成型装置及成型品取下检测方法与流程
成型装置及成型品取下检测方法
1.相关申请的交叉引用
2.本技术要求基于2021年7月1日提出申请的申请号为2021-109856的日本专利申请的优先权,其公开的全部内容通过参照而并入本技术。
技术领域
3.本公开涉及成型装置和检测成型品的取下的方法。
背景技术:
4.在成型装置中,进行成型所得的成型品从模具的取下的检测。例如,在日本特开2000-5862号公报中公开了如下技术:在压铸装置中,在开模后的固定模与可动模对向的区域内从可动模推出的成型品被配置于接收板的时间点,检测出成型品的取下。
5.但是,在上述现有技术的成型品取下的检测中,即使在从可动模推出的成型品的一部分贴附于可动模的状态下,也有可能误检测为成型品已被取下。因此,有可能在因误检测而开始的之后的动作中产生不良情况。
技术实现要素:
6.发明所要解决的课题
7.因此,期望能够高精度地检测成型装置中的成型品的取下的技术。
8.本公开能够以如下形式实现。
9.(1)本公开的一个方式的成型装置具备:模具,由固定模和可动模构成,所述固定模和可动模具有包含彼此对向并紧贴的平面的模面;及取下检测装置,对由所述模具成型的成型品已从所述固定模和所述可动模中的任一方的模面取下进行检测。所述取下检测装置具有:第一传感器,在沿着所述模面的平面的第一检测方向上检测贴附存在于所述模面的所述成型品;及第二传感器,在与所述第一传感器在所述第一检测方向上检测的所述成型品的位置不同的位置,在沿着所述模面的平面的第二检测方向上检测贴附存在于所述模面的所述成型品,在所述第一传感器和所述第二传感器这两者的检测状态成为不存在所述成型品的状态的情况下,检测出所述成型品的取下。
10.根据该成型装置,在第一传感器和第二传感器这两者的检测状态成为不存在成型品的状态的情况下,检测出成型品的取下,因此能够高精度地对成型品处于从型腔取下的状态进行检测。
11.(2)在上述方式的成型装置中,也可以是,在正面观察所述模面的状态下,所述第一检测方向和所述第二检测方向是相互交叉的方向。
12.根据该成型装置,由于能够将第一传感器和第二传感器检测成型品的存在的沿着模面的范围设为宽范围,因此能够更高精度地对成型品处于从模面取下的状态进行检测。
13.(3)在上述方式的成型装置中,也可以是,所述取下检测装置还具有第三传感器,该第三传感器对在从所述模面取下了所述成型品的状态下所述成型品的特定部位所存在
的位置处的所述成型品的特定部位进行检测,在所述第一传感器和所述第二传感器这两者的检测状态成为不存在所述成型品的状态、且所述第三传感器的检测状态成为检测出所述特定部位的状态的情况下,检测出所述成型品的取下。
14.根据该成型装置,在第一传感器和第二传感器这两者的检测状态成为不存在成型品的状态、且第三传感器的检测状态成为检测出特定部位的状态的情况下,检测出成型品的取下,因此能够提高成型品处于从模面取下的状态的可靠性,由此能够更高精度地进行检测。
15.(4)在上述方式的成型装置中,也可以是,所述成型品包括主体部和附随于所述主体部而成型的附随部,所述第一传感器及所述第二传感器检测的所述成型品的对象是所述主体部,所述第三传感器检测的所述特定部位是所述附随部的部分。
16.根据该成型装置,不仅能够检测主体部从模面的取下,还能够对主体部之外的附随部已从模面取下进行检测,由此能够提高成型品处于从模面取下的状态的可靠性。
17.本公开不仅能够以上述方式的成型装置来实现,还能够以取下检测装置等各种方式来实现。
附图说明
18.图1是合模状态下的压铸装置的俯视图。
19.图2是开模状态下的压铸装置的俯视图。
20.图3是开模状态下的压铸装置的侧视图。
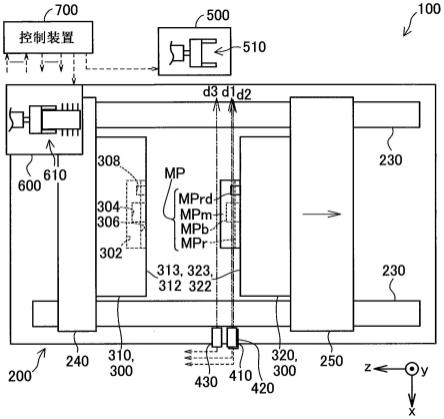
21.图4是开模状态下的压铸装置的主视图。
22.图5是表示成型品的取出动作和脱模剂的喷涂动作的状况的时序图。
23.图6是表示成型品的拔出开始时的状态的说明图。
24.图7是表示成型品的拔出过程的第一状态的说明图。
25.图8是表示成型品的拔出过程的第二状态的说明图。
26.图9是表示成型品的拔出过程的第三状态的说明图。
27.图10是表示将成型品取出到模具的外部的状态的说明图。
28.图11是表示使喷涂盒移动到模具内的状态的说明图。
具体实施方式
29.a.实施方式:
30.图1至图4是概略地表示作为本公开的一个实施方式的压铸装置100的结构图。图1是合模状态下的压铸装置100的俯视图,图2是开模状态下的压铸装置100的俯视图。图3是开模状态下的压铸装置100的侧视图。图4是开模状态下的压铸装置100的主视图。另外,在图3中,为了便于图示,省略了后述的取出装置500和涂布装置600而示出。另外,图4也同样地省略了后述的合模装置200的固定模板240、模具300的固定模310、取出装置500及涂布装置600而示出。另外,各图所示的x、y、z表示相互正交的三个方向。y方向对应于压铸装置100的上下方向,x方向对应于压铸装置100的左右方向,z方向对应于压铸装置100的前后方向。另外,如后所述,压铸装置100的前后方向与模具300的可动模320相对于固定模310沿着连接杆230移动的方向对应。
31.压铸装置100是如下的成型装置:向合模状态下的模具300(参照图1)内的空间即型腔302填充成型材料,并使成型材料在模具300内凝固,由此制作成型品mp。成型材料例如是处于液态或固液共存状态的凝固前的金属材料。凝固前的金属材料也被称为熔液。作为金属材料,例如包括铝或铝合金、锌合金、镁合金等各种材料。
32.压铸装置100具备合模装置200、模具300、三个传感器410、420和430、取出装置500、涂布装置600、控制装置700。
33.模具300大致分为固定模310和可动模320。固定模310具有朝向可动模320侧的模面312,可动模320具有朝向固定模310侧的模面322。在合模状态下的模具300(参照图1)中,模面312和模面322在各自的外周部具有彼此对向并紧贴的平面313(沿着xy平面的平面)和平面323(沿着xy平面的平面),在各自的中央部具有构成与成型品的形状对应的模具空间即型腔302的凹凸。另外,设置有作为用于将成型材料向型腔302引导的流路的余料部304和浇道部306、作为用于将型腔302内的空气或气体向模具外排出的流路的减压浇道部308等。固定模310和可动模320既可以是直接雕刻加工,也可以是嵌入加工。固定模310和可动模320也可以是组合有型芯等的结构。模具300也可以在内部设有使制冷剂流通的制冷剂流路。
34.合模装置200通过控制装置700的控制,利用未图示的驱动装置例如液压缸的驱动力来进行模具300的开闭和合模。所谓模具300的合模,意味着在模具300闭模后,以比闭模时的压力大的压力向闭合模具300的方向对模具300进行加压的工序。
35.合模装置200具有固定模板240和可动模板250。在固定模板240固定有固定模310。在可动模板250固定有可动模320。可动模板250与固定模板240相对。可动模板250能够沿着连接杆230向接近固定模板240的方向(图1的箭头方向,+z方向)和远离固定模板240的方向(图2的箭头方向,-z方向)移动。合模装置200通过利用未图示的驱动装置的驱动力使可动模板250移动,由此进行用于开闭模具300的闭模和开模、及模具300的合模。
36.在开始成型品mp的成型的情况下,如图1所示,合模装置200按照控制装置700的控制,使可动模板250向接近固定模板240的方向移动,执行模具300的闭模和合模。然后,未图示的注射装置按照控制装置700的控制,向合模状态下的模具300内的型腔302注射成型材料,执行成型材料向型腔302的填充。填充到型腔302中的凝固前的成型材料通过被模具300夺取热量,由此被冷却而凝固。另外,残存于余料部304、浇道部306、减压浇道部308等的成型材料也同样被冷却而凝固。其结果是,成型品mp被成型。
37.成型品mp包括在型腔302中成型的主体部mpm和附随于主体部mpm而成型的附随部。主体部mpm是成型品mp中的必要部分。附随部包括作为与余料部304对应的部分的余料mpb、作为与浇道部306对应的部分的浇道mpr、作为与减压浇道部308对应的部分的减压浇道mprd等,是作为成型品mp不需要的部分。
38.在进行了成型品mp的成型之后,如图2及图3所示,合模装置200按照控制装置700的控制,使可动模板250向远离固定模板240的方向移动,执行模具300的开模。另外,在可动模320的模面322设置有具有向型腔302侧突出的凸部(未图示)的构造。通过该构造,在进行模具300的开模时,能够使成型所得的成型品mp贴附于可动模320的模面322侧。
39.取出装置500是如下的搬出装置:按照控制装置700的控制,进行贴附于可动模320的模面322的成型品mp的取下、取下的成型品mp向模具300的外部即压铸装置100的外部的
取出、及向后续工序的输送。另外,模具300的外部意味着比开模状态下的固定模310的模面312与可动模320的模面322之间的区域更靠外侧的区域。例如,如图1及图2所示,取出装置500设置于合模装置200的一个侧方(-x方向侧的侧方)。作为取出装置500,例如可以使用在前端安装有把持手510的臂式机器人。
40.取出装置500用把持手510把持成型品mp,通过将所把持的成型品mp从可动模320的模面322拔出而取下成型品mp,并将取下的成型品mp取出到模具300的外部即压铸装置100的外部,向后续工序输送。另外,由把持手510把持成型品mp的部位被设定于预先确定的部分。在本例中,将余料mpb设为把持部位。后续工序例如包括冷却工序、从成型品mp除去浇道等不需要部分的工序等。
41.涂布装置600是如下的装置:按照控制装置700的控制,从喷涂盒610向固定模310的模面312和可动模320的模面322喷涂脱模剂的装置。例如,如图1和图2所示,涂布装置600设置于固定模板240的上部。作为涂布装置600,例如可以使用在前端安装有喷涂盒610的臂式机器人。
42.三个传感器410、420、430是根据通过投光部投射的光被检测物体反射而产生的受光部的受光量的变化来检测有无检测物体的传感器。传感器410、420、430优选使用例如红外线传感器或激光传感器等利用指向性高的光的传感器。但是,不限定于此,并不限定于利用指向性高的光的传感器,也可以是在物体的检测方向上具有高指向性的各种传感器。
43.如图2及图4所示,三个传感器410、420、430相对于合模装置200设置于与取出装置500相反的一侧(+x方向侧)的可动模320的外侧的侧方。第一传感器410和第二传感器420在可动模320的移动方向(z方向)上设置于模面322的附近,以检测贴附存在于模面322的成型品mp。第三传感器430在可动模320的移动方向上设置于比第一传感器410和第二传感器420远离模面322的位置,以检测通过取出装置500从可动模320拔出的状态下的成型品mp的特定部位的存在。
44.第一传感器410被设置为如下朝向:利用向沿着模面322的平面323(沿着xy平面的面)的第一检测方向d1投射的光,检测贴附于模面322的成型品mp当中的主体部mpm的存在。第二传感器420也被设置为如下朝向:利用向沿着模面322的平面323的第二检测方向d2投射的光,检测贴附于模面322的成型品mp当中的主体部mpm的存在。第一传感器410和第二传感器420在从检测出主体部mpm的存在的状态变为未检测出主体部mpm的存在的状态的情况下,检测出主体部mpm成为从模面322拔出的状态。但是,如图4所示,第一传感器410的第一检测方向d1和第二传感器420的第二检测方向d2被设定成在正面观察模面322的状态下相互交叉,第一传感器410检测的成型品mp的位置和第二传感器420检测的成型品mp的位置成为沿着上下方向(y方向)的不同位置。另外,检测方向表示从传感器投射的光的光轴的方向。
45.第三传感器430被设置为如下朝向:利用向沿着模面322的第三检测方向d3投射的光,检测处于从可动模320拔出的状态的成型品mp中的特定部位的存在。另外,在本例中,特定部位被设定为减压浇道mprd。但是,并不限定于此,只要将能够确认成型品mp处于被拔出的状态的任一部位设定为特定部位即可。在该情况下,第三传感器430能够检测在成型品mp被拔出的状态下,在所设定的特定部位应存在的位置是否存在特定部位。
46.另外,如图1和图2所示,三个传感器410、420、430通过未图示的安装构件而固定于
可动模板250,使得即使可动模320的位置变化,也能够相对于可动模320的模面322保持上述的位置关系。
47.控制装置700是具备执行逻辑运算的处理器和rom、ram等存储器的计算机。控制装置700通过处理器执行预先存放在存储器中的程序,作为控制合模装置200、取出装置500、涂布装置600及未图示的注射装置等的动作的控制部发挥功能,并作为检测成型品mp的取下的检测部发挥功能。控制装置700利用控制线与合模装置200、取出装置500、涂布装置600及未图示的注射装置等分别连接。控制装置700通过经由控制线向合模装置200、取出装置500、涂布装置600及注射装置等分别供给控制信号,由此控制各自的动作。另外,控制装置700利用检测信号线与三个传感器410、420、430分别连接。控制装置700根据从三个传感器410、420、430分别经由检测信号线供给的检测信号的状态,检测成型品mp从可动模320的模面322的取下。三个传感器410、420、430及控制装置700相当于本实施方式中的取下检测装置。另外,压铸装置100的各部的功能的一部分或全部也可以通过硬件电路来实现。
48.上述压铸装置100按照控制装置700的控制,在图1所示的合模状态下进行成型品mp的成型后,在图2所示的开模状态下,如以下说明的那样,利用取出装置500进行成型品mp的取下、取出及输送,并利用涂布装置600进行脱模剂向模具300的喷涂。
49.图5是表示成型品mp的取出动作和脱模剂的喷涂动作的状况的时序图。另外,在图5中,作为比较例示出了由设置于模具300的外侧的外部检测传感器检测成型品mp的取下的情况下的喷涂动作的状况。
50.在使模具300成为开模状态(参照图2)之后,取出装置500在时刻t1~时刻t2之间使把持手510向拔出位置移动来把持成型品mp,在时刻t2~时刻t3之间拔出成型品mp而执行取下。另外,三个传感器410、420、430的检测信号在从时刻t2的拔出开始定时到如后所述在时刻t5指示涂布装置600开始涂布动作为止的期间,作为有效的信号进行处理。
51.图6是表示成型品mp的拔出开始时的状态的说明图。图6表示在时刻t2(参照图5)开始基于拔出的取下的时间点的由把持手510把持的成型品mp的状态。在该状态下,在第一传感器410的第一检测方向d1和第二传感器420的第二检测方向d2上存在成型品mp的主体部mpm,在第三传感器430的检测方向d3上不存在成型品mp。在该情况下,如图5所示,第一传感器410及第二传感器420的检测信号成为开启状态,第三传感器430的检测信号成为关闭状态。即,第一传感器410的检测信号为开启状态表示第一传感器410的检测状态为在第一检测方向d1上存在成型品mp的状态,具体而言,为存在主体部mpm的状态。同样,第二传感器420的检测信号为开启状态表示第二传感器420的检测状态为在第二检测方向d2上存在成型品mp的主体部mpm的状态。另外,第三传感器430的检测信号为关闭状态表示第三传感器430的检测状态为在第三检测方向d3上不存在作为成型品mp的特定部位的减压浇道mprd的状态。在该情况下,成型品mp的主体部mpm和减压浇道mprd未从模面322拔出,成型品mp不被确认为已从模面322取下的状态。
52.图7是表示成型品mp的拔出过程的第一状态的说明图,图8是表示成型品mp的拔出过程的第二状态的说明图,图9是表示成型品mp的拔出过程的第三状态的说明图。
53.如图7所示,在从时刻t2到时刻t3(参照图5)之间的第一状态下,成型品mp通过拔出而向远离模面322的方向(+z方向)移动。但是,仍是在第一传感器410的检测方向d1和第二传感器420的检测方向d2上存在主体部mpm,且在第三传感器430的检测方向d3上不存在
作为特定部位的减压浇道mprd的状态。在该情况下,如图5所示,第一传感器410及第二传感器420的检测信号保持开启状态,第三传感器430的检测信号保持关闭状态。
54.如图8所示,在时刻t3(参照图3)的第二状态下,通过由拔出引起的成型品mp的移动,在第一传感器410的检测方向d1和第二传感器420的检测方向d2上不再存在成型品mp,在第三传感器430的检测方向d3上存在减压浇道mprd。在该情况下,第一传感器410及第二传感器420的检测信号从开启状态变为关闭状态,第三传感器430的检测信号从关闭状态变为开启状态。即,第一传感器410的检测信号为关闭状态表示第一传感器410的检测状态为在第一检测方向d1上不存在成型品mp的主体部mpm的状态。同样,第二传感器420的检测信号为关闭状态表示第二传感器420的检测状态为在第二检测方向d2上不存在成型品mp的主体部mpm的状态。另外,第三传感器430的检测信号为开启状态表示第三传感器430的检测状态为在第三检测方向d3上存在成型品mp的减压浇道mprd的状态。由此,确认了成型品mp的主体部mpm和减压浇道mprd从模面322离开,成型品mp处于从模面322拔出的状态、即被取下的状态。
55.但是,不是在确认了成型品mp的拔出的时间点结束拔出动作,而是如图9所示,在时刻t3_1等待第三传感器430的检测信号从开启状态变为关闭状态,确定拔出、即取下,结束拔出动作。在该情况下,提高了成型品mp的拔出的可靠性。另外,也可以在第一传感器410及第二传感器420的检测信号从开启状态变为关闭状态,第三传感器430的检测信号从关闭状态变为开启状态,由此确认了成型品mp的拔出的时间点,结束拔出动作。
56.然后,如图5所示,取出装置500从时刻t4开始所取下的成型品mp向-x方向(参照图8)的移动,执行向模具300的外部的取出。
57.图10是表示将成型品mp取出到模具300的外部的状态的说明图。图10表示把持着成型品mp的取出装置500的把持手510向-x方向移动至不与涂布装置600的喷涂盒610向模具300的内部的移动干涉的干涉外的位置的时刻t5(参照图5)的状态。另外,达到干涉外的位置的时刻t5按照根据把持手510的移动速度和移动距离求出的经过时间来决定。另外,也可以通过检测向干涉外的位置的移动的检测传感器来决定时刻t5。
58.在时刻t5,如上所述,把持着成型品mp的把持手510处于不妨碍喷涂盒610向模具300内的移动的干涉外的位置。因此,涂布装置600在时刻t5开始涂布动作。
59.图11是表示使喷涂盒610移动到模具300内的状态的说明图。当在时刻t5开始了涂布动作时,涂布装置600使喷涂盒610移动到固定模310的模面312与可动模320的模面322之间,执行脱模剂的喷涂。
60.另一方面,在比较例的情况下,如图5所示,在通过从时刻t4起的取出动作使成型品mp移动至外部检测位置,在时刻t6设置于模具300的外部的外部检测传感器成为开启状态,由此确认了成型品mp被取出到模具300的外部的情况下,开始涂布动作。
61.因此,相对于比较例的情况下的涂布开始的时刻为t6的情况,实施方式的压铸装置100能够使涂布开始的时刻为t5,因此能够实现涂布开始时间的缩短化,由此能够实现制造的周期时间的缩短化。
62.另外,通过第一传感器410和第二传感器420这两者成为关闭状态,由此检测出成为不存在成型品mp的主体部mpm的状态的情况。并且,第一传感器410的第一检测方向d1和第二传感器420的第二检测方向d2成为在沿着模面322的面(沿着xy平面的面)内交叉的方
向(参照图4)。由此,能够使第一传感器410和第二传感器420检测成型品mp的存在的范围在上下方向(y方向)上为宽范围。由此,能够高精度地检测成型品mp处于从可动模320的模面322取下的状态的情况。
63.而且,通过在第一传感器410和第二传感器420这两者的检测状态为不存在成型品mp的主体部mpm的状态(关闭状态)下,第三传感器430成为开启状态,由此能够检测出作为附随于主体部mpm的不需要部分的减压浇道mprd处于从模面322取下的状态的情况。由此,能够提高成型品mp处于从模面322取下的状态的可靠性,能够更高精度地检测成型品mp处于从模面322取下的状态的情况。
64.b.其他实施方式:
65.(b1)上述实施方式的取出装置500作为使用在前端安装有把持手510的臂式机器人,利用把持手510把持成型品mp的余料mpb的装置进行了说明,但并不限定于此。例如,也可以使用安装有吸附手的臂式机器人,利用吸附手吸附余料mpb。另外,取出装置500并不限定于臂式机器人,只要是具有能够通过把持或吸附来固定成型品的预先确定的部分,将所固定的成型品取下,并将取下的成型品取出到模具的外部的机构的装置即可。另外,固定成型品mp的部位不需要是余料mpb,只要是预先确定的部分即可。
66.(b2)上述实施方式的涂布装置600作为使用在前端安装有喷涂盒610的臂式机器人的装置进行了说明,但并不限定于此。只要是具有能够将喷涂盒610移动到固定模310的模面312和可动模320的模面322的位置,并向模面312和模面322喷涂脱模剂的机构的装置即可。
67.(b3)上述实施方式的压铸装置100根据三个传感器410、420、430的检测状态来检测成型品mp的取下,但也可以根据两个传感器410、420的检测状态来检测成型品mp的取下。在该情况下,虽然不能检测如减压浇道mprd那样的附随于主体部mpm而成型的不需要部分的取下,但能够高精度地检测成型品mp的主体部mpm已从可动模320的模面322取下的情况。
68.(b4)在上述实施方式的压铸装置100中,以第一传感器410的第一检测方向d1和第二传感器420的第二检测方向d2为在沿着模面322的面(沿着xy平面的面)内交叉的方向的情况为例进行了说明。但是,并不限定于此,第一传感器410的第一检测方向d1和第二传感器420的第二检测方向d2也可以在沿着模面322的面(沿着xy平面的面)内的沿着上下方向(y方向)的不同位置成为平行的方向。即,第一传感器410的第一检测方向d1和第二传感器420的第二检测方向d2只要设定成在沿着模面322的面内的沿着上下方向的不同位置检测成型品mp即可。在该情况下,也能够高精度地检测成型品mp处于从可动模320的模面322取下的状态的情况。
69.(b5)上述实施方式的压铸装置100以成型所得的成型品mp贴附于动模320的模面322的情况为例进行了说明,但也能够应用于贴附于固定模310的模面312的情况。但是,在该情况下,只要第一传感器410和第二传感器420在可动模320的移动方向(z方向)上设置于固定模310的模面312的附近,第三传感器430设置于比第一传感器410和第二传感器420远离模面312的位置即可。
70.(b6)上述实施方式以将金属材料作为成型材料的压铸装置为例进行了说明,但并不限定于此,在将树脂材料作为成型材料的注塑成型装置等各种成型装置中也同样能够适用。
71.本公开并不限于上述实施方式,能够在不脱离本公开的主旨的范围内以各种结构来实现。例如,为了解决上述课题的一部分或全部,或者为了实现上述效果的一部分或全部,与发明内容一栏所记载的各方式中的技术特征对应的实施方式的技术特征可以适当地进行替换、组合。此外,如果该技术特征未被作为本说明书中所必需的技术特征而说明,则可以适当地删除。
72.标号说明
73.100
…
压铸装置、200
…
合模装置、230
…
连接杆、240
…
固定模板、250
…
可动模板、300
…
模具、302
…
型腔、304
…
余料部、306
…
浇道部、308
…
减压浇道部、310
…
固定模、312
…
模面、320
…
可动模、322
…
模面、410
…
第一传感器、420
…
第二传感器、430
…
第三传感器、500
…
取出装置、510
…
把持手、600
…
涂布装置、610
…
喷涂盒、700
…
控制装置、mp
…
成型品、mpb
…
余料、mpm
…
主体部、mpr
…
浇道、mprd
…
减压浇道、d1
…
第一检测方向、d2
…
第二检测方向、d3
…
第三检测方向。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1