一种带托网的柔性橡胶面复合筛网及其成型方法与流程
1.本发明涉及一种物料筛分工具,具体来说涉及一种带托网的柔性橡胶面复合筛网及其成型方法。
背景技术:
2.在煤矿、化工、建材、冶金等领域,由于物料分级的需求,筛网应用比较广泛。传统的筛网多为金属筛网,近年来由于新材料新技术的应用,高耐磨,寿命长、低能耗、筛分效率高的橡胶聚氨酯筛网得到推广,并受到广泛的欢迎。在一些特殊工况下的物料筛分过程中,经常发生物料堵塞筛网网孔的现象,特别是细粒级物料的筛分过程中,筛分要求较高,相应的筛网网孔较小,堵孔现象更为明显和常见。由于物料形状的多样性和存在环境的复杂性,堵孔的原因也各种各样,主要包括以下几种:一、物料料中含有大量临界尺寸的颗粒,即破碎出的物料粒度大小同筛网的网孔大小临界,物料在筛分过程中,这类颗粒卡在网孔中无法顺利过筛造成堵孔,称为临界堵孔;二、物料中含有片状物料较多筛分中片状物料自身无法顺利过筛,同时片状物料交织成网状,阻碍了其它物料的过筛造成堵孔;三、物料料中含泥量较多,性质比较粘,混合在物料中;四、物料中含水量较高。特别是梅雨季节,物料含水量较大,互相粘结成团,造成筛面堵孔糊孔现象严重,使物料难于筛分。人们围绕解决筛网堵孔问题做了许多有益的探索,除提出加大振幅改善堵孔现象外,也提出了改变网孔形状、双硬度筛面等多种方案,收到一些效果,但仍然不能彻底解决问题,尤其是细粒级物料湿粘状态下的筛分,堵孔糊孔严重,维修量大,筛网损毁等问题仍然困扰着人们。
技术实现要素:
3.本发明的目的在于克服现有技术的不足提供一种带托网的柔性橡胶面复合筛网,自清理能力强、不堵孔、高耐磨、使用寿命长,维修方便,特别适用与细粒级物料筛分。
4.本发明的第二目的在于提供带托网的柔性橡胶面复合筛网的成型方法。
5.为解决上述技术问题,本发明采用了以下技术方案:一种带托网的柔性橡胶面复合筛网,其特征在于:所述带托网的柔性橡胶面复合筛网呈方形,包括框体、筛分区域和托网,所述的筛分区域和托网设置在框体内;所述框体包括金属框架、聚氨酯包覆层,所述的聚氨酯包覆层包覆金属框架;所述框体一组对边边部设置扣槽;所述筛分区域为由柔性橡胶板冲孔制成的柔性橡胶筛面的一部分;所述的金属骨架由扁钢焊接成方形框状,所述的扁钢上均匀设置多个托网固定孔;所述托网设置在柔性橡胶筛面底部,为聚氨酯包覆钢丝绳芯棒条穿过设置托网固定孔编织而成的网状结构。
6.进一步地,上述技术方案中,所述的柔性橡胶筛面的硬度为邵a40
‑
50度。
7.进一步地,上述技术方案中,所述的聚氨酯包覆钢丝绳棒条从金属骨架的一边的一端托网固定孔中穿入,到对边金属骨架对应的托网固定孔穿出,再经对边相邻的托网固定孔穿回,如此往复,穿到头形成托网的经线,然后,按相同的方法在另一对边上操作,使聚氨酯包覆钢丝绳芯棒条形成托网的纬线,经线、纬线纵横交叉织成网状的托网。
8.进一步地,上述技术方案中,所述柔性橡胶筛面设置边部加强筋和筛孔区域,所述的筛孔区域包括若干个筛孔,所述的筛孔由冲孔制成,为上小下大的倒锥形,边部加强筋上均匀设置工艺孔。
9.进一步地,上述技术方案中,所述柔性橡胶筛面厚度选择3
‑
6mm。
10.进一步地,上述技术方案中,所述聚氨酯包覆钢丝绳芯棒条直径选择为3
‑
5mm。
11.进一步地,上述技术方案中,托网经线、纬线之间的孔型尺寸选择为柔性橡胶筛面的筛孔的尺寸的10
‑
50倍。
12.本发明还涉及一种带托网的柔性橡胶面复合筛网的成型方法,包括以下步骤:1、将打有托网固定孔的厚钢板焊接成方框架结构的金属骨架。
13.2、用聚氨酯包覆钢丝绳芯棒条依次往复从金属骨架的一边的一端托网固定孔中穿入,到对边金属骨架对应托网固定孔穿出,再经对边相邻的托网固定孔穿回,如此往复,穿到头形成托网的经线;然后,按相同的方法在另一对边上操作,使聚氨酯包覆钢丝绳芯棒条形成纬线,并形成纵横交织的网状结构,制得托网,并把每一根聚氨酯包覆钢丝绳芯棒条拉紧,两端固定牢固。
14.3、把柔性橡胶板按图纸冲孔得到柔性橡胶面筛网,边部打毛,用二氯甲烷脱脂晾干待用。
15.4、把做好托网的金属骨架放入浇注平台上的模具框中,筛孔区域用模块压紧,避免浇注料堵孔。
16.5、加热平台及筛板模具温度至100~120
°
c。
17.6、将聚氨酯原料浇注在筛板模具下模板的型腔中。
18.7、保持筛板模具的温度在100~120
°
c,待聚氨酯料固化40
‑
50分钟,起模具,修边,得到成型的筛板。
19.8、进烘箱,在100
°
c条件下,二次固化24小时,即得筛网成品。
20.本发明在湿粘物料筛分工况下不仅在振动条件下的谐振能力强,同时筛孔孔型的形变能力增强,透孔几率增加;利用聚氨酯棒条托网,不仅可以增强筛网强度,还能在橡胶面筛网谐振过程中,不断振打筛网,起到不断抖动湿粘物料,使其脱离筛面,抖散分布,改善筛分状态,有利于物料尽快透筛;托网在筛分过程中,同时对柔性橡胶筛面起到加强保护作用,不会因柔性橡胶筛面在物料重压条件下过分形变而损毁或出现过粗现象。
21.相比于现有技术,本发明所具有的有益效果为:1)本发明筛网采用卡轨式结构,采用整体成型的筛网,将筛网分别安装到筛机的筛梁上,结构简单,便于形成标准化,不改变原有筛机的安装结构。
22.2)柔性橡胶筛面的采用,极大提高筛面的谐振能力,可以抖散物料,避免沾粘筛面。
23.3)筛网中设置金属材料的框体骨架,增加了筛网的整体强度,提高了筛网的使用寿命。
24.4)筛网中的筛孔采用倒锥形结构,增加了筛网的透孔率,提高了筛网的使用性能。
25.5)聚氨酯包覆钢丝绳托网不仅可以提高筛网的强度和使用寿命,分散物料压力,避免兜料,还能在筛面谐振状态下,和击打器一样不断振打筛面,驱离抖散筛面沾粘物料,使物料尽快透筛或在空中抖散,有利于筛分。
附图说明
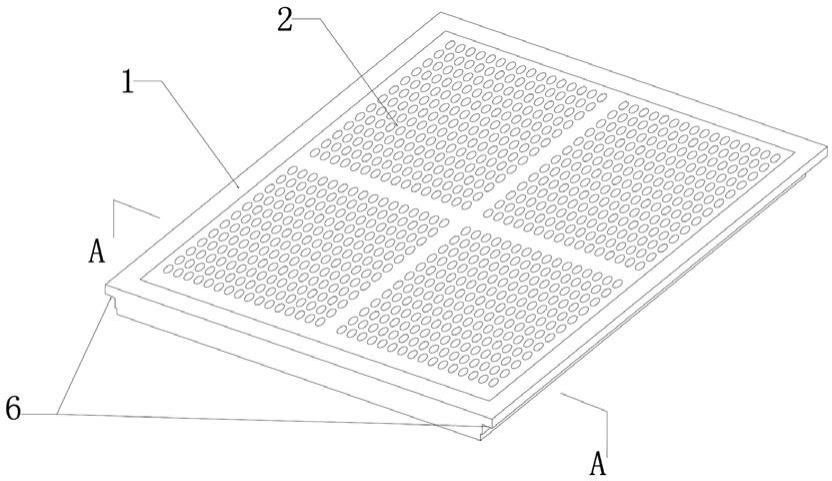
26.图1是本发明的立体结构示意图。
27.图2是图1中a
‑
a向剖面图。图3是安装托网后的金属骨架示意图。
28.图4是柔性橡胶筛面示意图。
29.图5是筛网的安装示意图。
30.图中,1.框体,2.筛分区域,3.托网,4.金属骨架,5.聚氨酯包覆层,6、扣槽,7、托网固定孔,8. 聚氨酯包覆钢丝绳芯棒条,9.柔性橡胶筛面,10.筛孔,11.工艺孔,12.边部加强筋,13.筛孔区域,14.筛机小梁,15.安装轨道。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.如图1、2所示, 一种带托网的柔性橡胶面复合筛网,其特征在于:所述带托网的柔性橡胶面复合筛网呈方形,包括框体1、筛分区域2和托网3,所述的筛分区域2和托网3设置在框体1内。
33.所述框体1包括金属框架4、聚氨酯包覆层5,所述的聚氨酯包覆层5包覆金属框架4。所述框体1一组对边边部设置扣槽6,可以扣装在设置在筛机小梁上的安装轨道上;所述筛分区域2为由柔性橡胶板冲孔制成的柔性橡胶筛面9的一部分,所述柔性橡胶筛面9的厚度选择在3
‑
5mm;所述托网3设置在柔性橡胶筛面9底部,为聚氨酯包覆钢丝绳芯棒条8穿过设置在金属骨架4上的托网固定孔7编织而成的网状结构,不仅可以托住柔性橡胶面筛网9,还可以限制柔性橡胶筛面9的形变,分散物料对筛面压力,进而起到提高筛网寿命的作用。
34.如图3所示,所述的金属骨架4由扁钢焊接成方形框状,所述的扁钢上均匀设置多个托网固定孔7,聚氨酯包覆钢丝绳棒条8从金属骨架4的一边的一端托网固定孔7中穿入,到对边金属骨架4对应的托网固定孔7穿出,再经对边相邻的托网固定孔7穿回,如此往复,穿到头形成托网3的经线,然后按相同的方法在另一对边上操作,使聚氨酯包覆钢丝绳芯棒条8形成托网3的纬线,经线、纬线纵横交叉织成网状的托网3。所述聚氨酯包覆钢丝绳芯棒条8直径选择为3
‑
5mm,直径的选择以使托网不会伤害橡胶筛网、起到加强作用、还不会因托网3的存在影响筛分为原则。
35.如图4所示,所述柔性橡胶筛面9为柔性橡胶板冲孔制成,筛面上设置边部加强筋12和筛孔区域13,所述的筛孔区域13构成筛分区域2;所述的筛孔区域13包括若干个筛孔10,所述的筛孔10由冲孔制成,为上小下大的倒锥形,有利于物料透孔;边部加强筋12上均匀设置工艺孔11,便于在二次浇注时筛面上下的聚氨酯料连在一起,提高柔性橡胶筛面9与框体1之间结合强度。所述柔性橡胶筛面9硬度选择为邵a40
‑
50度,材料柔软,弹性好,便于在振动状态下筛面形成二次、乃至多次谐振,利于筛面上物料的分离和抖散,利于筛分。
36.所述托网3经线、纬线之间的孔型尺寸选择为柔性橡胶筛面9的筛孔10的尺寸的10
‑
50倍。
37.如图5所示,筛机小梁14上安装有安装轨道15,筛网用边部扣槽6扣装在安装轨道15上,相邻筛网逐一扣装,形成整个筛面。
38.本发明的工作原理:物料在筛面上,在振动电机的作用下筛面不断振动,由于柔性橡胶面9的弹性和伸长性能比较好,筛面大幅度的震颤抖动;所述托网3经线、纬线之间的孔型尺寸选择为柔性橡胶筛面9的筛孔10的尺寸的10
‑
50倍,不仅可以提高托网3的强度,还可以减少透筛阻力,分散物料压力,避免兜料现象;而且每一次筛面往下抖动时,托网3不仅托住筛网,避免兜料现象的产生,还产生对柔性橡胶筛面9的振打作用,更加有利于把物料驱离筛面抖散或透筛,避免物料大面积的搭料堆积,从而起到防堵孔防糊孔的作用。
39.同时,本发明还涉及一种带托网的柔性橡胶面复合筛网的成型方法,包括以下步骤:1、将打有托网固定孔7的厚钢板焊接成方框架结构的金属骨架4。
40.2、用聚氨酯包覆钢丝绳芯棒条8依次往复从金属骨架4的一边的一端托网固定孔7中穿入,到对边金属骨架对应托网固定孔7穿出,再经对边相邻的托网固定孔7穿回,如此往复,穿到头形成托网3的经线;然后,按相同的方法在另一对边上操作,使聚氨酯包覆钢丝绳芯棒条8形成纬线,并形成纵横交织的网状结构,制得托网3,并把每一根聚氨酯包覆钢丝绳芯棒条8拉紧,两端固定牢固。
41.3、把柔性橡胶板按图纸冲孔得到柔性橡胶面筛网9,边部打毛,用二氯甲烷脱脂晾干待用。
42.4、把做好托网3的金属骨架4放入浇注平台上的模具框中,筛孔区域13用模块压紧,避免浇注料堵孔。
43.5、加热平台及筛板模具温度至100~120
°
c。
44.6、将聚氨酯原料浇注在筛板模具下模板的型腔中。
45.7、保持筛板模具的温度在100~120
°
c,待聚氨酯料固化40
‑
50分钟,起模具,修边,得到成型的筛板。
46.8、进烘箱,在100
°
c条件下,二次固化24小时,即得筛网成品。
47.以上所述,仅为本发明的具体实施方式,并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1