一种瓶罐类分选回收系统的制作方法
1.本发明涉及垃圾分类回收技术领域,尤其涉及一种瓶罐类分选回收系统。
背景技术:
2.随着城市化进程逐步加快,垃圾分类与回收已经成为重点专治项目,每年回收的垃圾能创造巨大的价值,例如发电等。目前的垃圾分类处于起步阶段,各类垃圾分类也应运而生。
3.对于瓶罐类可回收垃圾主要是易拉罐、塑料瓶、玻璃瓶等不同材料制作的瓶,在垃圾回收处理时需要分类处理,但是投放时却是投放在一块,在垃圾回收处理过程中仍大部分处于传统的人工分拣状态。当前端收运体系逐渐完善时,收运体量将逐步扩大,人工压力繁重,同时瓶罐类种类繁多,并且每种瓶罐需要区分材质或者颜色等,如果仅靠人工难以准确区分。
4.现有技术中,针对上述问题提出了自动分选,但是现有市场上对于回收的瓶罐类可回收物进行大类筛选后,不能根据每一类瓶罐类物品的不同材料或者颜色等性能进行有效自动的筛选。
5.因此,亟需提供一种瓶罐类分选回收系统以解决上述技术问题。
技术实现要素:
6.本发明的目的在于提供一种瓶罐类分选回收系统,能将瓶罐类可回收物进行大类筛选,且能针对没一类物品的不同材料或者颜色等性能进行有效筛选,能直接与下游的原材料深加工行业衔接使用。
7.为达此目的,本发明采用以下技术方案:
8.一种瓶罐类分选回收系统,包括:
9.磁选机,被配置为筛选出铁质易拉罐,所述磁选机的第一出口衔接有用于打包所述铁质易拉罐的第一金属打包机;
10.玻璃分离机,被配置为筛选出玻璃瓶,所述玻璃分离机的进口与所述磁选机的第二出口衔接;
11.玻璃粉碎机,所述玻璃粉碎机的进口与所述玻璃分离机的第一出口衔接,所述玻璃粉碎机被配置为粉碎所述玻璃瓶;
12.负压分选机,所述负压分选机的进口与所述玻璃粉碎机的出口衔接,所述负压分选机被配置为分离玻璃碎和标签纸,并回收标签纸;
13.颜色分选机,与所述负压分选机的出口衔接,所述颜色分选机被配置为分类筛选不同颜色的玻璃;
14.涡流分选机,所述涡流分选机的进口与所述玻璃分离机的第二出口衔接,所述涡流分选机被配置为分离塑料瓶和铝制易拉罐,所述涡流分选机的第一出口衔接有用于打包所述铝制易拉罐的第二金属打包机;
15.塑料分选机,所述塑料分选机的进口与所述涡流分选机的第二出口衔接,所述塑料分选机被配置为分选出不同材质的塑料瓶,并且分别进行打包。
16.作为上述的瓶罐类分选回收系统的一种可选技术方案,所述玻璃分离机包括:
17.玻璃分离输送机构,所述玻璃分离输送机构的进口与所述磁选机的第二出口衔接,所述玻璃分离输送机构的第一出口与所述玻璃粉碎机的进口衔接,所述玻璃分离输送机构的第二出口与所述涡流分选机的进口衔接;
18.拨料机构,设置于所述玻璃分离输送机构的上方,所述拨料机构被配置为分离出所述玻璃瓶,并使所述玻璃瓶朝向所述玻璃粉碎机的进口移动,使其他瓶罐朝向所述涡流分选机的进口移动。
19.作为上述的瓶罐类分选回收系统的一种可选技术方案,所述磁选机的第二出口置于所述玻璃分离输送机构一端的一侧面,所述玻璃粉碎机的进口设置于所述玻璃分离输送机构的另一侧面,所述玻璃分离输送机构由设置有所述磁选机的一侧向另一侧向下倾斜设置,所述涡流分选机的进口与所述玻璃分离输送机构的另一端衔接,所述拨料机构能使所述玻璃瓶朝向所述粉碎机的进口移动,所述玻璃分离输送机构能将所述拨料机构分离出的其他瓶罐运输至所述涡流分选机的进口处。
20.作为上述的瓶罐类分选回收系统的一种可选技术方案,所述拨料机构包括:
21.多个拨料皮带传输组件,多个所述拨料皮带传输组件沿所述玻璃分离输送机构的宽度间隔设置,所述拨料皮带传输组件的传送方向与所述玻璃分离输送机构的传送方向相同;
22.挡块,每个所述拨料皮带传输组件的传送带的一侧边缘沿周向柔性悬挂有若干所述挡块,所述挡块与所述玻璃分离输送机构的传输表面接触。
23.作为上述的瓶罐类分选回收系统的一种可选技术方案,所述塑料分选机包括:
24.光电分选机构,所述光电分选机构包括分选输送通道组件,所述分选输送通道组件的进口与所述涡流分选机的第二出口衔接;
25.中转机构,与所述分选输送通道组件衔接,且所述中转机构衔接有多个塑料瓶缓存仓;
26.所述光电分选机构能将不同材质的塑料瓶分选出并通过所述中转机构传输至不同的所述塑料瓶缓存仓内。
27.作为上述的瓶罐类分选回收系统的一种可选技术方案,
28.所述分选输送通道组件包括多个分选输送通道,其中设定第一个所述分选输送通道的第一端与所述涡流分选机的第二出口衔接,每个所述分选输送通道靠近所述涡流分选机的一端均设有振动件;
29.所述光电分选机构还包括:
30.气力输送组件,设置于所述分选输送通道组件的第二端,所述气力输送组件被配置为驱动所述分选输送通道上的塑料瓶落到所述中转机构上;
31.材质识别组件,用于识别所述分选输送通道上的塑料瓶的材质,以使所述中转机构将不同材质的塑料瓶传输至不同的所述塑料瓶缓存仓内。
32.作为上述的瓶罐类分选回收系统的一种可选技术方案,所述中转机构包括:
33.非塑料瓶中转通道,与第一个所述分选输送通道的第二端衔接,所述非塑料瓶中
转通道被配置为运输通过所述气力输送组件筛选出的非塑料瓶的物体;
34.多个塑料瓶中转通道,设置于所述分选输送通道的下方,每个所述塑料瓶中转通道的第一端与对应的所述分选输送通道的第二端衔接,以承接通过所述气力输送组件筛选剩余的塑料瓶,每个所述塑料瓶中转通道的第二端与相邻的所述分选输送通道的第一端衔接,且该相邻的所述分选输送通道的第一端设有能将所述塑料瓶中转通道上的塑料瓶输送至该相邻的所述分选输送通道上的气力驱动件;
35.多个塑料瓶缓存中转通道,所述塑料瓶缓存中转通道的一端与所述分选输送通道的第二端衔接,另一端与所述塑料瓶缓存仓衔接,所述塑料瓶缓存中转通道用于输送通过所述气力输送组件筛选出的指定材质的塑料瓶至所述塑料瓶缓存仓内。
36.作为上述的瓶罐类分选回收系统的一种可选技术方案,所述塑料分选机还包括刺破压扁机,所述刺破压扁机设置于所述涡流分选机和所述光电分选机构之间,所述刺破压扁机被配置为刺破并压扁所述塑料瓶。
37.作为上述的瓶罐类分选回收系统的一种可选技术方案,所述塑料分选机还包括:
38.脱标机,所述脱标机被配置为去掉塑料瓶上的标签纸,所述脱标机的进口与所述塑料瓶缓存仓选择性连通;
39.塑料瓶打包机,所述塑料瓶打包机的进口与所述脱标机的出口连通。
40.作为上述的瓶罐类分选回收系统的一种可选技术方案,
41.输送机构,用于存储并输送待分类的瓶罐;
42.阶梯筛,所述阶梯筛的进口与所述输送机构的出口衔接,所述阶梯筛的出口与所述磁选机的进口衔接,所述阶梯筛用于分离所述输送机构输送的待分类瓶罐中掺杂的杂质,并将所述待分类的瓶罐输送至所述磁选机。
43.本发明的有益效果:
44.本发明提供的瓶罐类分选回收系统,磁选机能将铁质易拉罐筛选出,并通过第一金属打包机打包,玻璃分离机能筛选出玻璃瓶,筛选出的玻璃瓶通过粉碎机粉碎后再经过负压分选机分选出玻璃碎和标签纸,避免玻璃碎中掺杂其他杂质,筛选的玻璃碎通过颜色分选机将不同颜色的玻璃碎分别筛选出来,以便于后续对玻璃碎的深加工;筛选出玻璃瓶后剩余的瓶罐进入涡流分选机,涡流分选机分离塑料瓶和铝制易拉罐,铝制易拉罐被第二金属打包机打包,塑料瓶进入塑料分选机,塑料分选机将不同材质的塑料瓶进行分类并分别进行打包;本发明提供的瓶罐类分选回收系统,不仅能分选出不同种类的瓶罐,还能将同一类不同材质或者不同颜色的瓶罐进行分类,以便于后续的深加工,能直接与下游的原材料深加工行业衔接使用,代替了人工分类,避免了转运站内人工大面积作业造成脏乱差的环境的问题,并且不污染工人的操作环境,还提高了分类效率和分类的准确性。
附图说明
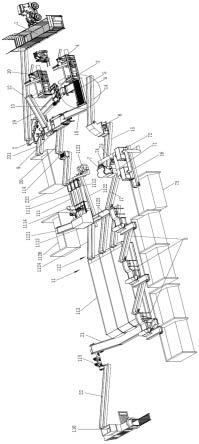
45.图1是本发明实施例提供的瓶罐类分选回收系统的整体结构示意图;
46.图2是本发明实施例提供的输送机构的结构示意图;
47.图3是图1的a处局部放大结构示意图;
48.图4是图3的b处局部放大示意图;
49.图5是本发明实施例提供的塑料分选机的部分结构示意图。
50.图中:
51.1、输送机构;2、阶梯筛;3、磁选机;4、第一金属打包机;5、玻璃分离机;6、玻璃粉碎机;7、负压分选机;8、颜色分选机;9、涡流分选机;10、第二金属打包机;11、塑料分选机;12、第一输送组件;13、第二输送组件;14、第三输送组件;15、第四输送组件;16、第五输送组件;17、第六输送组件;18、第七输送组件;19、第八输送组件;20、第九输送组件;21、第十输送组件;22、第十一输送组件;
52.101、瓶罐输送组件;102、瓶罐存储仓;103、均料辊;
53.51、玻璃分离输送机构;52、拨料机构;521、拨料皮带传输组件;522、挡块;
54.71、分选仓;72、回转分离器;73、风机;74、风管;75、标签回收盒;
55.111、光电分选机构;112、中转机构;113、塑料瓶缓存仓;114、刺破压扁机;115、脱标机;116、塑料瓶打包机;
56.1111、分选输送通道;1112、振动件;1113、气力输送组件;1114、材质识别组件;
57.1121、非塑料瓶中转通道;1122、塑料瓶中转通道;1123、气力驱动件;1124、塑料瓶缓存中转通道;1125、过渡通道;1126、非塑料瓶回收盒;
58.231、杂质输送件;232、收集盒。
具体实施方式
59.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本发明实施例的技术方案做进一步的详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
60.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
61.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
62.针对现有技术中,对于回收的瓶罐类可回收物进行大类筛选后,不能根据每一类瓶罐类物品的不同材料或者颜色等性能进行有效自动的筛选的问题,本实施例提供了一种瓶罐类分选回收系统以解决上述技术问题。
63.具体地,如图1所示,本实施例提供的瓶罐类分选回收系统包括磁选机3、玻璃分离机5、玻璃粉碎机6、负压分选机7、颜色分选机8、涡流分选机9和塑料分选机11。磁选机3被配置为筛选出铁质易拉罐,磁选机3的第一出口衔接有用于打包铁质易拉罐的第一金属打包机4。玻璃分离机5被配置为筛选出玻璃瓶,玻璃分离机5的进口与磁选机3的第二出口衔接。
玻璃粉碎机6的进口与玻璃分离机5的第一出口衔接,玻璃粉碎机6被配置为粉碎玻璃瓶。负压分选机7的进口与玻璃粉碎机6的出口衔接,负压分选机7被配置为分离玻璃碎和标签纸,并回收标签纸。颜色分选机8与负压分选机7的出口衔接,颜色分选机8被配置为分类筛选不同颜色的玻璃。涡流分选机9的进口与玻璃分离机5的第二出口衔接,涡流分选机9被配置为分离塑料瓶和铝制易拉罐,涡流分选机9的第一出口衔接有用于打包铝制易拉罐的第二金属打包机10。塑料分选机11的进口与涡流分选机9的第二出口衔接,塑料分选机11被配置为分选出不同材质的塑料瓶,并且分别进行打包。
64.本实施例提供的瓶罐类分选回收系统,磁选机3能将铁质易拉罐筛选出,并通过第一金属打包机4打包,玻璃分离机5能筛选出玻璃瓶,筛选出的玻璃瓶通过玻璃粉碎机6粉碎后再经过负压分选机7分选出玻璃碎和标签纸,避免玻璃碎中掺杂其他杂质,筛选的玻璃碎通过颜色分选机将不同颜色的玻璃碎分别筛选出来,以便于后续对玻璃碎的深加工;筛选出玻璃瓶后剩余的瓶罐进入涡流分选机9,涡流分选机9分离塑料瓶和铝制易拉罐,铝制易拉罐被第二金属打包机10打包,塑料瓶进入塑料分选机11,塑料分选机11将不同材质的塑料瓶进行分类并分别进行打包;本发明提供的瓶罐类分选回收系统,不仅能分选出不同种类的瓶罐,还能将同一类不同材质或者不同颜色的瓶罐进行分类,具体地,将瓶罐按照塑料瓶、易拉罐和玻璃瓶进行分类,然后将塑料瓶按照材质分类,玻璃瓶按照颜色分类,易拉罐按照金属材质分类,以便于后续的深加工,能直接与下游的原材料深加工行业衔接使用,代替了人工分类,避免了转运站内人工大面积作业造成脏乱差的环境的问题,并且不污染工人的操作环境,还提高了分类效率和分类的准确性。
65.在本实施例中,结合图1和图2所示,瓶罐类分选回收系统还包括输送机构1和阶梯筛2,输送机构1用于存储并输送待分类的瓶罐。阶梯筛2的进口与输送机构1的出口衔接,阶梯筛2的出口与磁选机3的进口衔接,阶梯筛2用于分离输送机构1输送的待分类瓶罐中掺杂的杂质,并将待分类的瓶罐输送至磁选机3,避免掺杂的杂质影响后续对瓶罐的筛选。
66.具体地,输送机构1包括瓶罐储存仓102和第一输送组件12,瓶罐储存仓102的一端开口设置,瓶罐储存仓102的底部设有瓶罐输送组件101,瓶罐输送组件101将放置于瓶罐储存仓102内的待分类的瓶罐输送至瓶罐储存仓102具有开口的一端,第一输送组件12的第一端与瓶罐储存仓102具有开口的一端衔接,瓶罐储存仓102具有开口的一端设有均料辊103,均料辊103与瓶罐储存仓102的底部间隔设置,以阻挡料层高处的瓶罐,料层低处的物料则可以出料,使物料均匀输出,避免输出的物料堆积而影响后续的对瓶罐的分类。经过均料辊103的瓶罐落到第一输送组件12上,被输送至下一工序。
67.均料辊103可转动,且均料辊103转动的方向与瓶罐输送组件101的输送方向相反,以达到瓶罐输送组件101均匀给料的目的。具体地,均料辊103转动安装于瓶罐储存仓102上,且由电机驱动其转动。
68.瓶罐输送组件101为步进式给料机,供料稳定性好,由于是现有技术,在此不作详细赘述。
69.第一输送组件12为皮带式输送机,输送稳定性好,结构简单,且使用成本低,由于是现有技术,在此不作详细赘述。
70.阶梯筛2的进口与第一输送组件12的第二端衔接,阶梯筛2的出口与磁选机3的进口衔接,瓶罐在阶梯筛2的振动作用下下滑,尺寸较小的碎屑等杂质被筛下落入杂质收集组
件内,以使筛除掉杂质的瓶罐进入到磁选机3内。
71.在本实施例中,杂质收集组件包括杂质输送件231和收集盒232,杂质输送件231的一端设置于阶梯筛2的下方,另一端与收集盒232衔接,杂质输送件231能将落到杂质输送件231上的杂质输送至收集盒232内,以便于集中处理。杂质输送件231优选为皮带式输送机,结构简单,使用成本低。
72.被阶梯筛2筛选出的瓶罐进入磁选机3,为了便于磁选机3的进口与阶梯筛2的出口衔接,在磁选机3和阶梯筛2之间设置有第二输送组件13,第二输送组件13设置于磁选机3的下方,且第二输送组件13与磁选机3的第二出口衔接,被磁选机3筛选出的铁质易拉罐输送至第一金属打包机4,剩下的瓶罐通过第二输送组件13进入玻璃分离机5。设置的第二输送组件13衔接了阶梯筛2、磁选机3和玻璃分离机5。第二输送组件13优选为皮带输送机,结构简单,使用成本低。
73.玻璃分离机5与磁选机3的第二出口衔接,具体地,玻璃分离机5与第二输送组件13的端部衔接,被筛选铁质易拉罐后剩余的瓶罐进入玻璃分离机5。
74.在本实施例中,结合图1、图3和图4所示,玻璃分离机5包括玻璃分离输送机构51和拨料机构52,玻璃分离输送机构51的进口与磁选机3的第二出口衔接,具体地,玻璃分离输送机构51的进口与第二输送组件13衔接。玻璃分离输送机构51的第一出口与玻璃粉碎机6的进口衔接,玻璃分离输送机构51的第二出口与涡流分选机9的进口衔接。玻璃分离输送机构51的上方设有拨料机构52,拨料机构52被配置为分离出玻璃瓶,并使玻璃瓶朝向玻璃粉碎机5的进口移动,使其他瓶罐朝向涡流分选机8的进口移动。玻璃分离输送机构51优选为皮带输送机构,结构简单,使用成本低。
75.进一步地,磁选机3的第二出口置于玻璃分离输送机构51一端的一侧面,玻璃粉碎机6的进口设置于玻璃分离输送机构51的另一侧面,玻璃分离输送机构51由设置有磁选机3的一侧向另一侧向下倾斜设置,涡流分选机9的进口与玻璃分离输送机构51的另一端衔接,拨料机构52能使玻璃瓶朝向玻璃粉碎机6的进口移动,玻璃分离输送机构51能将拨料机构52分离出的其他瓶罐运输至涡流分选机9的进口处。经过磁选机3筛选剩余的其他瓶罐进入到玻璃分离输送机构51上,拨料机构52使玻璃瓶依靠自身的重力朝向玻璃粉碎机6滚落,剩余的瓶罐为塑料瓶和铝制易拉罐,重量比较轻,在拨料机构52的作用下且在玻璃分离输送机构51的输送下使剩余的瓶罐朝向涡流分选机9移动,进而实现了玻璃瓶的分选。
76.在本实施例中,拨料机构52包括多个拨料皮带传输组件521,多个拨料皮带传输组件521沿玻璃分离输送机构51的宽度间隔设置,拨料皮带传输组件521的传送方向与玻璃分离输送机构51的传送方向相同,每个拨料皮带传输组件521的传送带的一侧边缘沿周向柔性悬挂有若干挡块522,挡块522与玻璃分离输送机构51的传输表面接触。柔性悬挂的挡块522阻挡不住重量比较大的玻璃瓶,但是能阻挡塑料瓶和铝制易拉罐等重量比较小的瓶罐,使塑料瓶和铝制易拉罐不会朝向玻璃粉碎机6的一侧滚落,而是在玻璃分离输送机构51的带动下朝向涡流分选机9移动。拨料皮带传输组件521的皮带可转动,既能阻挡塑料瓶和铝制易拉罐,又能避免玻璃瓶被卡在挡块522处而不能滚落到玻璃粉碎机6处。并且在本实施例中设置多个拨料皮带传输组件521,瓶罐经过多道筛选后筛出玻璃瓶,避免出现误操作,存在玻璃瓶与塑料瓶、铝制易拉罐混合的问题。
77.挡块522为塑料或者橡胶挡块,挡块522通过链条与拨料皮带传输组件521的传送
带的一侧边缘连接,还能实现挡块522下垂的目的。
78.为了便于实现玻璃分离机5的第一出口与玻璃粉碎机6的连接,在玻璃分离机5与玻璃粉碎机6之间设有第三输送组件14。具体地,第三输送组件14的一端置于玻璃分离输送机构51与磁选机3相对的一侧面,以承接从玻璃分离输送机构51上滚落下来的玻璃,并将玻璃瓶输送至玻璃粉碎机6内进行粉碎。第三输送组件14优选为皮带输送机构。
79.玻璃粉碎机6为对辊式粉碎机,即包括两个辊子,辊子的表面做粗糙处理,两个辊子的间距小于玻璃瓶的尺寸,以使进入两个辊子之间的玻璃瓶在两个辊子相对转动的情况下被挤压至两个辊子之间,同时玻璃瓶被碾压破碎成玻璃碎,玻璃碎进入负压分选机7。
80.玻璃瓶上有的会贴有标签纸,在玻璃瓶被碾碎时,标签纸与玻璃碎分离,负压分选机7分离玻璃碎和标签纸,避免标签纸影响玻璃碎的后续深加工。
81.为了便于输送玻璃碎,在本实施例中,在玻璃粉碎机6与负压分选机7之间设有第四输送组件15。第四输送组件15优选为皮带输送机构。
82.具体地,负压分选机7包括分选仓71、回转分离器72、风机73和风管74等,玻璃碎和标签纸通过第四输送组件15被输送至分选仓71内,回转分离器72通过风机73与分选仓71连接,回转分离器72通过风管74与分选仓71连接,形成循环回路,即风机73向分选仓71内吹风以打散玻璃碎,同时回转分离器72通过风管74对分选仓71抽进行负压吸风,重量大的玻璃碎落料,重量小的标签纸被洗出,并通过风管74运输主回转分离器72内,然后落到置于回转分离器72出口下方的第五输送组件16,第五输送组件16将分理出的标签纸运输到指定的标签回收盒75内。第五输送组件16优选为皮带输送机构。
83.负压分选机7的出口处设有第六输送组件17,玻璃碎落料到第六输送组件17上,并通过第六输送组件17输送到颜色分选机8内,以对不同颜色的玻璃碎进行分选。第六输送组件17优选为皮带输送机构。
84.在本实施例在,设置三台前后依次排布的颜色分选机8,依次将玻璃碎中的透明玻璃、绿色玻璃、棕色玻璃选出,剩余的为杂色玻璃,每种颜色的玻璃分别落入到对应的玻璃回收盒内以进行收集。本实施例提供的颜色分选机8的结构为现有技术,在此不作详细阐述。
85.继续参见图1和图5所示,通过玻璃分离机5分离出的塑料瓶和铝制易拉罐进入通过第七输送组件18被输送至涡流分选机9内,涡流分选机9将塑料瓶和铝制易拉罐分离。第七输送组件18优选为皮带输送机构。
86.涡流分选机9的第一出口衔接有用于打包铝制易拉罐的第二金属打包机10。为了便于衔接涡流分选机9的第一出口和第二金属打包机10,在本实施例中,在涡流分选机9的第一出口和第二金属打包机10之间设置有第八输送组件19,第八输送组件19将筛选出的铝质易拉罐输送至第二金属打包机10中进行打包。第八输送组件19优选为皮带输送机构。
87.涡流分选机9的第二出口衔接塑料分选机11。为了便于衔接塑料分选机11和涡流分选机9,在塑料分选机11和涡流分选机9之间设有第九输送组件20,第九输送组件20将分选出的塑料瓶输送至塑料分选机11上。
88.塑料分选机11包括刺破压扁机114,刺破压扁机114先将进入塑料分选机11内的塑料瓶刺破压扁,以便于后续对塑料瓶进行打包。
89.具体地,刺破压扁机114包括两个相对设置的刺破辊,两个刺破辊相对转动,刺破
辊的表面凸设有尖刺,塑料瓶进入两个刺破辊之间,并且被两个刺破辊刺破压扁,可以使塑料瓶内的残留液流出,以便于后续进行筛选。
90.塑料分选机11还包括光电分选机构111和中转机构112,光电分选机构111包括分选输送通道组件,分选输送通道组件的进口与涡流分选机9的第二出口衔接,中转机构112与分选输送通道组件衔接,且中转机构112衔接有多个塑料瓶缓存仓113。光电分选机构111能将不同材质的塑料瓶分选出并通过中转机构112传输至不同的塑料瓶缓存仓113内。设置的中转机构112与分选输送通道组件配合实现了使用一套光电分选机构111即可实现对不同的塑料瓶进行分类。
91.在本实施例中,分选输送通道组件包括多个分选输送通道1111,其中设定第一个分选输送通道1111的第一端与涡流分选机9的第二出口衔接,每个分选输送通道1111靠近涡流分选机9的一端设有振动件1112。
92.光电分选机构111还包括气力输送组件1113和材质识别组件1114,气力输送组件1113设置于分选输送通道组件的第二端,气力输送组件1113被配置为驱动分选输送通道1111上的塑料瓶落到中转机构112上。材质识别组件1114用于识别分选输送通道1111上的塑料瓶的材质,以使中转机构112将不同材质的塑料瓶传输至不同的塑料瓶缓存仓113内。材质识别组件1114选用红外质谱仪。
93.振动件1112振动将进入分选输送通道1111内的塑料瓶振动均匀,以便于材质识别组件1114识别塑料瓶的材质。根据材质识别组件1114识别的塑料瓶的材质,气力输送组件1113驱动塑料瓶进入到中转机构112内,并且使中转机构112将塑料瓶输送至对应的塑料瓶缓存仓113内。
94.在本实施例中,分选输送通道1111的宽度可调节,根据塑料瓶所占所有瓶罐的比例调节分选输送通道1111的宽度,以便于塑料瓶不会重叠,进而不会影响下一阶段根据塑料瓶材质进行分选的工作。
95.气力输送组件1113包括多个吹气孔,吹气孔连接有吹气组件,吹气孔可以朝向不同方向开设,以将不同的物体吹向不同的位置,在本技术领域气力输送组件1113的结构以及工作原理为现有技术,在此不作详细赘述。
96.进一步地,中转机构112包括非塑料瓶中转通道1121,非塑料瓶中转通道1121与第一个分选输送通道1111的第二端衔接,非塑料瓶中转通道1121被配置为运输通过气力输送组件1113筛选出的非塑料瓶的物体。第一个分选输送通道1111承接并输送涡流分选机9筛选出的塑料瓶,塑料瓶内可能掺杂其他物质,或者在塑料瓶被刺破压扁时与塑料瓶分离的标签纸等。在输送过程中,材质识别组件1114识别分选输送通道1111上的物体,识别的非塑料瓶的物体会通过气力输送组件1113被吹到非塑料瓶中转通道1121上,并且运输至指定的非塑料瓶回收盒1126内。
97.中转机构112还包括多个塑料瓶中转通道1122和多个塑料瓶缓存中转通道1124,塑料瓶中转通道1122设置于分选输送通道1111的下方,每个塑料瓶中转通道1122的第一端与对应的分选输送通道1111的第二端衔接,以承接通过气力输送组件1113筛选剩余的塑料瓶,每个塑料瓶中转通道1122的第二端与相邻的分选输送通道1111的第一端衔接,且该相邻的分选输送通道1111的第一端设有能将塑料瓶中转通道1122上的塑料瓶输送至该相邻的分选输送通道1111上的气力驱动件1123。塑料瓶缓存中转通道1124的一端与分选输送通
道1111的第二端衔接,另一端与塑料瓶缓存仓113衔接,塑料瓶缓存中转通道1124用于输送通过气力输送组件1113筛选出的指定材质的塑料瓶至塑料瓶缓存仓113内。该中转机构112的结构能将不同类型的塑料瓶进行分类筛选,且只需要一套光电分选机构111,节省了使用成本,且筛选效率高。
98.示例性的,本实施例提供的分选输送通道组件包括三个分选输送通道1111,分别命名为第一分选输送通道、第二分选输送通道和第三分选输送通道。塑料瓶中转通道1122包括两个,分别命名为第一塑料瓶中转通道和第二塑料瓶中转通道。塑料瓶缓存中转通道1124包括三个,分别命名为第一塑料瓶缓存中转通道、第二塑料瓶缓存中转通道和第三塑料瓶缓存中转通道。塑料瓶缓存仓113设有三个,分别命名为第一塑料瓶缓存仓、第二塑料瓶缓存仓和第三塑料瓶缓存仓。
99.第一分选输送通道的第一端与刺破压扁机114衔接,第一分选输送通道的第二端衔接第一塑料瓶中转通道的第一端,第一塑料瓶中转通道的第二端与设置于第二分选输送通道第一端的气力驱动件1123连通,气力驱动件1123包括鼓风机和鼓风管道,第一塑料瓶中转通道上的塑料瓶进入到鼓风管道内,通过鼓风机被吹到第二分选输送通道上,材质识别组件识别塑料瓶的材质,将pet材质的塑料瓶筛选出,气力输送组件1113将pet材质的塑料瓶吹到第一塑料瓶缓存中转通道上,通过第一塑料瓶缓冲中转通道将pet材质的塑料瓶输送至第一塑料瓶缓存仓内。剩余的塑料瓶落到第二塑料瓶中转通道上,第二塑料瓶中转通道将塑料瓶输送至第三分选输送通道对应的气力驱动件1123内,气力驱动件1123将塑料瓶吹到第三分选输送通道上,材质识别组件1114识别塑料瓶的材质,将hdpe材质的塑料瓶筛选出,气力输送组件1113将hdpe材质的塑料瓶吹到第二塑料瓶缓存中转通道上,并输送hdpe材质的塑料瓶至第二塑料瓶缓存仓内。剩余的塑料瓶通过第三塑料瓶缓存中转通道输送至第三塑料瓶缓存仓内。
100.为了便于衔接第三分选输送通道和第二塑料瓶缓存中转通道、第三塑料瓶缓存中转通道,设置了两个过渡通道1125,第一过渡通道的一端和第二过渡通道的一端均与第三分选输送通道连通,第一过渡通道的另一端与第二塑料瓶缓存中转通道连通,第二过渡通道的另一端与第三塑料瓶缓存中转通道连通,结构简单,且能同时输送hdpe材质的塑料瓶和剩余的塑料瓶至指定位置。
101.若设置四个或者更多个分选输送通道1111,则最后一个分选输送通道1111通过过渡通道1125与最后的两个塑料瓶缓存中转通道1122连通,在此不作具体叙述。
102.塑料瓶缓存仓113的入料口处设有光电传感器,若进料位置处的物料厚度达到指定高度,则设置于塑料瓶缓存仓113底部的输送件输送物料向前运动一段距离,当塑料瓶缓存仓113的出料口处的光电传感器检测到物料堆积到塑料瓶缓存仓113的出料口处时,出料口处的仓门打开,向外输送物料,而其余的塑料瓶缓存仓113不向外输送物料,进而实现多个塑料瓶缓存仓113分时段输送物料。
103.多个塑料瓶缓存仓113的出料口均能与第十输送组件21连通,每个塑料瓶缓存仓113内输出的物料均能落到第十输送组件21上,并被第十输送组件21输送至指定位置。
104.在本实施例中,塑料分选机11还包括脱标机115和塑料瓶打包机116,脱标机115被配置为去掉塑料瓶上的标签纸,脱标机115的进口与塑料瓶缓存仓113选择性连通,具体地,脱标机115的进口与第十输送组件21连通。塑料瓶打包机116的进口与脱标机115的出口连
通,以将脱标的塑料瓶进行打包。可选地,塑料瓶打包机116的进口与脱标机115的出口之间通过第十一输送组件22连接,便于输送塑料瓶。第十输送组件21和第十一输送组件22均为皮带输送机构。
105.本实施例中通过使多个塑料瓶缓存仓113分时段向外输送物料,使用一套脱标机115和塑料瓶打包机116即可,节省了资源,不占用空间,降低了成本,且充分利用了脱标机115和塑料瓶打包机116。
106.本实施例中的塑料瓶打包机116和脱标机115均为现有技术,在此不再详细赘述。
107.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1