一种螺纹自动检测一体机的制作方法
1.本实用新型涉及检测工具技术领域,尤其涉及一种螺纹自动检测一体机。
背景技术:
2.通止规属于量规的一种,在实际生产中大批量的产品若采取用计量量具(如游标卡尺,千分表等有刻度的量具)逐个测量很费事,合格的产品是有一个度量范围的,在这个范围内的都合格,所以人们便采取通规和止规来测量。但是,在目前实际生产螺纹相关产品时,螺纹检测大部分需要人工通过通止规进行逐一检测,检测效率较低,而且检测过程中经常出现人为错误,因此既造成产品不良率较高、生产效率低有提高了企业生产成本。
技术实现要素:
3.为解决以上问题,本技术提供一种螺纹自动检测一体机,设置有机架,所述机架上设置有转盘,沿所述转盘的转动方向顺次设置有上料工位、检测工位、分拣工位,所述转盘边缘位置每个工位对应设置有一个工件载具,所述检测工位设置有检测支架,所述检测支架上设置有滑动装置,所述滑动装置上设置有旋转电机,所述旋转电机上设置有通止规检测装置。
4.在其中一实施例中,所述检测工位还设置有定位夹持机构,所述定位夹持机构包括设置在检测支架背板上的定位气缸,所述定位气缸位于直线导轨下方,所述定位气缸的活塞杆上设置有定位块。
5.在其中一实施例中,所述检测工位还设置有检测升降装置,所述检测升降装置与所述滑动装置相连,所述检测升降装置上设置有缓冲弹簧。
6.在其中一实施例中,所述检测工位包括第一检测工位和第二检测工位,所述第一检测工位和第二检测工位结构相同,所述第一检测工位设置有通规检测装置,所述第二检测工位设置有止规检测装置。
7.在其中一实施例中,所述工件载具包括载具底板,所述载具底板上设置有载具固定板,所述载具固定板上设置有两个载具挡板,两个所述载具挡板之间设置有型块,所述型块上设置有推杆,所述推杆穿过所述载具固定板与所述型块相连,所述推杆上设置有推杆弹簧。
8.在其中一实施例中,所述分拣工位设置有升降部,所述升降部上设置有滑道,所述滑道的进料口端高于出料口端,所述滑道下方设置有不良品收料盒。
9.在其中一实施例中,所述滑道呈“u”字型,所述滑道由底板和两个侧板组成,所述滑道呈倾斜状。
10.在其中一实施例中,所述分拣工位设置有输送机构,所述输送机构位于所述滑道的出料口下方,所述输送机构包括输送机架,所述输送机架的两端设置有主动轮和从动轮,所述主动轮与输送电机相连,所述主动轮和所述从动轮之间设置有皮带。
11.在其中一实施例中,所述上料工位包括振动盘和直振送料器,所述直振送料器进
料端与所述振动盘的出口相连,所述直振送料器的出料端靠近工件载具,所述上料工位还设置有物料探测器。
12.在其中一实施例中,还设置有控制器,所述控制器控制各工位动作。
13.本实用新型的有益效果在于:
14.本实用新型一种螺纹自动检测一体机,设置有机架,所述机架上设置有转盘,沿所述转盘的转动方向顺次设置有上料工位、检测工位、分拣工位,所述转盘边缘位置每个工位对应设置有一个工件载具,所述检测工位设置有检测支架,所述检测支架上设置有滑动装置,所述滑动装置上设置有旋转电机,所述旋转电机上设置有通止规检测装置;上料工位将待检测工件搬运至工件载具上,转盘转动将工件移动到检测工位,检测工位包括第一检测工位和第二检测工位,使用通规或止规分别对待检测工件进行检测,控制中心根据检测结果控制分拣工位将合格品和不合格品区分放置,并通过输送机构将合格品输送至指定位置,实现了工件的自动上料、检测、分拣动作,从而提升了检测效率、自动化程度较高、节省了人工成本,生产中只需将产品放入振动盘中自动完成,检测扭力大小依国标或客户需求可自行调整,在操作屏上能实时显示测试结果及判定结果,检测速度能达到600~800件/小时(根据检测产品的螺牙行程决定),检测机具备自动记录检测总数,检验良品数,检验不良品数,检测机通止规当达到一定的数量自动报警(检测数量可自由设定),如需更换不同的产品可通过更换定位块。
附图说明
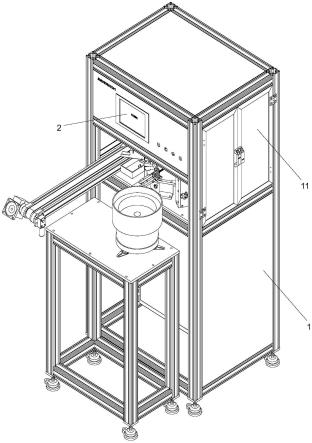
15.图1为本实用新型结构示意图;
16.图2为图1去除护罩后的示意图一;
17.图3为实用新型俯视图;
18.图4为工件载具的结构示意图;
19.图5为工件载具的俯视图;
20.图6为图2的局部示意图;
21.图7为第一检测工位的结构示意图一;
22.图8为第一检测工位的结构示意图二;
23.图9为图1去除护罩后的示意图二;
24.图10为图9的局部示意图;
25.图11为分拣机构的结构示意图;
26.图12为分拣机构的侧视图;
27.图中符号说明:
28.1.机架;11.护罩;
29.2.控制器;
30.3.转盘;
31.31.工件载具;
32.311.底板;312.载具固定板;313.载具挡板;314.型块;315.推杆;
33.316.推杆螺栓;317.推杆弹簧;
34.32.分段挡板;
35.4.上料工位;41.振动盘;42.直振送料器;43.物料探测器;
36.5.第一检测工位;
37.51.检测支架;511.背板;512.第一侧板;513.第二侧板;514.顶板;
38.52.滑动装置;521.直线导轨;522.滑块;523.连接板;
39.53.旋转电机;531.通止规;
40.54.检测升降气缸;541.升降直线光轴;542.光轴螺栓;543.缓冲弹簧;
41.55.定位夹持机构;551.定位气缸;552.定位块;553.定位直线光轴;
42.6.第二检测工位;
43.7.分拣工位;
44.71.分拣机构;711.分拣支架;712.分拣升降气缸;
45.713.滑道;7131.底板;7132.侧板;7133.进料口;7134.出料口;
46.714.不合格品收料盒;
47.72.推料机构;721.推料气缸;
48.73.输送机构;731.输送机架;732.主动轮;733.从动轮;734.输送电机;735.皮带;
49.8.工件。
具体实施方式
50.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
51.如图1、2、3、4所示,一种螺纹自动检测一体机,设置有机架1和控制器2,机架1上设置有转盘3,转盘3采用高精度凸轮分割器作为驱动装置,机架1上沿转盘3的转动方向顺次设置有上料工位4、第一检测工位5、第二检测工位6、分拣工位7,在转盘3边缘位置每个工位对应设置有一个工件载具31,转盘3通过凸轮分割器驱动旋转,各个工位同时对工件8进行每个工位应该执行的动作,机架1外侧设置有护罩11起到防护作用。
52.如图4、5所示,工件载具31起到传送工件8、便于检测的作用;工件载具31包括载具底板311,载具底板311上设置有载具固定板312,载具固定板312一侧设置有两个载具挡板313,两个载具挡板313之间设置有型块314,型块314与两个载具挡板313之间形成卡槽以便放置待检测工件8,型块314上设置有推杆315,推杆315穿过载具固定板312与型块314相连,推杆315的另一端设置有推杆螺栓316,推杆315上设置有推杆弹簧317,推杆弹簧317位于推杆螺栓316与载具固定板312之间,起到回弹、支撑的作用,因此推杆315可带动型块314往复移动,以便推动待检测工件8并回复原位,初始状态下型块314紧贴载具固定板312。型块314靠近待检测工件8一侧可以根据待检测工件8的形状调整,即可根据待检测工件8的形状设置成弧形或多边形,在本实施例中待检测工件8为六角螺母,因此将型块设置呈v型。机架1上还设置有分段挡板32,分段挡板32位于转盘3的外缘,不随同转盘3一同转动,分段挡板32高度与工件载具31的高度相同,避免工件载具31跟随转盘3转动过程中工件8掉落的现象。
53.如图2、6所示,上料工位4包括振动盘41和直振送料器42,直振送料器42的一端与振动盘41的出口相连,另一端靠近工件载具31,当上料工位4工作时,振动盘41动作将待检测工位8移动至直振送料器42上,直振送料器42将待检测工件8移动到工件载具31上,完成
上料动作,上料工位4还设置有物料探测器43以检测工件载具31上是否有待检测工件8,当物料探测器43检测到工件载具31上有待检测工件8时,转盘动作,将载有工件8的工件载具31移动到下一工位。
54.如图2、7、8所示,第一检测工位5设置有检测支架51,所述检测支架51包括背板511,背板511两侧分别设置有第一侧板512和第二侧板513,背板511顶部设置有顶板514,背板511、第一侧板512、第二侧板513、顶板514形成一个一侧开口的方形箱体结构,背板511内侧设置有滑动装置52,所述滑动装置52可以是直线导轨或丝杆,在本实施例中滑动装置52为直线导轨521,所述直线导轨521上设置有滑块522,所述滑块522上设置有连接板523,所述连接板523水平放置,连接板523上设置有旋转电机53,旋转电机53头部设置有通止规531,即,旋转电机53机头既可以放置通规也可以放置止规。
55.旋转电机53为松下a5系列伺服电机,型号为msmj022g1a,也可以是市场上可以买到的其他型号的以实现对电机旋转圈数和扭力矩的设定和控制的伺服电机。
56.检测支架51的顶板514竖向设置有检测升降气缸54,检测升降气缸54的活塞杆与滑块522相连,检测升降气缸54可带动滑块522沿直线导轨521上下移动,检测支架51上还设置有升降直线光轴541,升降直线光轴541竖向设置,升降直线光轴541穿过检测支架51的顶板514与滑块522相连,升降直线光轴541顶部设置有光轴螺栓542,升降直线光轴541上设置有缓冲弹簧543,缓冲弹簧543位于光轴螺栓542与检测支架51的顶板514之间,当检测升降气缸54向下移动时起到缓冲的作用,避免通规或止规下降过程中撞击待检测工件,初始状态下检测升降气缸54处于收缩状态。
57.第一检测工位5还设置有定位夹持机构55,定位夹持机构55包括设置在检测支架51背板511上的定位气缸551,定位气缸551位于直线导轨521下方,定位气缸551的活塞杆上设置有定位块552,定位块552的头部,即靠近待检测工件8一侧可以根据待检测工件的形状调整,即可根据待检测工件的形状设置成弧形或多边形,定位块552的两侧还设置有定位直线光轴553,定位直线光轴553起到导向的作用,初始状态下定位气缸551处于收缩状态。
58.工作时,检测升降气缸54动作,带动旋转电机53向下移动,旋转电机53动作带动通止规531旋转,当旋转电机53头部为止规时,旋转电机3按设定的旋转圈数前进,旋转期间扭力矩大于设定值,检查前进的圈数小于设定值为合格,否则判定为不合格;当旋转电机53头部为通规时,旋转电机53按设定旋转圈数前进,全程扭力值小于设定值判定为合格,否则判定为不合格。
59.控制器2与旋转电机53相电接,旋转电机53将检测信号传送给控制器2,控制器2可以通过电脑终端或报警装置进行报警、提醒,控制器包括显示操作屏,在操作屏上能实时显示测试结果及判定结果,具备自动记录检测总数,检验良品数,检验不良品数,检测机通止规当达到一定的数量,自动报警(检测数量可自由设定)。
60.如图2、7所示,第二检测工位6和第一检测工位5结构相同,功能相同,当第一检测工位5的旋转电机53头部安装止规时,第二检测工位6的旋转电机头部安装通规,即第一检测工位5和第二检测工位6分别使用通规、止规对工件进行检测,只有当第一检测工位5和第二检测工位6均判定为合格时方可确认工件为合格品,当第一检测工位5和第二检测工位6其中一个工位判定为不合格时即工件判定为不合格品。
61.如图2、9、10所示,分拣工位7依据第一检测工位5和第二检测工位6检测结果将合
格品和不合格品分开放置,分拣工位7设置有分拣机构71、推料机构72、输送机构73,推料机构72将检测后的工件推至分拣机构71处,分拣机构71对检测后的工件按照合格品或不合格品进行分拣处理,输送机构73将判定为合格品的工件输送至指定位置。
62.如图10、11、12所示,分拣机构71设置有分拣支架711,分拣支架711上设置有升降部,在本实施例中升降部为分拣升降气缸712,分拣升降气缸712的活塞杆上设置有滑道713,滑道713呈“u”字型,所述滑道713由底板7131和两个侧板7132组成,滑道713一侧的侧板7132固定在分拣升降气缸712的活塞杆上,滑道713靠近推料机构72一侧为进料口7133靠近输送机构73一侧为出料口7134,滑道713呈倾斜状,进料口7133一端高于出料口7134一端,以便于检测后的工件在重力的作用下由进料口7133进入由出料口7134流出。分拣机构71还设置有不合格品收料盒714,不合格品收料盒714位于滑道713下方;初始状态下,分拣升降气缸712的活塞杆伸出,滑道713的进料口7133靠近推料机构72一侧。
63.如图2、5所示,推料机构72为推料气缸721,推料气缸721固定设置在机架1上,推料气缸721的活塞杆与推杆315处于同一直线上,推料气缸721的活塞杆伸出时可推动推杆315,进而将工件载具31中的工件8推至滑道713的进料口7133中,初始状态下,推料气缸721的活塞杆处于收缩状态。
64.如图2、3所示,输送机构73位于滑道713的出料口7134下方,输送机构73可以是输送管道也可以是皮带输送线,在本实施例中为皮带输送线,所述输送机构3包括输送机架731,输送机架731的两端设置有主动轮732和从动轮733,主动轮732与输送电机734相连,主动轮732和从动轮733之间设置有皮带735,输送电机734带动主动轮732转动从而带动皮带735在输送机架731上连续转动,将工件8运送至指定位置。
65.工作原理:
66.1、上料工位4通过振动盘41和直振送料器42,将待检测工件8移动到工件载具31上;
67.2、转盘3转动,带动工件载具31将待检测工件8移动到第一检测工位5,定位气缸551动作,带动定位块552向待检测工件8位置移动,并夹持住待检测工件8,检测升降气缸54动作,带动旋转电机53向下移动,旋转电机53动作带动机头的通规或止规旋转,根据预设程序进行检测,检测完成后,旋转电机53停止转动,检测升降气缸54的活塞杆收缩,定位气缸551的活塞杆收缩;第一检测工位5复位,等待下次检测;
68.3、转盘3转动,带动工件载具31将待检测工件8移动到第二检测工位6,第二检测工位6与第一检测工位5相同,当第一检测工位5使用通规检测时,第二检测工位使用止规检测;
69.4、转盘3转动,带动工件载具31将待检测工件8移动到分拣工位7,分拣机构7根据检测结果动作,当检测结果为合格时,控制器2控制分拣升降气缸712的活塞杆处于伸出状态,推杆315推动工件8将工件8移动至滑道713的进料口7133中,在重力的作用下工件8由滑道713移动到输送机构73的皮带735上,将工件8移动到指定位置;当检测结果为不合格时,控制器2控制分拣升降气缸712的活塞杆处于收缩状态,推杆7215推动工件8,工件8直接落入到不良品收料盒714中,完成工件分拣工作。
70.本实用新型一种螺纹自动检测一体机,设置有机架,所述机架上设置有转盘,沿所述转盘的转动方向顺次设置有上料工位、检测工位、分拣工位,所述转盘边缘位置每个工位
对应设置有一个工件载具,所述检测工位设置有检测支架,所述检测支架上设置有滑动装置,所述滑动装置上设置有旋转电机,所述旋转电机上设置有通止规检测装置;上料工位将待检测工件搬运至工件载具上,转盘转动将工件移动到检测工位,检测工位包括第一检测工位和第二检测工位,使用通规或止规分别对待检测工件进行检测,控制中心根据检测结果控制分拣工位将合格品和不合格品区分放置,并通过输送机构将合格品输送至指定位置,实现了工件的自动上料、检测、分拣动作,从而提升了检测效率、自动化程度较高、节省了人工成本,生产中只需将产品放入振动盘中自动完成,检测扭力大小依国标或客户需求可自行调整,在操作屏上能实时显示测试结果及判定结果,检测速度能达到600~800件/小时(根据检测产品的螺牙行程决定),检测机具备自动记录检测总数,检验良品数,检验不良品数,检测机通止规当达到一定的数量自动报警(检测数量可自由设定),如需更换不同的产品可通过更换定位块。
71.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
72.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;也可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1