叠的盘相同的制造方法来附接至盘堆叠。作为这些特征的另外的结果,第一端盘和第二端盘以及盘堆叠的盘可使用一个焊接步骤来附接至彼此,其进一步便利转子单元的组装和制造。
23.可选地,转子单元包括用于使驱动轴连接至第一端盘和第二端盘中的至少一个端盘的驱动轴接口,或者转子单元包括连接至第一端盘和第二端盘中的至少一个端盘或与第一端盘和第二端盘中的至少一个端盘结合的驱动轴。因此,可以以简单、有效且可靠的方式引起转子单元在离心分离器的分离室中进行旋转。
24.可选地,盘的至少一部分(proportion)仅经由在盘的径向外部部分处的焊接来抗扭地锁定(rotationally lock)至驱动轴。因此,可提供轻质的转子单元。此外,转子单元提供成具有用于改进的流体流动特性的条件。这是因为条件提供用于在盘堆叠的盘径向内部的更多的空间,且避免对用于使盘抗扭地锁定至驱动轴的单独保持结构的需要。
25.可选地,转子单元构造成在离心分离器(优选为曲柄箱气体分离器)的分离室中操作期间围绕旋转轴线旋转,其中,转子单元包括在盘堆叠的盘径向内部的中空空间,且其中,中空空间延伸穿过旋转轴线。因此,可提供轻质的转子单元。此外,转子单元提供成具有用于改进的流体流动特性的条件。这是因为中空空间提供用于在盘堆叠的盘径向内部具有可用的大空间的条件。
26.根据本发明的第三方面,目标通过一种用于气体分离的离心分离器(优选为曲柄箱气体分离器)来实现,其中,离心分离器包括根据本公开内容的一些实施例的转子单元。
27.由于离心分离器包括根据一些实施例的转子单元,离心分离器提供成具有适于以快速且成本效益合算的方式制造和组装的条件和特性。此外,离心分离器提供成具有坚固(robust)且耐久的转子单元。
28.因此,离心分离器提供成克服(或至少减轻)上文提到的问题和缺点中的至少一些。结果,实现上文提到的目标。
29.根据本发明的第四方面,目标通过一种提供构造成安装在离心分离器(优选为曲柄箱气体分离器)的分离室中的截头圆锥形分离盘的盘堆叠的方法来实现,其中,方法包
括:
‑ꢀ
使盘以在相邻盘之间形成窄分离空间的方式堆叠在彼此之上,以及
‑ꢀ
使盘在盘的径向外部部分处焊接至彼此。
30.由于方法包括使盘在盘的径向外部部分处焊接至彼此的步骤,快速且成本效益合算的方法提供用于制造刚性且耐久的盘堆叠。
31.因此,方法提供成克服(或至少减轻)上文提到的问题和缺点中的至少一些。结果,实现上文提到的目标。
32.可选地,每个盘包括至少一个焊接区段,且其中,使盘焊接至彼此的步骤包括以下步骤:
‑ꢀ
通过使相邻盘的焊接区段焊接至彼此来使盘焊接至彼此。
33.因此,更快速且成本效益更合算的方法提供用于制造盘堆叠。此外,在使用该方法时可提供更刚性且耐久的盘堆叠。
34.可选地,方法包括以下步骤:
‑ꢀ
在使盘焊接至彼此的步骤之前,对准盘的焊接区段。
35.因此,更快速且成本效益更合算的方法提供用于制造盘堆叠。这是因为显著地便利使盘焊接至彼此的随后步骤。此外,在使用该方法时可提供更刚性且耐久的盘堆叠。
36.可选地,对准盘的焊接区段的步骤包括以下步骤:
‑ꢀ
在使盘焊接至彼此的步骤之前,使盘的焊接区段对准至允许焊接区段连续焊接的位置。
37.因此,更快速且成本效益更合算的方法提供用于制造盘堆叠。这是因为显著地便利使盘焊接至彼此的随后步骤。此外,在使用该方法时可提供还更刚性且耐久的盘堆叠。
38.可选地,盘包括在相邻盘之间形成窄分离空间的间隔物,且其中,方法包括以下步骤:
‑ꢀ
在使盘焊接至彼此的步骤之前和/或期间,使盘堆叠沿其轴向方向压缩。
39.因此,在使用该方法时提供更刚性且耐久的盘堆叠。这是因为盘堆叠沿其轴向方向的压缩保证在相邻盘之间一致的窄分离空间,其在使用该方法时可以以快速、简单且可靠的方式提供。此外,压缩力可以以快速的方式保证刚性且耐久的盘堆叠。此外,避免对使盘堆叠沿其轴向方向压缩的压缩弹簧的需要。这是因为盘的焊接部分可保证在盘堆叠的盘之间获得压缩力。因此,由于这些特征,在使用该方法时可以以成本效益合算的方式提供更轻、更刚性且耐久的盘堆叠。
40.根据本发明的第五方面,目标通过一种提供用于离心分离器(优选为曲柄箱气体分离器)的转子单元的方法来实现,其中,转子单元包括截头圆锥形分离盘以及第一和第二端盘,其中,方法包括:
‑ꢀ
使分离盘堆叠在彼此之上于第一和第二端盘中的一个端盘上,以形成分离盘的盘堆叠,其具有面向端盘的第一轴向端,以及在相邻盘之间的窄分离空间,
‑ꢀ
使第一和第二端盘中的另一个端盘放置在盘堆叠的第二轴向端处,以及
‑ꢀ
使盘在盘的径向外部部分处焊接至彼此。
41.由于方法包括使盘在盘的径向外部部分处焊接至彼此的步骤,快速且成本效益合算的方法提供用于制造用于离心分离器的刚性且耐久的转子单元。
42.因此,方法提供成克服(或至少减轻)上文提到的问题和缺点中的至少一些。结果,实现上文提到的目标。
43.可选地,盘包括在相邻盘之间形成窄分离空间的间隔物,且其中,方法包括以下步骤:
‑ꢀ
在使盘焊接至彼此的步骤之前和/或期间,使转子单元沿其轴向方向压缩。
44.因此,在使用该方法时提供更刚性且耐久的转子单元。这是因为转子单元沿其轴向方向的压缩保证在相邻盘之间一致的窄分离空间,其在使用该方法时可以以快速、简单且可靠的方式提供。此外,压缩力可以以快速的方式保证刚性且耐久的转子单元。此外,避免对使盘堆叠沿其轴向方向压缩的压缩弹簧的需要。这是因为盘的焊接部分可保证在转子单元的盘之间获得压缩力。因此,由于这些特征,在使用该方法时可以以成本效益合算的方式提供更轻、更刚性且耐久的转子单元。
45.在研究所附权利要求书和以下详细描述时,本发明的另外的特征和关于本发明的优点将变得清晰明了。
附图说明
46.根据在以下详细描述和附图中论述的示例性实施例,本发明的各种方面(包含它的特定特征和优点)将容易理解,在附图中:图1示出处于组装状态的根据一些实施例的转子单元的透视图,图2示出图1中示出的转子单元的盘堆叠,图3示出处于分解状态的根据图1中示出的实施例的转子单元的透视图,图4示出图1-图3中示出的盘堆叠的分离盘的一部分,图5示出处于部分组装状态的根据图1和图3中示出的实施例的转子单元的透视图,图6示出根据图1、图3和图5中示出的实施例的转子单元的截面,图7示出根据一些另外的实施例的转子单元,图8示意性地示出根据一些实施例的穿过离心分离器的截面,图9示出提供构造成安装在离心分离器的分离室中的截头圆锥形分离盘的盘堆叠的方法,以及图10示出提供用于离心分离器的转子单元的方法。
具体实施方式
47.现在将更完整地描述本发明的方面。相似的标号在各处指代相似的要素。为了简洁和/或清楚,众所周知的功能或构造将不必详细地描述。
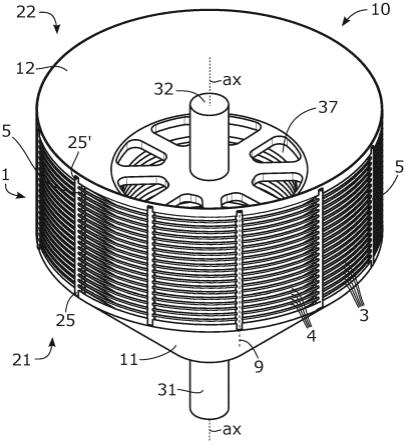
48.图1示出处于组装状态的根据一些实施例的转子单元10的透视图。转子单元10构造成安装在离心分离器的分离室中,诸如在曲柄箱气体分离器的分离室中,如本文中进一步解释的。转子单元10构造成在离心分离器中操作期间围绕旋转轴线ax旋转以便分离具有不同密度的物质。根据所示出的实施例,转子单元10包括用于连接至驱动布置的驱动轴31和用于连接至支承布置(诸如轴承)的支承轴32,如本文中进一步解释的。
49.转子单元10包括截头圆锥形分离盘3的盘堆叠1。出于简洁和清楚的理由,分离盘3
在本文中一些地方被称为“盘3”。如可在图1中看到的,盘3以在相邻盘3之间形成窄分离空间4的方式堆叠在彼此之上。此外,盘堆叠1的盘3在盘3的径向外部部分5处焊接至彼此,其提供若干优点,如本文中进一步解释的。
50.根据所示出的实施例,转子单元10包括在盘堆叠1的第一轴向端21处的第一端盘11以及在盘堆叠1的第二轴向端22处的第二端盘12。盘堆叠1的盘3可由聚合材料(即,非金属材料)制成。同样,第一端盘11和第二端盘12也可由聚合材料制成。仅作为示例,盘3、11、12可由纤维增强聚合物(诸如玻璃纤维)制成。此外,盘3、11、12可由具有或不具有纤维增强聚合物(诸如玻璃纤维)的聚酰胺或尼龙(诸如pa66)制成。根据一些实施例,盘堆叠1的盘3以及第一端盘11和第二端盘12由相同的材料制成。以该方式,便利盘3、11、12焊接至彼此,且可提供连续、连贯且牢固的焊接,如本文中进一步解释的。第一端盘11和第二端盘12比盘堆叠1的盘3在结构上更刚性。
51.此外,根据所示出的实施例,第一端盘11和第二端盘12中的每个在端盘11、12的径向外部部分25、25'和盘堆叠1的相邻盘3的径向外部部分5处焊接至盘堆叠1,其提供若干优点,如本文中进一步解释的。
52.图2示出图1中示出的转子单元10的盘堆叠1。如上文提到的,盘堆叠1包括截头圆锥形分离盘3。盘3以在相邻盘3之间形成窄分离空间4的方式堆叠在彼此之上。此外,如可在图2中看到的,盘堆叠1的盘3在盘3的径向外部部分5处焊接至彼此。
53.图3示出处于分解状态的根据图1中示出的实施例的转子单元10的透视图。如可在图3中看到的,盘3包括在盘3的径向外部部分5处的焊接区段6。如本文中进一步解释的,当根据所示出的实施例组装盘堆叠1时,盘3经由焊接区段6来焊接至彼此。
54.根据所示出的实施例,每个盘3包括十二个焊接区段6,其围绕相应盘3的周边定位在距彼此相等距离处。根据另外的实施例,每个盘3可包括至少三个焊接区段6或至少六个焊接区段6,其可围绕相应盘3的周边定位在距彼此相等距离处。
55.盘堆叠1的盘3包括从相应盘3的截头圆锥形表面7突出的间隔物8。从盘3中的一个盘的截头圆锥形表面7突出的间隔物8还在图2中看到和指示。间隔物8在相邻盘3之间形成窄分离空间4,在图1和图2中指示。
56.图4示出图1-图3中示出的盘堆叠1的分离盘3的一部分。如图4中指示的,间隔物8从相应盘3的截头圆锥形表面7沿截头圆锥形表面7的表面法线n的方向突出。沿表面法线n的方向测量的间隔物8的高度h对应于在相邻盘3之间的窄分离空间4的宽度,在图1-图3中指示。沿表面法线n的方向测量的间隔物8的高度h可例如在0.15 mm至1 mm(更优选地0.20 mm至0.60 mm)的范围内。此外,由于从相应盘3的截头圆锥形表面7沿表面法线n的方向突出的间隔物8,相邻盘之间一致的窄分离空间可通过使盘堆叠沿其轴向方向压缩来以快速、简单且有效的方式提供,如本文中进一步解释的。
57.此外,如可在图3和图4中看到的,焊接区段6也从相应盘3的截头圆锥形表面7突出。如图4中指示的,根据所示出的实施例,沿截头圆锥形表面7的表面法线n的方向测量的焊接区段6的高度h对应于沿表面法线n的方向测量的间隔物8的高度h。因此,根据所示出的实施例,沿截头圆锥形表面7的表面法线n的方向测量的焊接区段6的高度h也对应于在相邻盘3之间的窄分离空间4的宽度,在图1-图3中指示。以该方式,焊接区段6以在相邻盘3之间形成窄分离空间4的至少部分的方式分离盘3,在图1-图3中指示。此外,由于这些特征,可以
以快速、简单且有效的方式提供焊接区段6的连续且连贯的焊接。
58.此外,如可在图3和图4中看到的,根据所示出的实施例,焊接区段6从相应盘3径向突出。盘3的径向方向rd在图4中指示。由于焊接区段6从相应盘3径向突出,便利(在使盘3经由焊接区段6来焊接至彼此之前或期间)对准焊接区段6的过程,如本文中进一步解释的。此外,由于焊接区段6从相应盘径向突出,便利使盘3焊接至彼此的过程。应注意的是,还设想到其中焊接区段6不从相应盘3径向突出的实施例。
59.还应注意的是,径向突出的焊接区段6可布置成在焊接之后(即,处于当焊接区段6已焊接至彼此时的组装状态)不径向突出超过盘3的半径。
60.根据实施例,可使用固定装置等等来在使盘3焊接至彼此之前对准焊接区段6。
61.图5示出处于部分组装状态的根据图1和图3中示出的实施例的转子单元10的透视图。在图5中,分离盘3堆叠在彼此之上于第一端盘11上,以形成分离盘3的盘堆叠1,其具有面向第一端盘11的第一轴向端21,以及在相邻盘3、11之间的窄分离空间4。此外,第二端盘12放置在盘堆叠1的第二轴向端22处。
62.在图5中,转子单元10示为处于在盘3、11、12焊接至彼此之前的状态。根据所示出的实施例,第一端盘11和第二端盘12中的每个包括焊接区段6'、6''。出于简洁和清楚的理由,第一端盘11和第二端盘12在本文中一些地方被称为“盘11、12”。如可在图5中看到的,盘3、11、12的焊接区段6、6'、6''对准至允许焊接区段6、6'、6''连续且连贯焊接的位置。在图5中,盘3、11、12的焊接区段6、6'、6''对准至其中焊接区段6、6'、6''沿线9延伸并形成焊接区段6、6'、6''的排35的位置。此外,在图5中,盘3、11、12的焊接区段6、6'、6''对准至其中焊接区段6、6'、6''沿相应直线9延伸的位置,该直线9基本平行于盘堆叠1的旋转轴线ax。以该方式,盘3的焊接区段6、6'、6''可焊接至彼此来以快速、简单且有效的方式提供沿线9的连续且连贯的焊接。
63.根据另外的实施例,盘3、11、12的焊接区段6、6'、6''可对准至其中焊接区段6、6'、6''沿曲线延伸的位置。作为示例,盘3、11、12的焊接区段6、6'、6''可对准至其中焊接区段6、6'、6''形成部分螺旋形图案的焊接区段6、6'、6''的位置。
64.在下文中,将解释转子单元10的组装过程。组装过程可由组装者或由组装机器执行。在组装过程中,分离盘3可堆叠(即,放置)在彼此之上于第一端盘11上,以形成分离盘3的盘堆叠1,其具有面向第一端盘11的第一轴向端21,以及在相邻盘3、11之间的窄分离空间4。此外,第二端盘12可放置在盘堆叠1的第二轴向端22处。
65.在使盘3、11、12焊接至彼此之前,盘3、11、12的焊接区段6、6'、6''可对准至允许焊接区段6、6'、6''连续且连贯焊接的位置。对准焊接区段6、6'、6''的过程可在使盘3、11、12堆叠于彼此上的过程期间或之后执行。在盘3、11、12堆叠和焊接区段6、6'、6''对准之后,转子单元10提供成如图5中示出的那样。
66.在焊接区段6、6'、6''焊接之前和/或期间,转子单元10可沿其轴向方向ad压缩。转子单元10的压缩可通过沿转子单元10的轴向方向ad于第一端盘11和第二端盘12上施加相反的力来获得。根据一些实施例,在通过使相邻盘3、11、12的焊接区段6焊接至彼此来使盘3、11、12焊接至彼此期间,转子单元10沿其轴向方向ad压缩。以该方式,相邻盘3、11、12之间一致的窄分离空间4可以以快速、简单且可靠的方式提供。此外,压缩力可保证刚性且耐久的转子单元10。此外,避免对使转子单元10沿其轴向方向ad压缩的压缩弹簧的需要。这是因
为当焊接时,焊接区段6、6'、6''可保证在转子单元10的盘3、11、12之间获得压缩力。
67.在焊接期间,焊接区段6、6'、6''的至少部分熔化并在冷却时连结在一起,其引起焊接区段6、6'、6''之间的熔合。当焊接时,转子单元10提供成如图1中示出的那样。可使用超声波焊接、加热工具焊接等等来使转子单元10的盘3、11、12焊接至彼此。
68.图6示出根据图1、图3和图5中示出的实施例的转子单元10的截面。图6的截面在包括转子单元10的旋转轴线ax的平面中产生。
69.根据所示出的实施例,转子单元10的驱动轴31连接至第一端盘11。作为备选方案或另外,转子单元10的驱动轴31可连接至第二端盘12。此外,根据一些实施例,驱动轴31可与第一端盘11和第二端盘12中的一者或两者结合。根据所示出的实施例,盘堆叠1的盘3仅经由在盘3的径向外部部分5处的焊接来抗扭地锁定至驱动轴31。以该方式,转子单元10提供成具有用于改进的流体流动特性的条件,如本文中进一步解释的。此外,转子单元10提供成具有用于具有低质量的条件。
70.根据所示出的实施例,转子单元10包括在盘堆叠1的盘3径向内部的中空空间33。中空空间33延伸穿过旋转轴线ax。即,根据所示出的实施例,转子单元的轴31、32(即,驱动轴31和支承轴32)不延伸至在盘堆叠1的盘3径向内部的中空空间33中。因此,在盘堆叠1的盘3径向内部提供无轴的中空空间33。以该方式,在转子单元10的操作期间流过转子单元10的流体(即,从第二端盘12中的入口孔口37流过中空空间33至相邻盘3、11、12之间的窄分离空间4的流体)提供改进的流动特性。第二端盘12中的入口孔口37还在图1中指示。
71.图7示出根据一些另外的实施例的转子单元10。图7中示出的转子单元10包括与图1、图3、图5和图6中示出的转子单元10相同的特征、功能和优点,其中一些例外在下文解释。根据图7中示出的实施例,转子单元10包括用于使驱动轴连接至转子单元10的驱动轴接口34。根据所示出的实施例,驱动轴接口34连接至第二端盘12。因此,根据所示出的实施例,驱动轴接口34构造成使驱动轴连接至第二端盘12。作为备选方案或另外,驱动轴接口34可构造成使驱动轴连接至第一端盘11。
72.图8示意性地示出根据一些实施例的穿过离心分离器50的截面。离心分离器50包括根据图1、图3、图5和图6中示出的实施例的转子单元10。根据所示出的实施例,离心分离器50是曲柄箱气体分离器,其构造成使用转子单元10从内燃机的曲柄箱气体中分离液相以及微粒和/或物质。根据另外的实施例,离心分离器50可为另一类型的转子分离器,其构造成从除了排气以外的其它类型的流体中分离液相、微粒和/或物质。离心分离器50包括形成分离室48的壳体44。壳体44是静止的壳体44,其意味着它布置成在操作期间相对于内燃机是静止的。离心分离器50包括用于气体流入至分离室48中的入口56。此外,离心分离器50包括保持和支承支承轴32的轴承51,以及驱动布置52、54,其构造成通过向驱动轴31施加转矩来使转子单元10围绕旋转轴线ax旋转。
73.图8中示出的离心分离器50包括具有液压喷嘴52和涡轮叶轮54的液压驱动布置52、54。液压喷嘴52可连接至内燃机的机油回路。根据此类实施例,在内燃机操作期间,油可通过液压喷嘴52泵送于涡轮叶轮54上,该涡轮叶轮54连接至驱动轴31,从而使驱动轴31和转子单元10旋转。作为备选方案,离心分离器50可包括另一类型的液压驱动布置,诸如反作用驱动器,其中在相对于转子的旋转轴线偏移的位置处从转子中沿切线方向排出液体射流,从而提供转子的旋转力。作为另外的备选方案,离心分离器50可包括电驱动布置,诸如,
布置成使驱动轴31和转子单元10旋转的电动马达。作为还另外的备选方案,离心分离器50可包括连接至驱动轴31的涡轮叶轮,其中涡轮叶轮布置成由来自内燃机的排气所驱动以使驱动轴31和转子单元10旋转。此外,作为还另外的备选方案,离心分离器50可包括机械驱动布置,其构造成使驱动轴31和转子单元10旋转,即,通过经由传动带连接至发生器(generator)驱动轴,等等。
74.图8中示出的离心分离器50包括围绕支承轴32的用于曲柄箱气体的入口56。然而,离心分离器50可包括在壳体44的上部区域中的用于曲柄箱气体的单独入口。从入口56,曲柄箱气体输送至转子单元10中。为了清楚和简洁,图8中未示出分离盘。在转子单元10旋转期间,来自曲柄箱气体的油微粒以及其它微粒和/或物质从气体中分离。分离的油微粒以及其它微粒和/或物质引导至离心分离器50的油出口58,它们与来自液压喷嘴52的用来驱动叶轮54的油一起引导回至内燃机的机油回路。离心分离器50还包括清洁曲柄箱气体出口60,其中使清洁的曲柄箱气体引导至内燃机的入口或向外引导至周围空气中。
75.应注意的是,入口和出口以及圆锥形盘的定向可变化而不脱离本发明的范围。待清洁的气体引导至盘堆叠和转子的中心中,在盘堆叠内径向向外行进,并在盘堆叠的外围处作为分离的气体和微粒离开盘堆叠。这可从上方或下方通过气体入口来实现,其中用于清洁气体的出口定位在盘堆叠上方或下方,其中盘的内表面面向上或面向下。
76.图9示出提供构造成安装在离心分离器的分离室中的截头圆锥形分离盘的盘堆叠的方法100。方法可包含提供根据图1-图3和图5-图7中示出的实施例的盘堆叠1,其构造成安装在根据图8中示出的实施例的离心分离器50的分离室48中。此外,参照图4来解释一些特征。因此,在下文,同时参照图1-图9。图9中示出的方法100是提供构造成安装在离心分离器50的分离室48中的截头圆锥形分离盘3的盘堆叠1的方法100。方法100包括:
‑ꢀ
使盘3以在相邻盘3之间形成窄分离空间4的方式堆叠110在彼此之上,以及
‑ꢀ
使盘3在盘3的径向外部部分5处焊接120至彼此。
77.根据一些实施例,每个盘3包括至少一个焊接区段6,且其中,使盘3焊接120至彼此的步骤包括以下步骤:
‑ꢀ
通过使相邻盘3的焊接区段6焊接至彼此来使盘3焊接122至彼此。
78.如图9中示出的,方法100可包括以下步骤:
‑ꢀ
在使盘3焊接122至彼此的步骤之前,对准112盘3的焊接区段6。
79.此外,如图9中示出的,方法100可包括以下步骤:
‑ꢀ
在使盘3焊接122至彼此的步骤之前,使盘3的焊接区段6对准114至允许焊接区段6连续且连贯焊接的位置。
80.如图9中示出的,方法100可包括以下步骤:
‑ꢀ
在使盘3焊接122至彼此的步骤之前,对准116盘3的焊接区段6以沿线9延伸。
81.此外,如图9中示出的,方法100可包括以下步骤:
‑ꢀ
在使盘焊接122至彼此的步骤之前,对准118盘3的焊接区段6以沿线9延伸,该线9基本平行于盘堆叠1的旋转轴线ax。
82.根据一些实施例,盘3包括在相邻盘3之间形成窄分离空间4的间隔物8、6,且其中,方法100包括以下步骤:
‑ꢀ
在使盘3焊接120、122至彼此的步骤之前和/或期间,使盘堆叠1沿其轴向方向ad
压缩119。
83.图10示出提供用于离心分离器的转子单元的方法200。转子单元可为根据图1、图3和图5-图7中示出的实施例的转子单元10,其构造成安装在根据图8中示出的实施例的离心分离器50的分离室48中。此外,参照图2和图4来解释一些特征。因此,在下文,同时参照图1-图8和图10。
84.图10中示出的方法200是提供用于离心分离器50的转子单元10的方法200,其中,转子单元10包括截头圆锥形分离盘3以及第一和第二端盘11、12。方法200包括:
‑ꢀ
使分离盘3堆叠210在彼此之上于第一和第二端盘中的一个端盘11上,以形成分离盘3的盘堆叠1,其具有面向端盘11的第一轴向端21,以及在相邻盘3、11之间的窄分离空间4,
‑ꢀ
使第一和第二端盘11、12中的另一个端盘12放置212在盘堆叠1的第二轴向端22处,以及
‑ꢀ
使盘3、11、12在盘3、11、12的径向外部部分5、25、25'处焊接220至彼此。
85.根据一些实施例,每个盘3、11、12包括至少一个焊接区段6、6'、6'',且其中,使盘3、11、12焊接220至彼此的步骤包括以下步骤:
‑ꢀ
通过使相邻盘3、11、12的焊接区段6、6'、6''焊接至彼此来使盘3、11、12焊接222至彼此。
86.如图10中示出的,方法200可包括以下步骤:
‑ꢀ
在使盘3、11、12焊接222至彼此的步骤之前,对准213盘3、11、12的焊接区段6、6'、6''。
87.此外,如图10中示出的,对准213盘3、11、12的焊接区段6、6'、6''的步骤可包括以下步骤:
‑ꢀ
在使盘3、11、12焊接222至彼此的步骤之前,使盘3、11、12的焊接区段6、6'、6''对准214至允许焊接区段6、6'、6''连续且连贯焊接的位置。
88.根据一些实施例,盘3、11、12包括在相邻盘3、11、12之间形成窄分离空间4的间隔物8、6,且其中,方法200包括以下步骤:
‑ꢀ
在使盘3、11、12焊接220、222至彼此的步骤之前和/或期间,使转子单元10沿其轴向方向ad压缩218。
89.要理解的是,前文示出各种示例性实施例,且本发明仅由所附权利要求书所限定。本领域技术人员将认识到,示例性实施例可修改,且示例性实施例的不同特征可组合以产生除了本文中描述的那些以外的其它实施例,而不脱离如由所附权利要求书所限定的本发明的范围。
90.如本文中使用的,用语“包括了(comprising)”或“包括(comprises)”是无限制的(open-end),且包含一个或多个所陈述的特征、要素、步骤、构件或功能,而不排除一个或多个其它特征、要素、步骤、构件、功能或其组合的存在或增加。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1