高效率轴类工件加工设备的制作方法
1.本发明属于一种加工设备,具体涉及一种高效率轴类工件加工设备。
背景技术:
2.现有技术中,轴类工件在加工时,通常需要检测轴类工件各阶梯段的外径和长度,且在检测合格后,需要对轴类工件的指定部位进行局部热处理,以加强轴类工件的强度。
3.现有技术中,对轴类工件检测以及局部热处理,通常采用多个设备分步对轴类工件检测热处理,并在加工过程中,需要频繁的转移轴类工件,步骤繁多,使得整体的加工效率较低。
技术实现要素:
4.本发明目的在于提供一种高效率轴类工件加工设备,解决了现有技术存在的步骤繁多,加工效率低等问题。
5.本发明的上述技术目的主要是通过以下技术方案解决的:一种高效率轴类工件加工设备,包括工作台,所述工作台的上方设有用于转移轴类工件且横向设置的第一传送组件,所述第一传送组件的侧壁上从左至右依次设有第一夹爪气缸、第二夹爪气缸及第三夹爪气缸,所述第一传送组件可控制第一夹爪气缸、第二夹爪气缸及第三夹爪气缸同步左右往复移动,所述第一传送组件的下方对应于工作台的顶面上从左至右依次设有用于检测轴类工件外径和轴类工件阶梯段长度的第一工位、用于对轴类工件初次热处理并固定的第二工位及用于对轴类工件回火处理并固定的第三工位,所述第一夹爪气缸夹持转移新的轴类工件至第一工位上进行检测时,所述第二夹爪气缸夹持转移检测合格的轴类工件至第二工位上进行初次热处理,所述第三夹爪气缸同时夹持转移初次热处理后的轴类工件至第三工位上进行回火处理;上述第一传送组件可控制第一夹爪气缸、第二夹爪气缸及第三夹爪气缸同步横向移动,而在工作时,第一夹爪气缸、第二夹爪气缸及第三夹爪气缸可同步夹持第一工位、第二工位及第三工位上的轴类工件进行转移,使得三个工位上的轴类工件可同时进行多种不同工序的加工,实现了多工位的同步加工,减少了多余的加工步骤,有效提高了对轴类工件的加工效率。
6.作为优选,所述第一工位上设有沿第一传送组件的传送方向设置的第二传送组件,所述第二传送组件的输出端设有水平设置的支撑板,所述支撑板的一端顶面上设有第一传感器,所述支撑板的顶面另一端设有第二传感器,所述第一传送组件将轴类工件转移至第一传感器和第二传感器之间时,所述第一传感器和第二传感器相互配合可对轴类工件上的阶梯段进行长度检测;上述第二传送组件的设置,可以通过支撑板控制第一传感器和第二传感器同步移动,以便于将第一传感器和第二传感器移动至指定位置,方便将轴类工件放置在第一传感器和第二传感器之间对轴类工件阶梯段的长度进行检测,且可以随时调整轴类工件的位置,以便于对轴类工件转移。
7.作为优选,所述第一传感器和第二传感器之间设有固定座,所述固定座上设有沿
支撑板的长度方向依次竖向设置的第一支架和第二支架,所述第一支架和第二支架的顶端均设有用于水平放置轴类工件且平行设置的v型槽,所述v型槽内壁上设有垫块;上述第一支架和第二支架可以通过v型槽的设置,对轴类工件进行支撑,使得轴类工件可固定在第一支架和第二支架上进行检测,且v型槽可适应更多尺寸的轴类工件放置,而垫块的设置,可以增加对轴类工件的保护作用。
8.作为优选,所述第一传感器和固定座之间设有可水平旋转且上下移动的压头,所述第一支架和第二支架上放置有轴类工件时,所述压头压紧在轴类工件上,所述支撑板上设有升降旋转气缸,所述升降旋转气缸的输出端通过横杆与压头连接;上述压头的设置,可以通过升降旋转气缸的控制,使得压头转动至轴类工件上并对轴类工件压紧,以便于对轴类工件进行检测,同时可以通过升降旋转气缸的控制,取消对轴类工件的压紧。
9.作为优选,所述第一传感器包括朝轴类工件一端延伸的第一感应杆,所述第二传感器包括朝轴类工件另一端延伸的第二感应杆,所述第一传感器的底部设有与支撑板连接的第一控制气缸,所述第二传感器的底部设有与支撑板连接的第二控制气缸;上述第一感应杆和第二感应杆的配合设置,可以对轴类工件上需要检测长度的阶梯段两端抵接,从而可以通过第一感应杆和第二感应杆的配合,检测出轴类工件上的阶梯段的长度,第一控制气缸和第二控制气缸分别可控制第一传感器和第二传感器的移动,使得第一感应杆的端部和第二感应杆的端部可以分别接触和远离轴类工件,保证检测的稳定进行。
10.作为优选,所述支撑板的两侧分别设有第三传感器和第四传感器,所述第三传感器的底部和第四传感器的底部均设有第三控制气缸,所述第三控制气缸通过支撑架设于工作台上,所述第三传感器和第四传感器可相互配合对轴类工件各段外径进行检测;上述第三传感器和第四传感器分别由第三控制气缸控制朝轴类工件移动,从而在检测轴类长度时,第三传感器和第四传感器可以对轴类工件的各段同步进行外径检测,使得各个检测工序同步进行,有效减少检测所需步骤,提高对轴类工件的检测效率。
11.作为优选,所述第一工位和第二工位之间设有废料盒,所述废料盒的一侧设有第一固定架,所述第一固定架的顶端设有第一横梁,所述第一横梁的端部设有上下贯穿的第一固定孔;上述废料盒的设置,在该工序中,若轴类工件不合格,可以对检测不合格的轴类工件收集,实现对废料的收集工序,而第一固定孔的设置,以便于在同一工序中,若轴类工件合格,将轴类工件插入第一固定孔中进行固定,方便后续工序对轴类工件的转移,该工序可同时实现两种操作步骤的控制,避免增加操作步骤,而增加工序进行的复杂性,降低工序进行的设备成本。
12.作为优选,所述第二工位和第三工位的下方设有淬火槽,所述淬火槽内设有喷液枪,所述第二工位上设有位于喷液枪上方的第一加热圈,所述第一加热线圈与设于工作台上的第一高频设备连接,所述第二工位和第三工位之间设有第二固定架,所述第二固定架的顶端设有第二横梁,所述第二横梁的端部设有上下贯穿的第二固定孔;上述淬火槽的设置,使得轴类工件位于第一加热圈内时,喷液枪可直接抽取淬火槽内的淬火液对位于第一加热圈内热处理后的轴类工件直接进行淬火处理,有效减少了轴类工件的转移步骤,使得轴类工件的热处理更加快捷高效,而第二固定孔的设置,以便于对淬火完毕的轴类工件固定,以便于后续工序转移轴类工件,保证轴类工件多工序同步进行的稳定有序。
13.作为优选,所述第三工位上设有第二加热圈,所述第二加热圈与设于工作台上的
第二高频设备连接,所述第三工位的后侧设有第三横梁,所述第三横梁的下方设有喷气枪,所述第三横梁的端部设有上下贯穿的第三固定孔;上述第二加热圈可对轴类工件缓慢加热至一定温度,实现对轴类工件的回火处理,且在回火处理后,可通过第三固定孔对轴类工件固定,使得喷气枪对轴类工件进行气冷处理,且在气冷处理过程中,轴类工件通过第三固定孔固定时,第三夹爪气缸可转移至前一工序等待操作,减少了空转时间,最大程度的提高了设备的有效利用率。
14.作为优选,所述第一传送组件的两端通过固定支架设于工作台上,所述第一传送组件的输出端设有连接板,所述第一夹爪气缸设于旋转气缸的输出端上且可上下翻转,所述第一夹爪气缸、第二夹爪气缸及第三夹爪气缸在连接板上均可上下移动;上述第一夹爪气缸、第二夹爪气缸及第三夹爪气缸均可以上下移动,以便于在各个工位上对轴类工件进行可靠的转移和上料,实现工序进行的自动化,有效提高了加工效率。
15.因此,本发明具有可同步进行多工序的轴类工件加工,有效减少加工所需步骤,提高对轴类工件的加工效率等特点。
附图说明
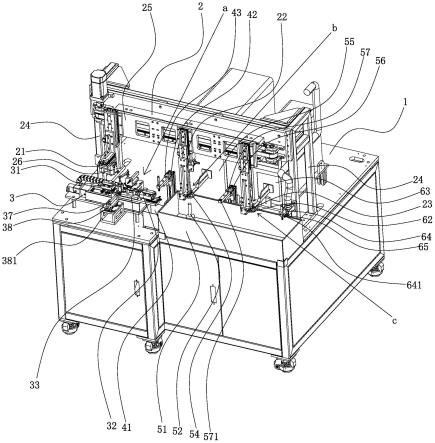
16.图1是本发明的立体结构图;图2是图中的部分结果示意图。
具体实施方式
17.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
18.如图1所示,一种高效率轴类工件加工设备,包括工作台1,工作台1的上方设有用于转移轴类工件且横向设置的第一传送组件2,第一传送组件2的侧壁上从左至右依次设有第一夹爪气缸21、第二夹爪气缸22及第三夹爪气缸23,第一传送组件2可控制第一夹爪气缸21、第二夹爪气缸22及第三夹爪气缸23同步左右往复移动,第一传送组件2的下方对应于工作台1的顶面上从左至右依次设有用于检测轴类工件外径和轴类工件阶梯段长度的第一工位a、用于对轴类工件初次热处理并固定的第二工位b及用于对轴类工件回火处理并固定的第三工位c,第一夹爪气缸21夹持转移新的轴类工件至第一工位a上进行检测时,第二夹爪气缸22夹持转移检测合格的轴类工件至第二工位b上进行初次热处理,第三夹爪气缸23同时夹持转移初次热处理后的轴类工件至第三工位c上进行回火处理;第一传送组件2的两端通过固定支架24设于工作台1上,第一传送组件2的输出端设有连接板25,第一夹爪气缸21设于旋转气缸26的输出端上且可上下翻转,第一夹爪气缸21、第二夹爪气缸22及第三夹爪气缸23在连接板25上均可上下移动,连接板上设有多个分别与第一夹爪气缸、第二夹爪气缸及第三夹爪气缸相对应的用于控制第一夹爪气缸、第二夹爪气缸及第三夹爪气缸上下移动的第四控制气缸,第四控制气缸的侧壁上设有固定板,第二夹爪气缸和第三夹爪气缸分别设于固定板的底部,而第一夹爪气缸设于旋转气缸的输出端,旋转气缸可控制第一夹爪气缸上下翻转,旋转气缸设于固定板底部。
19.上述第一传送组件可采用步进传送带、输送带或气缸、电机等可控制连接板横向移动指定距离且可往复移动的设备,上述第一夹爪气缸、第二夹爪气缸、第三夹爪气缸、旋转气缸及第四控制气缸均为目前市场上已有的产品,为现有技术,此处不再赘述,该设备工
作时,第一传送组件通过连接板控制第一夹爪气缸、第二夹爪气缸及第三夹爪气缸同步横移,第一夹爪气缸夹持轴类工件至第一工位上时,第二夹爪气缸和第三夹爪气缸分别同步横移至第二工位和第三工位上,在同一时间内,有三根轴类工件分别进行着检测、初次热处理及回火处理的工序。
20.如图1-2所示,第一工位a上设有沿第一传送组件2的传送方向设置的第二传送组件3,第二传送组件3的输出端设有水平设置的支撑板30,支撑板30的一端顶面上设有第一传感器31,支撑板30的顶面另一端设有第二传感器32,第一传送组件2将轴类工件转移至第一传感器31和第二传感器32之间时,第一传感器31和第二传感器32相互配合可对轴类工件上的阶梯段进行长度检测,第一传感器31和第二传感器32之间设有固定座33,固定座33上设有沿支撑板30的长度方向依次竖向设置的第一支架331和第二支架332,第一支架331和第二支架332的顶端均设有用于水平放置轴类工件且平行设置的v型槽333,v型槽333内壁上设有垫块334,第一传感器31和固定座33之间设有可水平旋转且上下移动的压头34,第一支架331和第二支架332上放置有轴类工件时,压头34压紧在轴类工件上,支撑板30上设有升降旋转气缸35,升降旋转气缸35的输出端通过横杆351与压头34连接,第一传感器31包括朝轴类工件一端延伸的第一感应杆311,第二传感器32包括朝轴类工件另一端延伸的第二感应杆321,第一传感器31的底部设有与支撑板30连接的第一控制气缸312,第二传感器32的底部设有与支撑板30连接的第二控制气缸322。
21.上述第二传送组件可采用步进传送带、输送带或气缸、电机等可控制连接板横向移动一定距离且可往复移动的设备,上述第一传感器和第二传感器均为目前市场上已有的接触式传感器,当第一传感器的第一感应杆端部和第二传感器的第二感应杆端部分别与轴类工件上需要检测的阶梯段两端抵接时,第一传感器和第二传感器可相互配合将相互之间的间距转化为电信号传递给外部控制器检测长度是否合格,上述升降旋转气缸为目前市场上已有的产品,为现有技术,此处不再赘述,上述升降旋转气缸可控制轴类工件压头上下移动且可带动压头水平旋转,上述第一控制气缸和第二控制气缸均为目前市场上已有的产品,为现有技术,此处不再赘述。
22.固定座位上的第一支架和第二支架位于第一传感器和第二传感器之间,第一夹爪气缸可将待检测的轴类工件送至第一支架和第二支架上,轴类工件水平放置在v型槽内,第一控制气缸和第二控制气缸分别控制第一传感器和第二传感器朝着轴类工件上的阶梯段两端移动,直至与轴类工件上的阶梯段两端抵接,第一传感器和第二传感器可相互配合对轴类工件上的阶梯段的长度进行检测,且在将轴类工件送至第一支架和第二支架上后,升降旋转气缸控制压头旋转至轴类工件上方,并向下移动,压紧轴类工件,然后开始检测。
23.支撑板30的两侧分别设有第三传感器36和第四传感器37,第三传感器36的底部和第四传感器37的底部均设有第三控制气缸38,第三控制气缸38通过支撑架381设于工作台1上,第三传感器36和第四传感器37可相互配合对轴类工件各段外径进行检测;上述第三传感器和第四传感器均为现有的接触式传感器,上述第三控制气缸为目前市场上已有的产品,为现有技术,此处不再赘述,在将轴类工件放置在第一支架和第二支架上后,第二传送组件控制轴类工件横移至第三传感器和第四传感器之间,在对轴类工件的阶梯段进行长度检测时,第三传感器和第四传感器通过第三控制气缸的控制同时朝着轴类工件的两侧移动,第三传感器和第四传感器与轴类工件的两侧分别接触,从而对轴类工件的外径检测,第
二传送组件将轴类工件移动至不同位置,可对轴类工件的各段进行外径检测。
24.如图1所示,第一工位a和第二工位b之间设有废料盒41,废料盒41的一侧设有第一固定架42,第一固定架42的顶端设有第一横梁43,第一横梁43的端部设有上下贯穿的第一固定孔431,第二工位b和第三工位c的下方设有淬火槽51,淬火槽51内设有喷液枪52,第二工位b上设有位于喷液枪52上方的第一加热圈54,第一加热线圈54与设于工作台1上的第一高频设备55连接,第二工位b和第三工位c之间设有第二固定架56,第二固定架56的顶端设有第二横梁57,第二横梁57的端部设有上下贯穿且位于淬火槽51上方的第二固定孔571,第三工位c上设有第二加热圈62,第二加热圈62与设于工作台1上的第二高频设备63连接,第三工位c的后侧设有第三横梁64,第三横梁64的下方设有喷气枪65,第三横梁64的端部设有上下贯穿的第三固定孔641。
25.废料盒可对检测不合格的轴类工件进行收集,上述淬火槽内盛装有水、油等淬火液,喷液枪为目前市场上已有的产品,为现有技术,此处不再赘述,喷液枪可抽取淬火槽内的淬火液,并将淬火液朝上喷射,对局部热处理后的轴类工件进行淬火处理,上述第一加热圈和第二加热圈分别与第一高频设备和第二高频设备电连接,第一加热圈、第二加热圈、第一高频设备、第二高频设备均为目前市场上已有的产品,为现有技术,此处不再赘述,上述喷气枪与外部抽气设备连接,可喷出普通气体将轴类工件风干。
26.在对轴类工件检测的同时,第二夹爪气缸夹持一根检测合格的轴类工件呈竖直状态位于第一加热圈内,第一加热圈对轴类工件的指定段进行初次热处理,与此同时,第三夹爪气缸夹持一根初次热处理后的轴类工件呈竖直状态位于第二加热圈内,第二加热圈对轴类工件的指定段加热至一定温度,进行回火处理,对轴类工件检测完毕后,合格的轴类工件通过第一夹爪气缸夹持并翻转成竖直状态,通过第一传送组件的控制移动至第一固定孔的位置处并向下插入第一固定孔内,若轴类工件不合格,第一夹爪气缸夹持检测完毕的轴类工件至废料盒的上方,并松开轴类工件,将轴类工件丢入废料盒内。
27.此时,第二夹爪气缸将上一位于第一固定孔内且检测合格的轴类工件夹持并通过第一传送组件同步转移至第一加热圈内进行初次热处理,在对轴类工件的指定段初次热处理结束后,喷液枪抽取淬火槽内的淬火液,并将淬火液朝着热处理后的轴类工件指定段喷射,进行淬火处理,淬火完毕后,第一传送组件控制第二夹爪气缸夹持着轴类工件移动至第二固定孔处并将轴类工件插入第二固定孔内。
28.与此同时,第三夹爪气缸将上一位于第二固定孔内的初次热处理后的轴类工件通过第一传送组件同步转移至第二加热圈内进行回火处理,将轴类工件的指定段加热一定温度,以减小或消除淬火钢件中的内应力,或者降低其硬度和强度,以提高其延性或韧性,在对轴类工件的指定段回火处理结束后,第一传送组件控制第三夹爪气缸夹持着轴类工件移动至第三固定孔处并将轴类工件插入第三固定孔内,此时喷气枪喷出气体,对着回火处理后的轴类工件指定段进行风干处理,从而完成对轴类工件的加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1