基于视觉检测的手套分拣装置及方法与流程
1.本发明涉及手套生产、分拣、包装设备技术领域,具体涉及基于视觉检测的手套分拣装置及方法。
背景技术:
2.塑胶手套生产线中,如何自动实现合格手套与次品的筛选与分离一直是一项技术难题,按照现有的专利文献,cn201910367707.9《手套夹取装置及夹取方法》、cn202121890271.0《一种在手套视觉识别过程中用于采集图像的系统》、cn202121203476.7《手套生产线上缺陷手套模具自动识别更换装置》等专利中,主要在手套从手套模具上摘取的过程中,通过视觉检测来完成缺陷手套的筛选,在完成信号传递之后需要用相应的摘取装置进行剔除,最终手套整线传送到手套夹取装置处,将手套进行码沓。具体的方式是通过视觉检测系统将信号传递给剔除机,剔除机将缺陷手套进行摘取剔除,其余合格的手套传送到手套夹取装置处抚平和码沓。
3.上述方式中,剔除机在剔除过程中,不可避免的有次品手套未成功摘取,被手套夹取装置摘取下来,进入到后端的包装,导致不合格的手套流入至客户端,严重影响客户满意度。
4.同时,手套生产线本身空间就小,剔除机在手套生产线也要占据一定的空间,尤其是在使用多台剔除机进行分级筛选剔除时将会造成更大的空间占用。是否能够设计一种手套分级筛选生产线,取代剔除机的作用,同时提高筛选成功率与效率,成为一项重要的研究课题。
技术实现要素:
5.为解决背景技术中存在的问题,本发明提供基于视觉检测的手套分拣装置,其特征在于,其包括视觉检测系统、工控系统、分拣码沓系统,其中:
6.视觉检测系统包括设置手套生产线上的若干图像采集装置;
7.工控系统与视觉检测系统通讯连接,用于对图像采集装置采集的图像进行处理分析并生成控制指令;
8.分拣码沓系统包括:
9.用于分离合格手套与不合格手套的输送带;
10.与工控系统通讯连接的、驱动输送带正向或反向转动的动力机构。
11.进一步,所述与工控系统通讯连接的、驱动输送带正向或反向转动的动力机构为电机,工控系统通过控制电机的正转与反转,实现输送带的正向传送与反向传送,将合格手套与不合格手套分离。
12.进一步,所述视觉检测系统包括设置于手套生产线的手掌工位、撑口工位、下垂工位中的一处或多处图像采集装置。
13.进一步,还包括设置于输送带正向转动方向上的手套抚平码沓装置和设置于输送
带反向转动方向上的收纳系统。
14.进一步,所述工控系统内设若干计算模型,分别用于检测不同图像采集装置所采集的图像并判断是否有缺陷。
15.基于视觉检测的手套分拣方法,按以下的步骤进行:
16.s1:在手套生产线上设置若干图像采集装置,采集不同工位上的手套图像;
17.s2:工控系统实时获取步骤s1中采集的图像,并根据计算模型对图像进行检测分析;
18.s3:工控系统根据检测分析结果对手套进行分类,识别不合格手套;
19.s4:工控系统根据分类结果对分拣码沓系统中的动力机构输出控制指令,分别将合格手套输送至手套抚平码沓装置,将不合格手套输送至收纳系统;其具体过程包括:
20.对于分类结果为合格手套的情况,工控系统发出控制电机正转的指令,输送带将合格手套输送至手套抚平码沓装置;
21.对于分类结果为不合格手套的情况,工控系统发出控制电机反转的指令,输送带将次品手套输送至收纳系统。
22.本发明所达到的有益效果为:
23.本发明通过设置视觉检测系统对手套生产线中不同工位的手套进行检测,并根据检测结果通过电机控制手套输送带的正反转将合格手套与不合格手套进行分类输送;此工作过程实现了手套分拣、码沓的工作,将合格手套传递至后端的包装环节,检出的不合格手套100%不进入后端包装环节,进入收纳系统的次品手套由生产厂家统一处理;本发明在未使用现有机械设备剔除机的前提下完成了手套的剔除工作,节省了工作空间和成本,且解决了部分不合格手套流入到包装环节的难题。本发明的机械化和自动化程度高,为公司降低了管理成本,提高了生产效率。
附图说明
24.图1是本发明的系统结构示意图;
25.图2是本发明的流程结构示意图;
26.图3是本发明实施例2的结构示意图。
27.图中标号:
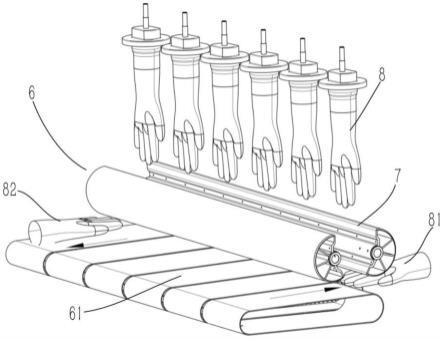
28.1、下垂工位;2、撑口工位;21、脱模机构;3、手掌工位;4、图像采集装置;5、工控系统;6、分拣码沓系统;61、输送带;8、手套模具;81、不合格手套;82、合格手套。
具体实施方式
29.为便于本领域的技术人员理解本发明,下面结合附图说明本发明的具体实施方式。
30.参照图1-3,基于视觉检测的手套分拣装置,其设置有手掌工位3、撑口工位2、下垂工位1,还设置有视觉检测系统,所述视觉检测系统包括设置于手掌工位3、撑口工位2、下垂工位1的若干图像采集装置4。工控系统5,所述工控系统5与视觉检测系统通讯连接,用于对图像采集装置4采集的图像进行处理分析并生成控制指令。分拣码沓系统6,所述分拣码沓系统6包括用于将手套从手套模具8上摘取下来的夹持装置7,手套的输送带61、设置于输送
带正向转动方向上的、用于将合格手套82抚平、码沓的手套抚平码沓装置及控制手套输送带61的电机,所述电机与工控系统5通讯连接。输送带反向转动方向上设置有收纳系统,用于对不合格手套进行分级收纳。
31.实施例1,
32.本实施例中,在手套生产线的手掌工位3、撑口工位2、下垂工位1设置若干图像采集装置4,采集不同工位上的手套图像;
33.工控系统5实时获取图像,并根据计算模型对采集的不同工位上的图像进行检测分析;
34.s3:工控系统5根据检测分析结果对手套进行分类,包括分为合格手套82和不合格手套81;所述工控系统5内设与手掌工位3、撑口工位2、下垂工位1设置若干图像采集装置4对应的若干计算模型,分别用于检测手掌工位3、撑口工位2、下垂工位1的若干图像采集装置4所采集的图像的缺陷。
35.s4:工控系统5根据分类结果对分拣码沓系统6中的电机输出控制指令,将合格手套82输送至手套抚平码沓装置,将不合格手套81输送至收纳系统;具体过程包括,对于分类结果为合格手套82的情况,工控系统5发出控制电机正转的指令,手套输送带61将合格手套82输送至手套抚平码沓装置;对于分类结果为不合格手套81的情况,工控系统5发出控制电机反转的指令,输送带将不合格手套81输送至收纳系统。
36.实施例2,
37.本实施例如图3所示,为4条手套生产线,两个外侧和两个内侧,箭头方向为手套生产线运行方向,以其中1条手套生产线为例进行说明,首先对手套生产线上的每一个手套模具8赋予编号,对于编号为i的手套模具,其通过手掌工位3、撑口工位2、下垂工位1时,图像采集装置4分别采集信息,并将图像信息传递给工控系统5。
38.如果在手掌工位3、撑口工位2、下垂工位1采集到编号i的图像信息经工控系统5进行检测分析,均无缺陷,则归为合格手套类;工控系统5发出控制电机正转的指令,输送带将合格手套82输送手套抚平码沓装置;通过手套抚平码沓装置,将无缺陷的合格手套82抚平、码沓。
39.如果在手掌工位3、撑口工位2、下垂工位1任一处采集到编号i的图像信息经工控系统5进行检测分析,判断是有缺陷的,则分类完成,归为次品类;工控系统5发出控制电机反转的指令,输送带将不合格手套输送至收纳系统进行收纳。
40.以上的本发明实施方式,并不构成对本发明保护范围的限定。任何在本发明的精神和原则之内所作的修改、等同替换和改进等,均应包含在本发明的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1