一种陶瓷产品外观视觉检测系统的制作方法
1.本实用新型属于自动化质量检测领域,更具体地,涉及一种陶瓷产品外观视觉检测系统。
背景技术:
2.现有的陶瓷产品外观质量检测主要采用人工检测的方式来实现。这种人工检测陶瓷产品外观质量的方式不仅速率慢、效率低,而且容易受到检测人员主观因素的影响,从而对陶瓷产品的表面缺陷造成漏检,尤其是变形小、色差低、杂质细等细微外观缺陷的漏检,由此导致陶瓷产品的外观质量无法得到有效的保证。
技术实现要素:
3.本实用新型的目的在于解决现有的陶瓷产品外观质量检测因采取人工检测的方式而导致检测效率低及精度差的问题。
4.为了实现上述目的,本实用新型提供一种陶瓷产品外观视觉检测系统,该系统包括:
5.输送线,用于按照预定的路径输送待视觉检测的陶瓷产品;
6.多个图像采集组件,用于在所述陶瓷产品被输送的过程中以各自不同的视角采集所述陶瓷产品的图像;
7.工业计算机,用于驱动所述输送线,以及根据所述陶瓷产品的各个视角的图像将所述陶瓷产品划分为良品、不良品或者待定品,并基于所述陶瓷产品的划分结果输出相应的吹气下料指令;
8.吹气下料机构,用于根据所述吹气下料指令将所述陶瓷产品吹送至相应的陶瓷产品存放区。
9.作为优选的是,所述输送线为步进式环形输送线。
10.作为优选的是,所述多个图像采集组件包括:
11.第一图像采集组件,用于采集所述陶瓷产品的内侧端面图像;
12.第二图像采集组件,用于采集所述陶瓷产品的外侧端面图像;
13.第三图像采集组件,用于采集所述陶瓷产品的右侧面图像;
14.第四图像采集组件,用于采集所述陶瓷产品的左侧面图像;
15.第五图像采集组件,用于采集所述陶瓷产品的顶面图像;
16.第六图像采集组件,用于采集所述陶瓷产品的底面图像。
17.作为优选的是,所述陶瓷产品外观视觉检测系统还包括载板;
18.所述输送线、所述第一图像采集组件、所述第二图像采集组件、所述第三图像采集组件、所述第四图像采集组件、所述第五图像采集组件、所述第六图像采集组件和所述吹气下料机构均设置在所述载板上;
19.所述输送线居中设置;
20.所述第一图像采集组件、所述第二图像采集组件、所述第三图像采集组件、所述第四图像采集组件、所述第五图像采集组件、所述第六图像采集组件和所述吹气下料机构依次沿逆时针方向分布在所述输送线的周围。
21.作为优选的是,在所述输送线上均匀设置有多个由光学玻璃制成的v型槽,所述陶瓷产品以水平姿态放置在对应的v型槽内。
22.作为优选的是,所述陶瓷产品外观视觉检测系统还包括上料盘、运转轨道、分料机构和抓取旋转机构;
23.所述上料盘用于将批量的待视觉检测的陶瓷产品通过所述运转轨道送入所述分料机构;
24.所述分料机构用于对送入其中的待视觉检测的陶瓷产品进行分料;
25.所述抓取旋转机构用于抓取分料后的待视觉检测的陶瓷产品并调整所述陶瓷产品的位姿,以使所述陶瓷产品以水平姿态放置在对应的v型槽内。
26.作为优选的是,所述上料盘为振动式上料盘,所述分料机构为一出二式分料机构,所述抓取旋转机构包括第一夹持部和第二夹持部。
27.作为优选的是,所述输送线上的多个v型槽两两为一组,所述第一夹持部和所述第二夹持部分别与同一组的两个v型槽相匹配。
28.作为优选的是,每个图像采集组件均包括光源、镜头、相机和相应的机构件;
29.所述光源、所述镜头和所述相机通过所述机构件依次排布。
30.作为优选的是,所述吹气下料机构包括第一吹气下料子机构、第二吹气下料子机构和第三吹气下料子机构;
31.在所述载板上还设置有第一出料轨道、第二出料轨道和第三出料轨道;
32.所述陶瓷产品存放区分为良品存放区、不良品存放区或者待定品存放区;
33.所述第一吹气下料子机构用于根据相应的吹气下料指令,将良品通过所述第一出料轨道送入所述良品存放区;
34.所述第二吹气下料子机构用于根据相应的吹气下料指令,将不良品通过所述第二出料轨道送入所述不良品存放区;
35.所述第三吹气下料子机构用于根据相应的吹气下料指令,将待定品通过所述第三出料轨道送入所述待定品存放区。
36.本实用新型的有益效果在于:
37.本实用新型陶瓷产品外观视觉检测系统,通过输送线按照预定的路径输送待视觉检测的陶瓷产品;通过多个图像采集组件在所述陶瓷产品被输送的过程中以各自不同的视角采集所述陶瓷产品的图像;通过工业计算机根据所述陶瓷产品的各个视角的图像将所述陶瓷产品划分为良品、不良品或者待定品,并基于所述陶瓷产品的划分结果输出相应的吹气下料指令;通过吹气下料机构根据所述吹气下料指令将所述陶瓷产品吹送至相应的陶瓷产品存放区。
38.本实用新型的陶瓷产品外观视觉检测系统基于现有的机器视觉检测技术,根据陶瓷产品的各个不同视角的图像对陶瓷产品的整体外观质量进行检测,进而将陶瓷产品划分为良品、不良品或者待定品。本实用新型的陶瓷产品外观视觉检测系统基于输送线、图像采集组件、工业计算机与吹气下料机构的配合工作,实现了陶瓷产品外观质量的自动化视觉
检测。与现有人工检测陶瓷产品外观质量的方式相比,采用本实用新型的陶瓷产品外观视觉检测系统能够明显地提升陶瓷产品外观质量检测的效率和精度。
39.本实用新型的其它特征和优点将在随后具体实施方式部分予以详细说明。
附图说明
40.通过结合附图对本实用新型示例性实施方式进行更详细的描述,本实用新型的上述以及其它目的、特征和优势将变得更加明显,其中,在本实用新型示例性实施方式中,相同的参考标号通常代表相同部件。
41.图1示出了根据本实用新型的实施例的陶瓷产品外观视觉检测系统的结构示意图;
42.图2示出了根据本实用新型的实施例的图像采集组件的结构示意图。
具体实施方式
43.下面将更详细地描述本实用新型的优选实施方式。虽然以下描述了本实用新型的优选实施方式,然而应该理解,可以以各种形式实现本实用新型而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本实用新型更加透彻和完整,并且能够将本实用新型的范围完整地传达给本领域的技术人员。
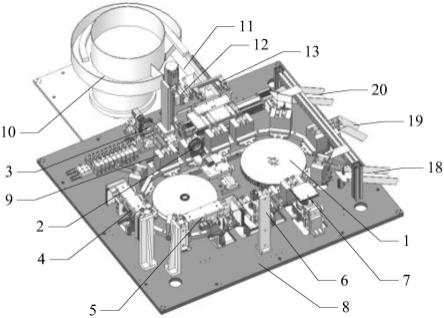
44.实施例:图1示出了本实用新型实施例的陶瓷产品外观视觉检测系统的结构示意图。参照图1,本实用新型实施例的陶瓷产品外观视觉检测系统包括:
45.输送线1,用于按照预定的路径输送待视觉检测的陶瓷产品;
46.多个图像采集组件,用于在所述陶瓷产品被输送的过程中以各自不同的视角采集所述陶瓷产品的图像;
47.工业计算机,用于驱动输送线1,以及根据所述陶瓷产品的各个视角的图像将所述陶瓷产品划分为良品、不良品或者待定品,并基于所述陶瓷产品的划分结果输出相应的吹气下料指令;
48.吹气下料机构,用于根据所述吹气下料指令将所述陶瓷产品吹送至相应的陶瓷产品存放区。
49.进一步地,本实用新型实施例中,输送线1为步进式环形输送线。
50.再进一步地,本实用新型实施例中,所述多个图像采集组件包括:
51.第一图像采集组件2,用于采集所述陶瓷产品的内侧端面图像;
52.第二图像采集组件3,用于采集所述陶瓷产品的外侧端面图像;
53.第三图像采集组件4,用于采集所述陶瓷产品的右侧面图像;
54.第四图像采集组件5,用于采集所述陶瓷产品的左侧面图像;
55.第五图像采集组件6,用于采集所述陶瓷产品的顶面图像;
56.第六图像采集组件7,用于采集所述陶瓷产品的底面图像。
57.再进一步地,本实用新型实施例的陶瓷产品外观视觉检测系统还包括载板8;
58.输送线1、第一图像采集组2件、第二图像采集组件3、第三图像采集组件4、第四图像采集组件5、第五图像采集组件6、第六图像采集组件7和吹气下料机构均设置在载板8上;
59.输送线1居中设置;
60.第一图像采集组件2、第二图像采集组件3、第三图像采集组件4、第四图像采集组件5、第五图像采集组件6、第六图像采集组件7和吹气下料机构依次沿逆时针方向分布在输送线1的周围。
61.再进一步地,本实用新型实施例中,在输送线1上均匀设置有多个由光学玻璃制成的v型槽9,所述陶瓷产品以水平姿态放置在对应的v型槽9内。
62.再进一步地,本实用新型实施例的陶瓷产品外观视觉检测系统还包括上料盘10、运转轨道11、分料机构12和抓取旋转机构13;
63.上料盘10用于将批量的待视觉检测的陶瓷产品通过运转轨道11送入分料机构12;
64.分料机构12用于对送入其中的待视觉检测的陶瓷产品进行分料;
65.抓取旋转机构13用于抓取分料后的待视觉检测的陶瓷产品并调整所述陶瓷产品的位姿,以使所述陶瓷产品以水平姿态放置在对应的v型槽9内。
66.再进一步地,本实用新型实施例中,上料盘10为振动式上料盘,分料机构12为一出二式分料机构,抓取旋转机构13包括第一夹持部和第二夹持部;
67.输送线1上的多个v型槽9两两为一组,第一夹持部和第二夹持部分别与同一组的两个v型槽9相匹配。
68.再进一步地,图2示出了本实用新型的实施例的图像采集组件的结构示意图。参照图2,本实用新型实施例中,每个图像采集组件均包括光源14、镜头15、相机16和相应的机构件17;
69.光源14、镜头15和相机16通过机构件17依次排布。
70.再进一步地,本实用新型实施例中,吹气下料机构包括第一吹气下料子机构、第二吹气下料子机构和第三吹气下料子机构;
71.在载板8上还设置有第一出料轨道18、第二出料轨道19和第三出料轨道20;
72.陶瓷产品存放区分为良品存放区、不良品存放区或者待定品存放区;
73.第一吹气下料子机构用于根据相应的吹气下料指令,将良品通过第一出料轨道18送入良品存放区;
74.第二吹气下料子机构用于根据相应的吹气下料指令,将不良品通过第二出料轨道19送入不良品存放区;
75.第三吹气下料子机构用于根据相应的吹气下料指令,将待定品通过第三出料轨道20送入待定品存放区。
76.具体地,本实用新型实施例的陶瓷产品外观视觉检测系统的工艺流程如下:
77.陶瓷产品上料盘上料
→
分料机构一次分两个陶瓷产品
→
抓取旋转机构抓取两个陶瓷产品并旋转90
°
,将两个陶瓷产品放至对应的v型槽内
→
输送线每次转一格
→
陶瓷产品内侧端面视觉检测
→
陶瓷产品外侧端面视觉检测
→
陶瓷产品右侧面视觉检测
→
陶瓷产品左侧面视觉检测
→
陶瓷产品顶面视觉检测
→
陶瓷产品底面视觉检测
→
吹气下料。
78.本实用新型实施例的陶瓷产品外观视觉检测系统,多工位、多相机、多角度环视待检陶瓷产品,能够高效地检测待检陶瓷产品的外观质量,良品和不良品自动分拣、下料;可全自动或半自动使用,人工上料时更易实现多种产品公用。
79.本实用新型实施例的陶瓷产品外观视觉检测系统还具有以下有益效果:
80.1、在工业现场环境下可靠性高,能适应工业生产中恶劣的环境,有较高的容错能
力和安全性,不会对待检测的陶瓷产品造成破坏;
81.2、性价比合理,采用通用型的工业接口;操作简单,对作业工人的操作技能要求较低;
82.3、在工业生产中能够达到1.5s/pcs的陶瓷产品外观质量检测速率,比人工检测陶瓷产品外观质量的速率快5倍以上,并且能够检测出细微的人工无法判别的外观缺陷。
83.以上已经描述了本实用新型的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1