橱柜木板自动等级分类设备的制作方法
1.本发明涉及橱柜木板分类领域,具体是指一种橱柜木板自动等级分类设备。
背景技术:
2.在橱柜木材加工领域,木板的等级分类是一个重要环节。木板在切割成木板之后,需要对木板的质量进行检测,若木板有虫洞或者有腐烂现象,则需将这些不合格的木板与合格的木板分开,若不进行木板的分类,则后续加工时,不合格的木板会占用生产资源,造成浪费。因此,亟待研究一种电动化的、人工操作简单的木板自动等级分类设备来解决上述提出的问题。
技术实现要素:
3.本发明要解决的技术问题就是克服以上的技术缺陷,提供一种电动化的、人工操作简单的橱柜木板自动等级分类设备。
4.为解决上述技术问题,本发明提供的技术方案为:一种橱柜木板自动等级分类设备,包括第一传送带,所述第一传送带末端设有第二传送带,所述第二传送带首端位于第一传送带末端下方,第二传送带首端倾斜设置;所述第一传送带末端设有对木板进行等级分类的分类箱,所述分类箱包括箱体、分别设置在第一传送带、第二传送带正上方的第一摄像机、第二摄像机、用于对第一传送带的木板进行翻转传送至第二传送带的传送臂、推送机构,所述箱体后侧设有用于回收第二传送带上的木板的回收装置,所述箱体前侧设有显示屏。
5.进一步的,所述推送机构包括设置在箱体内部的支撑台、设置在支撑台上的电机、与电机输出端相连接的伸缩杆、固定设置在伸缩杆末端的推板,所述伸缩杆、推板均水平设置,所述推板的高度大于第二传送带的高度。
6.进一步的,所述箱体后侧开设有出板口,所述出板口上设有斜坡,斜坡高端设置在第二传送带下侧,斜坡低端与回收装置相通。
7.进一步的,所述传送臂设置在箱体侧壁上,传送臂高度大于第一传送带上木板的高度,与所述传送臂相连接设有伸缩电机。
8.进一步的,所述第一传送带、第二传送带均为皮带、齿轮和/或链条传动的传送带。
9.进一步的,所述箱体外侧设有控制电机的按钮,所述按钮靠近显示屏设置。
10.本发明与现有技术相比的优点在于:设有传送臂将木板从第一传送带翻转传送至第二传送带,对木板进行双面检测,设有显示屏便于工作人员对木板进行观察,若检测出木板不合格,按下按钮即可对不合格的木板进行回收,操作简单,不需人工出力将木板拿出,电动化设备使得工作更便捷。
11.本发明与现有技术相比的优点在于:设有传送臂将木板从第一传送带翻转传送至第二传送带,对木板进行双面检测,设有显示屏便于工作人员对木板进行观察,若检测出木板不合格,按下按钮即可对不合格的木板进行回收,操作简单,不需人工出力将木板拿出,
电动化设备使得工作更便捷。本发明可以与软件相结合,通过线激光视觉传感器,高频率高分辨率采集,将3d模型进行分析,根据筛选条件做到对木材的等级分类筛选。传统人工检测效率慢,检测标准有偏差,精准数据统计困难,而通过计算机的软件处理计算统计,效率大大提高,检测精度提高,检测线速度60米每分钟;检测精度百分之一内。通过应用核心算法计算体积,达到双面激光3d采集、真实模型还原显示、无接触检测等功能。
附图说明
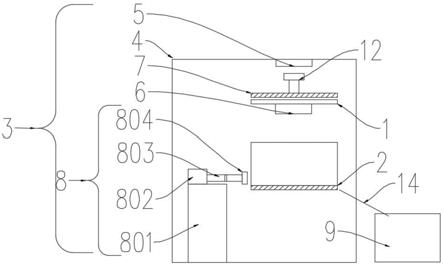
12.图1是本发明一种橱柜木板自动等级分类设备的侧视剖面结构示意图。
13.图2是本发明一种橱柜木板自动等级分类设备的木板翻转流程示意图。
14.图3是本发明一种橱柜木板自动等级分类设备的出板口结构示意图。
15.图4是本发明一种橱柜木板自动等级分类设备的显示屏结构示意图。
16.如图所示:1、第一传送带;2、第二传送带;3、分类箱;4、箱体;5、第一摄像机;6、第二摄像机;7、传送臂;8、推送机构;801、支撑台;802、电机;803、伸缩杆;804、推板;9、回收装置;10、显示屏;11、按钮;12、伸缩电机;13、出板口;14、斜坡。
具体实施方式
17.下面结合附图来进一步说明本发明的具体实施方式。其中相同的零部件用相同的附图标记表示。
18.在本发明的描述中,需要理解的是,术语“中心”、“横向”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。另外,术语“包括”及其任何变形,意图在于覆盖不排他的包含。
19.结合附图1,一种橱柜木板自动等级分类设备,包括第一传送带1,所述第一传送带1末端设有第二传送带2,所述第二传送带2首端位于第一传送带1末端下方,第二传送带2首端倾斜设置,便于木板能够翻转后进入;所述第一传送带1末端设有对木板进行等级分类的分类箱3,所述分类箱3包括箱体4、分别设置在第一传送带1、第二传送带2正上方的第一摄像机5、第二摄像机6、用于对第一传送带1的木板进行翻转传送至第二传送带2的传送臂7、推送机构8,所述箱体4后侧设有用于回收第二传送带2上的木板的回收装置9,所述箱体4前侧设有显示屏10。
20.进一步的,所述推送机构8包括设置在箱体4内部的支撑台801、设置在支撑台801上的电机802、与电机802输出端相连接的伸缩杆803、固定设置在伸缩杆803末端的推板804,所述伸缩杆803、推板804均水平设置,所述推板804的高度大于第二传送带2水平段的高度,,当木板经过第二传送带2首端的斜坡后,进入第二传送带2水平段,可启动推送机构8
21.进一步的,所述传送臂7设置在箱体4侧壁上,传送臂7高度大于第一传送带1上木板的高度,与所述传送臂7相连接设有伸缩电机12,当木板缓慢从第一传送带1伸出时,传送
臂7在木板上方,此时伸缩电机12运行,将传送臂7左端向下移动将木板翻转,然后木板进入第二传送带2,传送臂7右端固定设置在箱体4上。
22.结合附图2,木板在传送臂7的作用下,从第一传送带1翻转至第二传送带2上的流程图,依次从a、b、c、d。
23.结合附图3,所述箱体4后侧开设有出板口13,所述出板口13上设有斜坡14,斜坡14高端设置在第二传送带2下侧,斜坡14低端与回收装置9相通,启动电机802,伸缩杆803带动推板804移动,将第二传送带2上不合格的木板推至斜坡14,然后进入回收装置9。
24.结合附图4,所述箱体4外侧设有控制电机802的按钮11,所述按钮11靠近显示屏10设置。
25.进一步的,所述第一传送带1、第二传送带2均为皮带、齿轮和/或链条传动的传送带。
26.本发明的工作原理:本发明在具体实施时,第一传送带1将木板向右缓缓传送至末端,当木板缓慢从第一传送带1伸出时,传送臂7在木板上方,此时伸缩电机12运行,将传送臂7左端向下移动将木板翻转,然后木板缓缓进入第二传送带2首端,第二传送带2将木板缓缓向左传送,其中,第一传送带1、第二传送带2上的木板间距一定,便于传送臂7重复对木板进行翻转传送,人们通过显示屏10看到第一摄像机5、第二摄像机6对同一个木板拍摄的照片后,检查木板是否有虫洞或者已经腐烂,若木板不合格,按下按钮11,电机802驱动伸缩杆803伸缩,伸缩杆803带动推板804将第二传送带2上不合格的木板推至斜坡14,木板经过斜坡14进入回收装置9进行回收利用。
27.本发明可以与软件相结合,通过线激光视觉传感器,高频率高分辨率采集,将3d模型进行分析,根据筛选条件做到对木材的等级分类筛选。
28.传统人工检测效率慢,检测标准有偏差,精准数据统计困难,而通过计算机的软件处理计算统计,效率大大提高,检测精度提高,检测线速度60米每分钟;检测精度百分之一内。通过应用核心算法计算体积,达到双面激光3d采集、真实模型还原显示、无接触检测等功能。
29.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1