一种基于视觉的在线立体式手机壳模号分选机的制作方法
1.本实用新型涉及一种分选机,尤其涉及一种基于视觉的在线立体式手机壳模号分选机。
背景技术:
2.手机壳在投入组装前根据模具号的不同,往往要进行分模号作业,以便于提升配组良率及品质问题的追溯。
3.目前,现有作业方式采用人工分选模号的方式选别投入,因是人工检查产品质量方式,往往因作业员长时间的不间断作业而产生身体疲劳,尤其是视觉上的疲劳,往往出现产品混模号现象,进而无法保证产品质量;另外对人工的需求很大,分选效率低下严重制约手机组装的产能,生产力不能有效的释放,制约了企业的进一步发展。
技术实现要素:
4.本实用新型目的是为了克服现有技术的不足而提供一种能够自动对产品进行方向一致的导向,然后进行视觉筛选后将不同膜号的产品分类送出,确保了后续产品膜号不会出现混膜号现象,降低了用工人数,提升了产品质量的基于视觉的在线立体式手机壳模号分选机。
5.为达到上述目的,本实用新型采用的技术方案是:一种基于视觉的在线立体式手机壳模号分选机,包括:
6.机架;
7.导正限位双流道,设置在所述机架上,所述导正限位双流道包括三个相对设置的导向板,每两个所述导向板之间设有传输流道,用于将产品经由导向板导向限位后通过所述传输流道传输;
8.模号分选视觉组件,设于所述导正限位双流道的上方,用于对传输流道内的产品进行模号的识别;
9.产品暂存移载模组,设于所述导正限位双流道的一端;
10.取料机械手,设置在所述导正限位双流道上方,用于将经由模号分选视觉组件识别模号后的产品筛选后通过所述产品暂存移载模组将不同膜号的产品分类送出。
11.进一步的,所述模号分选视觉组件包括相机安装支架,所述相机安装支架上设有两个位于传输流道上方的第一视觉相机和第二视觉相机,在所述第一视觉相机和第二视觉相机的下方分别设有第一光源和第二光源。
12.进一步的,所述取料机械手包括:
13.龙门支架;
14.取料x轴模组,两个所述取料x轴模组相对设置在所述龙门支架上,其中,两个所述取料x轴模组通过联动轴串联安装,并经由取料x轴伺服电机驱动;
15.模组安装连接板,设于所述取料x轴模组上;
16.取料y轴模组,设于所述模组安装连接板上,并经由取料y轴伺服电机驱动;
17.取料z轴模组,垂直设于所述取料y轴模组上,所述取料z轴模组经由取料z轴伺服电机驱动;
18.真空吸盘支架,设于所述取料z轴模组上所述真空吸盘支架的底部具有多个真空吸盘。
19.进一步的,所述产品暂存移载模组包括上下平行设置的底层移载动力流道、中层移载动力流道和上层移载动力流道。
20.进一步的,所述机架上还设有用于控制本分选机的工业电脑。
21.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
22.本实用新型方案采用导正限位双流道将产品的方向导向一致,然后采用模号分选视觉组件对产品进行自动的膜号视觉识别,这样的话检测准确度高,误判低,而且非接触式检测方法也能避免对被测对象产生伤害,能确保产品质量,避免混模号的发生,从降低了因品质问题造成的不良成本,同时检测的速度快,生产效率高,进一步的降低人工成本,利于企业扩大规模。
附图说明
23.下面结合附图对本实用新型技术方案作进一步说明:
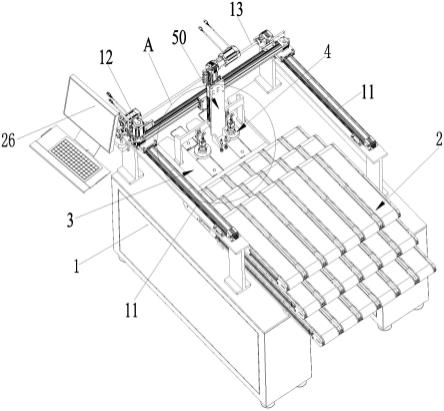
24.图1为本实用新型一实施例的立体结构示意图;
25.图2为图1中的a部放大图;
26.图3为本实用新型一实施例中取料机械手的立体结构示意图;
27.图4为本实用新型一实施例中产品暂存移载模组的立体结构示意图;
28.其中:机架1、产品暂存移载模组2、导正限位双流道3、模号分选视觉组件4、相机安装支架5、第一视觉相机6、第一光源7、第二视觉相机8、第二光源9、龙门支架10、取料x轴模组11、取料x轴伺服电机12、联动轴13、模组安装连接板14、取料y轴模组15、取料y轴伺服电机16、取料z轴模组18、取料z轴伺服电机19、真空吸盘支架20、真空吸盘21、底层移载动力流道23、中层移载动力流道24、上层移载动力流道25、工业电脑26、导向板30、传输流道31、取料机械手50。
具体实施方式
29.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
30.参阅图1-2,本实用新型一实施例所述的一种基于视觉的在线立体式手机壳模号分选机,包括机架1、导正限位双流道3、模号分选视觉组件4、产品暂存移载模组2和取料机械手50,机架上1上设有导正限位双流道3,导正限位双流道3用于对接上一步的流水线后对产品进行导向,本实施例中的导正限位双流道3包括三个间隔设置的导向板30,每两个导向板30之间设有传输流道31,这样产品经由导向板30进行两侧导向限位后通过对应的传输流道31传输,从而确保产品能够以一致的方向进行传输,便于后续模号分选视觉组件4对产品的分模识别,这是因为产品方向需一致这样的话产品模号识别位置才能一致。
31.模号分选视觉组件4设于导正限位双流道3的上方,用于对传输流道内的产品进行模号的识别,本实施例中的模号分选视觉组件4包括相机安装支架5,在相机安装支架5上设
有位于两个传输流道31上方的第一相机6和第二相机8,第一相机7和第二相机8下方分别设有第一光源7和第二光源9,这样第一相机6和第二相机8可以对传输流道31上的产品进行拍摄后进行相应的分模信息发送给取料机械手50取料后分别送至产品暂存移载模组2上。
32.参阅图3,取料机械手设置在导正限位双流道上方,用于将经由视觉检测机构模号识别后的产品分选后通过产品暂存移载模组送出,取料机械手59包括龙门支架10,龙门支架1的上方设有两个相对设置的取料x轴模组11,两个取料x轴模组11通过13联动轴串联安装,并经由取料x轴伺服电机12驱动两个11取料x轴模组同步在x轴上进行移动;取料x轴模组11上设有模组安装连接板14,模组安装连接板14上设有取料y轴模组15,取料y轴模组15经由取料y轴伺服电机16驱动在y轴上进行移动;同时将取料z轴模组18垂直安装于取料y轴模组15上,取料z轴模组18经由取料z轴伺服电机19驱动在z轴上进行移动;真空吸盘支架20安装于取料z轴模组18上,并在真空吸盘支架20的前端安装多个真空吸盘21。
33.这样工作时,两个真空吸盘可以通过取料x轴模组11、取料y轴模组15和取料z轴模组18在x、y和z轴方向上进行移动,然后真空吸附住位于传输流道上的产品后送至产品暂存移栽模组内。
34.参阅图4,产品暂存移载模组2设于导正限位双流道3的一端,产品暂存移载模组包括依次上下设置的底层移载动力流道23、中层移载动力流道24和上层移载动力流道25,这样不同膜号的产品可以分别从上述三个流道流出,方便了后续的收集。
35.作为本技术的进一步的优选实施例,在机架1上还设有用于控制本分选机的工业电脑26。
36.实际的过程流程如下:
37.01.待筛选产品由流水线移载至导正限位双流道处进行导向,这是因为产品方向需一致,从而便于后续模号识别的位置也一致;
38.02.模号分选视觉组件开始筛选产品的模号,并将相关信息发送给取料机械手;
39.03.取料机械手将筛选后产品分别按照不同的膜号放入产品暂存移载模组中的三个流道送出,然后后续人员直接进行收集即可。
40.以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1