一种供应链流程监控AI质检相机的制作方法
一种供应链流程监控ai质检相机
技术领域
1.本发明涉及质检设备技术领域,特别涉及一种供应链流程监控ai质检相机。
背景技术:
2.在工业生产过程中,视觉检测是十分关键一环,需要准确、快速地鉴别出有瑕疵的产品,特别是供应链流程中,每天都需要检测大量的产品质量,实际生产中,对产品质量进行分析检查的步骤通常由人工完成,在产品数量较大或者工作时间较长的情况下,不可避免会出现漏检的情况,无法保证每一件产品的质量,因此,采用随着现代社会的发展和产品质量要求的不断提高,用ai视觉识别技术代替人工质检成为必然趋势,公开号为cn113466248a的中国发明专利公开了一种pcb板光学检测设备及其操作方法和3d检测相机组件,所述设备包括:检测y轴机构、真空吸附工作台、检测x轴机构、检测z轴机构和3d检测相机组件;3d检测相机组件包括并排设置的多个3d相机结构,3d相机结构包括光源组件、3d相机组件、相机旋转安装座和整体角度调节块;相机旋转安装座以可转动调节的方式安装在整体角度调节块上,光源组件和3d相机组件分别以可转动调节的方式安装在相机旋转安装座上,光源组件和3d相机组件的转动轴心重合,且与相机旋转安装座的转动轴心平行,该现有技术可用于满足pcb板盲孔填平3d检测需求,有助于解决现有技术检测精准度低、检测成本高、检测效率低和稳定性差的问题,但是采用多自由度驱动的方式增大了该现有技术的体积,不便于使用,也无法实现质检与产品的运动过程相配合,无法实现不合格产品的剔除,无法满足使用需求,因此,本发明提出了一种供应链流程监控ai质检相机,能够在产品传送过程中实现全方位的质检,同时将不合格产品剔除,无需人工干预,自动化程度高。
技术实现要素:
3.针对上述技术问题,本发明采用的技术方案为:一种供应链流程监控ai质检相机,包括安装组件、驱动组件和吹离组件;所述的驱动组件固定安装在安装组件上;所述的吹离组件滑动安装在驱动组件上,吹离组件与驱动组件形成螺纹配合,同时驱动组件与吹离组件之间通过软管连接。
4.所述的吹离组件包括第二滑板,所述的第二滑板滑动安装在驱动组件上,所述的第二滑板与驱动组件形成螺纹配合,所述的第二滑板上固定安装有滑动基座,所述的滑动基座上设有第二接头,滑动基座上还滑动安装有第一挡板,滑动基座上固定安装有摄像头,所述的第一挡板设置在滑动基座上与摄像头平行的面上,所述的第一挡板与第二液压缸的活动端固定连接,第二液压缸固定安装在滑动基座上,所述的滑动基座的下表面上滑动安装有第二挡板,所述的第一挡板上设有用于驱动第二挡板滑动的支杆,所述的第二挡板上固定安装有推板,所述的推板上固定安装有导向柱,所述的导向柱滑动安装在导向板上,所述的导向板固定安装在滑动基座上,推板与导向板之间设有与导向柱同轴的弹簧,所述的滑动基座上第一挡板和第二挡板所在的面上分别设有第一气孔和第二气孔,所述的第一气孔和第二气孔在滑动基座内部与第二接头连通。
5.进一步的,所述的驱动组件包括机架,所述的机架与安装组件固定连接,所述的机架的两侧之间滑动安装有第一滑板,第一滑板在驱动组件的高度方向上滑动,吹离组件滑动安装在第一滑板上,吹离组件在驱动组件长度方向上滑动。
6.进一步的,所述的驱动组件还包括滑座,所述的滑座有两个,分别设置在机架外侧的两侧,两个滑座之间转动安装有丝杠,所述的丝杠与第二滑板形成螺纹配合,所述的丝杠与电机的输出轴固定连接,所述的电机固定安装在滑座上。
7.进一步的,所述的驱动组件还包括主动齿轮,所述的主动齿轮同轴固定安装在丝杠上,所述的机架的一侧设有齿形结构,所述的主动齿轮与机架上的齿形结构形成齿轮齿条配合,所述的滑座滑动安装在机架的侧面。
8.进一步的,所述的驱动组件还包括单向控制组件,单向控制组件转动安装在机架上,其中一个滑座上固定安装有齿条,所述的齿条与单向控制组件形成齿轮齿条配合,所述的单向控制组件通过驱动壳体内部的扇叶转动,进而控制滑动基座内部的空气流动。
9.进一步的,所述的单向控制组件包括转轴,所述的转轴转动安装在机架上,所述的转轴上同轴固定安装有从动齿轮,所述的从动齿轮与齿条形成齿轮齿条配合,所述的转轴上同轴设有两个驱动锥齿轮,所述的两个驱动锥齿轮之间设有从动锥齿轮,从动锥齿轮转动安装在机架上,所述的两个驱动锥齿轮同时与从动锥齿轮形成锥齿轮配合,所述的驱动锥齿轮通过第二连杆固定安装在齿圈上,所述的齿圈与转轴同轴,齿圈通过第一连杆与安装盘固定连接,安装盘同轴转动安装在转轴上,转轴上还同轴固定设置有固定盘,所述的固定盘上转动安装有棘爪,所述的棘爪与固定盘之间设有扭簧,棘爪与齿圈形成棘轮棘爪配合,位于从动锥齿轮两侧的棘爪分别控制两个齿圈朝相反的方向转动。
10.进一步的,所述的机架上设有第二安装板,所述的第二安装板上固定安装有壳体,转动安装在壳体内部的扇叶与从动锥齿轮同轴固定连接在一起,壳体下端与大气连同,壳体上端设有第一接头,第一接头通过软管与第二接头连同。
11.进一步的,所述的安装组件包括用于安装固定的安装架,所述的安装架有两个,安装架上固定安装有两个固定横杆,每个固定横杆上固定安装有一个第一安装板,两个第一安装板之间固定安装有两个支柱,每个支柱上转动安装有第一转杆的第一端,第一转杆的第二端与第二转杆的第一端转动连接,第二转杆的第二端转动安装在连接板上,连接板固定安装在机架上,其中一个第一安装板上固定安装有第一液压缸,所述的第一液压缸的活动端与连接板固定连接。
12.本发明与现有技术相比的有益效果是:(1)本发明设置的驱动组件能够带动摄像头在两个互相垂直的方向上同时运动,能够在产品运动过程中实现对产品的全面扫描和质检,提高了质检精度;(2)本发明设置的驱动组件在驱动摄像头运动的同时通过软管给吹离组件供风,便于吹离不合格产品,结构巧妙,自动化程度高;(3)本发明设置的吹离组件通过变换气孔的打开和闭合状态,实现控制吹风的方向,进而控制吹离操作的启动和停止,结构简单,适用范围广。
附图说明
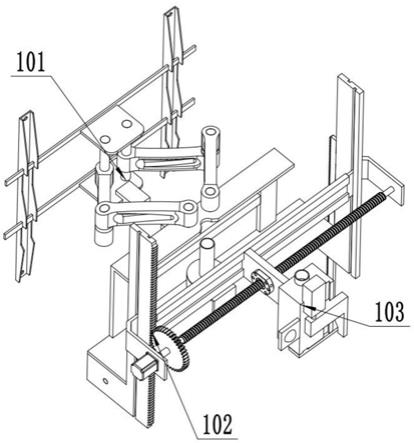
13.图1为本发明右前视角度整体结构示意图一。
14.图2为本发明左前视角度整体结构示意图。
15.图3为本发明右前视角度整体结构示意图二。
16.图4为本发明正视角度整体结构示意图。
17.图5为图4中a处的局部结构示意图。
18.图6为本发明壳体剖切后的整体结构示意图。
19.图7为本发明左视角度整体结构示意图。
20.图8为图7中b处的局部结构示意图。
21.图9为本发明仰视角度整体结构示意图。
22.附图标号:101
‑
安装组件;102
‑
驱动组件;103
‑
吹离组件;104
‑
安装架;105
‑
固定横杆;106
‑
第一安装板;107
‑
支柱;108
‑
第一转杆;109
‑
第一液压缸;110
‑
第二转杆;111
‑
连接板;112
‑
机架;113
‑
滑座;114
‑
电机;115
‑
主动齿轮;116
‑
丝杠;117
‑
第一滑板;118
‑
齿条;119
‑
从动齿轮;120
‑
单向控制组件;121
‑
转轴;122
‑
安装盘;123
‑
第一连杆;124
‑
固定盘;125
‑
棘爪;126
‑
齿圈;127
‑
第二连杆;128
‑
驱动锥齿轮;129
‑
从动锥齿轮;130
‑
第二安装板;131
‑
壳体;132
‑
扇叶;133
‑
第一接头;134
‑
第二滑板;135
‑
滑动基座;136
‑
第二接头;137
‑
第二液压缸;138
‑
摄像头;139
‑
第一挡板;140
‑
第二挡板;141
‑
推板;142
‑
导向柱;143
‑
弹簧;144
‑
导向板;145
‑
第一气孔;146
‑
第二气孔。
具体实施方式
23.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
24.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
25.实施例:如图1所示,一种供应链流程监控ai质检相机,包括安装组件101、驱动组件102和吹离组件103,安装组件101用于将该供应链流程监控ai质检相机安装固定在所需位置上,驱动组件102固定安装在安装组件101上,驱动组件102用于为该供应链流程监控ai质检相机的工作提供动力,吹离组件103滑动安装在驱动组件102上,吹离组件103用对产品进行检测,同时剔除不合格产品。
26.如图1、图2所示,安装组件101包括安装架104、固定横杆105、第一安装板106、支柱107、第一转杆108、第一液压缸109、第二转杆110和连接板111,安装架104有两个,安装架104用于固定安装在墙壁或工作平台上,两个安装架104上固定安装有两个固定横杆105,固定横杆105与安装架104垂直设置,每个固定横杆105上固定安装有一个第一安装板106,两个第一安装板106之间固定安装有两个支柱107,每个支柱107上均转动安装有第一转杆108的第一端,两个第一转杆108的第二端分别与两个第二转杆110的第二端转动连接,两个第二转杆110的第二端同时转动安装在连接板111上,连接板111与驱动组件102固定连接,位于下方的第一安装板106上固定安装有第一液压缸109,第一液压缸109的活动端与连接板111固定连接。
27.如图1
‑
图4所示,驱动组件102包括机架112、滑座113、电机114、主动齿轮115、丝杠116、第一滑板117、齿条118、从动齿轮119、单向控制组件120、第二安装板130、壳体131、扇叶132和第一接头133,连接板111固定安装在机架112上,第一滑板117滑动安装在机架112
的内侧,第一滑板117在机架112高度方向上滑动,吹离组件103滑动安装在第一滑板117上,吹离组件103在机架112长度方向上滑动,机架112的外侧滑动安装有两个滑座113,两个滑座113之间转动安装有丝杠116,吹离组件103与第一安装板106形成螺纹配合,丝杠116的一端与电机114的输出轴同轴固定安装,电机114固定安装在其中一个滑座113上,另一个滑座113上固定安装有齿条118,齿条118与单向控制组件120形成齿轮齿条配合,丝杠116上同轴固定安装有主动齿轮115,机架112的一侧设有齿形结构,主动齿轮115与机架112上的齿形结构形成齿轮齿条配合。
28.如图4
‑
图6所示,单向控制组件120包括从动齿轮119、转轴121、安装盘122、第一连杆123、固定盘124、棘爪125、齿圈126、第二连杆127、驱动锥齿轮128和从动锥齿轮129,转轴121转动安装在机架112上,机架112上还转动安装有从动锥齿轮129,从动锥齿轮129两侧均设有驱动锥齿轮128,驱动锥齿轮128与转轴121同轴,两个驱动锥齿轮128与从动锥齿轮129同时形成锥齿轮传动,驱动锥齿轮128通过第二连杆127固定安装在齿圈126上,齿圈126通过第一连杆123固定安装在安装盘122上,安装盘122同轴转动安装在转轴121上,转轴121上同轴固定安装有固定盘124,固定盘124上转动安装有棘爪125,棘爪125与固定盘124之间设有扭簧,棘爪125与齿圈126形成棘轮棘爪配合,两个棘爪125分别控制齿圈126朝两个相反方向转动,从动锥齿轮129与扇叶132同轴固定连接,扇叶132转动安装在壳体131内部,壳体131固定安装在第二安装板130上,第二安装板130固定安装在机架112上,壳体131下端与大气连通,壳体131上端设有第一接头133,第一接头133通过软管与吹离组件103连通。
29.如图7
‑
图9所示,吹离组件103包括第二滑板134、滑动基座135、第二接头136、第二液压缸137、摄像头138、第一挡板139、第二挡板140、推板141、导向柱142、弹簧143、导向板144、第一气孔145和第二气孔146,第二滑板134滑动安装在第一滑板117上,第二滑板134与丝杠116形成螺纹配合,第二滑板134上固定安装有滑动基座135,滑动基座135上设有第二接头136,滑动基座135上固定安装有摄像头138,滑动基座135上与摄像头138平行的一面上滑动安装有第一挡板139,滑动基座135下表面上滑动安装有第二挡板140,第一挡板139上设有驱动第二挡板140滑动的支杆,第二挡板140上固定安装有推板141,推板141上固定安装有导向柱142,导向柱142滑动安装在导向板144上,导向板144固定安装在滑动基座135上,弹簧143与导向柱142同轴,弹簧143第一端固定安装在推板141上,导向柱142第二端固定安装在导向板144上,滑动基座135上安装有第一挡板139和第二挡板140的两面上设有第一气孔145和第二气孔146,第一气孔145和第二气孔146在滑动基座135内部与第二接头136连通,第二接头136与扇叶132通过软管连通。
30.本发明公开的一种供应链流程监控ai质检相机的工作原理为:在使用时,首先将安装组件101中的安装架104固定安装在墙壁或工作平台上,使该供应链流程监控ai质检相机固定在所需的位置上,调节第一液压缸109活动端伸出的距离,调整第一转杆108与第二转杆110之间的角度,进而调整吹离组件103与产品之间的距离,接下来启动电机114,电机114驱动丝杠116转动,丝杠116驱动吹离组件103中的第二滑板134在第一滑板117上滑动,由于丝杠116上同轴固定安装有主动齿轮115,在机架112上齿形结构的作用下,丝杠116通过主动齿轮115带动滑座113、第一滑板117和吹离组件103在机架112高度方向上滑动,滑座113带动其上固定安装的齿条118做升降运动,齿条118驱动从动齿轮119转动,从动齿轮119带动转轴121在机架112上转动,转轴121带动固定盘124转动,固定盘124通过其上转动安装
的棘爪125带动其中一个驱动锥齿轮128转动,此时另一个棘爪125无法驱动另一个驱动锥齿轮128转动,当转轴121转动方向相反时,另一个棘爪125和驱动锥齿轮128动作,驱动锥齿轮128驱动从动锥齿轮129转动,从动锥齿轮129带动扇叶132转动,在扇叶132的作用下,气流从壳体131经过软管流入到第二接头136中,设置两个驱动锥齿轮128的目的是在转轴121转向发生改变时,使从动锥齿轮129的转向保持不变,从而使扇叶132的转向不变,最终保证软管中的气流方向不变,吹离组件103中的摄像头138用于实现对产品的质量检测,吹离组件103在驱动组件102的作用下在两个垂直的方向上同时运动,可实现跟随产品运动的同时实现对产品的全方位质检,在质检过程中,软管中的气流从滑动基座135下表面上的第二气孔146中吹出,当摄像头138识别到缺陷产品时,第二液压缸137启动,第二液压缸137驱动第一挡板139下滑,第一挡板139下滑的过程中将第一气孔145露出,同时第一挡板139上的支杆驱动第二挡板140滑动,将第二气孔146盖住,此时气流从第一气孔145吹出,将不合格产品吹走,实现不合格产品的剔除,在第二液压缸137的活动端缩回时,在弹簧143的作用下实现第二挡板140复位,由此实现产品的质检以及不合格产品的剔除。
31.本发明不局限上述具体实施方式,所属技术领域的技术人员从上述构思出发,不经过创造性的劳动,做出的种种变换,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1