一种用于齿辊式正弦滚轴筛的破碎筛选分析系统的制作方法
本发明涉及正弦滚轴筛的筛选分析,具体为一种用于齿辊式正弦滚轴筛的破碎筛选分析系统。
背景技术:
1、矿产资源作为不可再生资源日益减少,如何充分有效地利用有限的资源,提高生产及使用效率一直是一个焦点问题。目前矿业设备市场竞争日益激烈,如何提高企业的市场竞争力,实现生产过程信息化、自动化是中国矿业深化改革、技术创新及生产管理方面都需要面对的重要课题。近年来,国内许多大型选矿企业在技术改造中,都大力推广电子信息技术的应用,注重信息资源的开发,生产过程控制当中广泛采用了智能控制、电子信息与计算机技术,用新工艺、新技术、新方法对原有设备进行了创新改造升级,使企业管理信息化、生产过程自动化、设备智能化的水平有了较大提高。很多大企业已从单项开发应用向网络化、智能化发展,向管控一体化方向推进,特别是大型选矿企业的整体自动化水平提高较快、绩效明显。
2、正弦滚轴筛已经广泛应用于煤炭、电力、矿山、冶金、水泥等行业固体物料的筛选,尤其是煤矿、选煤厂等企业的原煤分级领用。特别适用于13mm或大于13mm粒度分级,正弦滚轴筛在分析了现有各种筛分设备的缺点和总结煤炭、电力等行业生产过程中物料的筛分的基础上研发出来的新型筛分设备,具有处理能力大、透筛率高、工作时无振动的特点,可筛分具有高粘结性的物料,使用过程中不粘、不堵、不卡、无噪音。但是,在产品整体信息参数监测,产品智能化控制等方面依然存在不足,因此,设计一种用于齿辊式正弦滚轴筛的破碎筛选分析系统。
3、为了解决上述缺陷,现提供一种技术方案。
技术实现思路
1、本发明的目的就在于为了解决现有正弦滚轴筛在产品整体信息参数监测,产品智能化控制等方面依然存在不足的问题,而提出一种用于齿辊式正弦滚轴筛的破碎筛选分析系统。
2、本发明的目的可以通过以下技术方案实现:
3、一种用于齿辊式正弦滚轴筛的破碎筛选分析系统,包括:
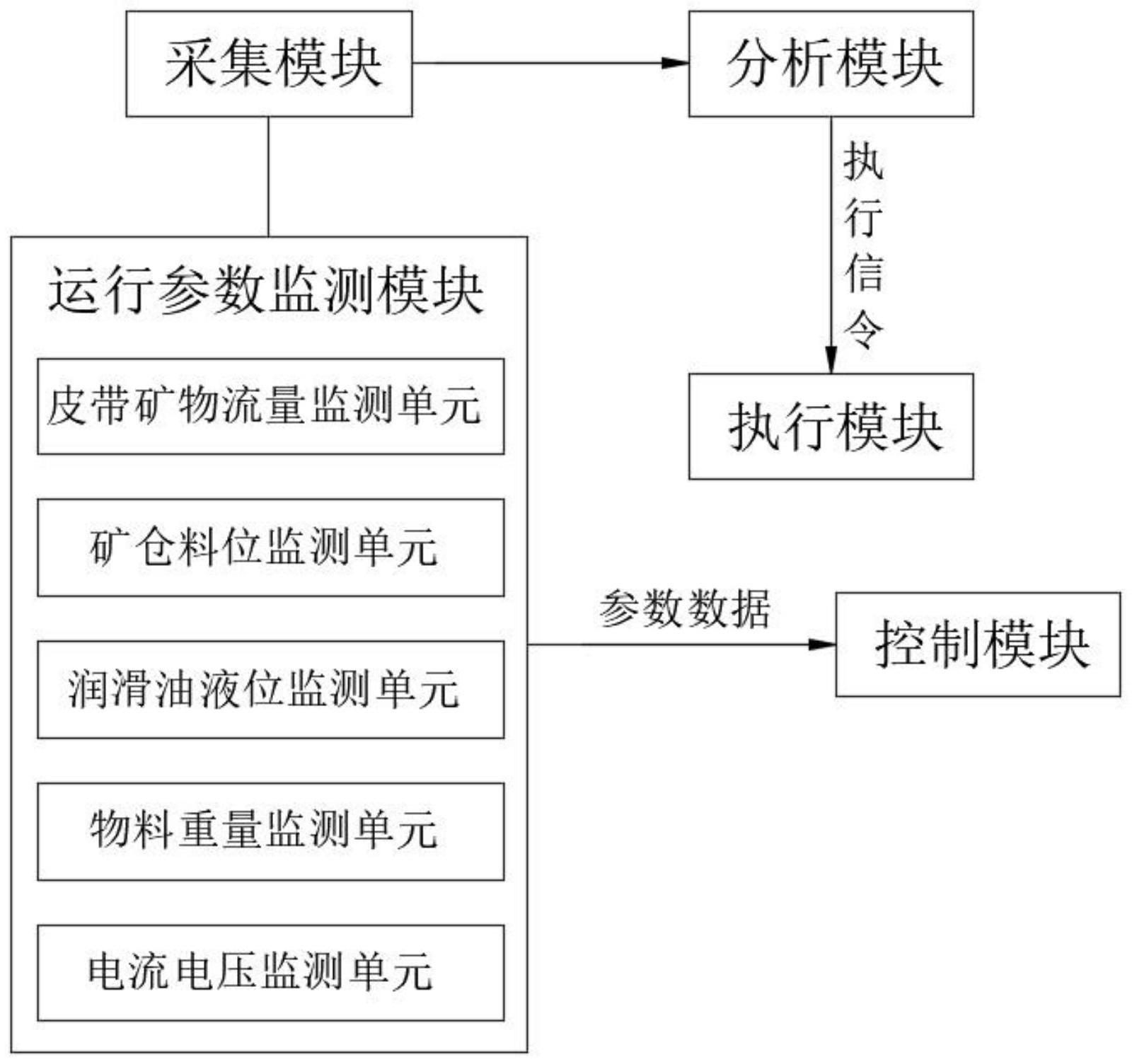
4、采集模块,用于对正弦滚轴筛输入矿物流量、筛上矿物重量和筛下矿物重量进行采集,还用于对筛上矿物和筛下矿物的粒径进行分类,并采集筛上矿物中筛分后粒径小于设置在采集模块中预设粒径值的矿物重量及筛下矿物中筛分后粒径大于设置在采集模块中预设粒径值的矿物重量;
5、分析模块,用于接收采集模块检测的输入矿物流量、筛上矿物重量和筛下矿物重量;利用输入矿物流量并通过优化计算式得到若干个随机时间段输入矿物流量均值;并利用相同的优化计算式得到若干个随机时间段输出矿物流量均值;还用于将筛上矿物重量与筛下矿物重量总和即输出矿物重量与输入矿物流量中的矿物输入重量计算误差,将得到的误差与设置在分析模块中的预设误差进行比对;
6、将若干个随机时间段输入矿物流量均值与若干个随机时间段输出矿物流量均值计算差值,并将差值与设置在分析模块中的预设差值区间进行比对,当差值位于预设差值区间内或输出矿物重量与输入矿物流量中的矿物输入重量计算的误差小于预设误差,则判定正弦滚轴筛的矿物输入为稳定状态;当差值位于预设差值区间外或输出矿物重量与输入矿物流量中的矿物输入重量计算的误差大于预设误差,则生成设备调试信令;
7、分析模块还用于接收筛上矿物中筛分后粒径小于预设粒径值的矿物重量与筛上矿物重量总量和筛下矿物中筛分后粒径大于预设粒径值的矿物重量与筛下矿物重量总量,分别计算得到筛上粒径小于预设粒径值的矿物重量的占有比例和筛下粒径大于预设粒径值的矿物重量的占有比例,并将两个占有比例分别与预设占有比例通过比对式进行比对,当出现两个占有比例其中一个大于预占有比例时,则生成面筛轴检修信令;
8、分析模块还用于将接收的筛上矿物重量和筛下矿物重量,并通过计算得到筛上矿物重量与筛下矿物重量的比值,并与设置在分析模块中的预设比值进行比对,当比值大于预设比值,则生成破碎信令;
9、执行模块,用于接收分析模块中传输的设备调试信令、筛面筛轴检修信令、维护信令及破碎信令,并对相对应的信令实现执行;
10、运行参数监测模块,用于对正弦滚轴筛各项运行参数进行监测;运行参数监测模块内设置有皮带矿物流量监测单元、矿仓料位监测单元、设备轴承温度监测单元、润滑油液位监测单元、物料重量监测单元及电流电压监测单元;
11、皮带矿物流量监测单元用于对运输皮带上的矿物流量进行检测;矿仓料位监测单元,用于在选矿过程中物位检测内的料位检测;设备轴承温度监测单元用于通过温度传感器实现设备轴承的温度监测,出现异常则生成报警信令;润滑油液位监测单元用于通过安装在正弦筛单侧的齿轮箱内的液位传感器对正弦筛的润滑油油位进行实时监测,当油位过低时生成提示信令;物料重量监测单元用于通过安装在正弦筛两端下的压力传感器,对正弦筛进行称重,从而确定正弦筛矿石总量,检测的数据可接入控制模块;电流电压监测单元,用于对驱动电机的电流电压参数进行监控,当出现过流过压状态时,则生成停机信令;
12、控制模块,用于接收运行参数监测模块各个单元获取的检测数据;当接收到皮带矿物流量检测单元检测及矿仓料位监测单元的数据后,结合矿仓料位情况及皮带矿物流量情况对皮带机的给矿量进行调剂,使给矿量始终处于最优状态;当接收到设备轴承温度监测单元传输的报警信令时,则控制停机进行保护,对故障进行排查,完成故障的排除且温度降低至设定温度以下后再进行开机运行;当接收到润滑油液位监测单元传输的提示信令时,则形成声光报警,提示附近的管理人员进行停机并完成润滑液的增加;当接收到物料重量检测单元中传输的检测实时数据显示电机处于过载状态时,则通知附近作业人员进行故障的排除,当检测数据中的电机处于正常状态时,则开机运行;当接收到电流电压检测单元传输的停机信令时,则系统线路或电机出现过流过压状态,立即停机,直到故障排除,保障系统安全运行。
13、进一步的,所述采集模块中输入矿物流量由预设时间段内向正弦滚轴筛内输入的矿物总重量,并将输入的矿物总重量与预设时间段进行计算得到每分钟/每秒的矿物流量;筛上矿物重量由预计时间段内正弦滚轴筛筛分后粒径大于预设粒径值的矿物重量组成;筛下矿物重量由预计时间段内正弦滚轴筛筛分后粒径小于预设粒径值的矿物重量组成;设置在采集模块的内的预设粒径值即为正弦滚轴筛的筛分粒径。
14、进一步的,所述分析模块中通过优化计算式得到若干个随机时间段输入矿物流量均值的具体操作步骤如下:
15、接收到采集模块采集的输入矿物流量,为提高输入矿物流量的准确度,在预计时间段内随机选取若干个随机时间段,并分别记录若干个随机时间段中的矿物输入重量,由若干个随机时长和若干了随机时段中的矿物输入重量计算出若干个随机时间段的输入矿物流量,将若干个随机时间段的输入矿物流量进行计算均值,得到若干个随机时间段输入矿物流量均值。
16、进一步的,所述分析模块中利用相同的优化计算式得到若干个随机时间段输出矿物流量均值的具体操作步骤如下:
17、接收筛上矿物重量和筛下矿物重量,计算筛上矿物重量和筛下矿物重量之和,筛上矿物重量和筛下矿物重量之和即为输出矿物重量,在输出矿物中的预计时间段内随机选取若干个随机时间段,并分别记录若干个随机时间段中的矿物输出重量,由若干个随机时长和若干了随机时段中的矿物输出重量计算出若干个随机时间段的输出矿物流量,将若干个随机时间段的输出矿物流量进行计算均值,得到若干个随机时间段输出矿物流量均值。
18、进一步的,所述执行模块对相对应的信令实现执行的具体操作步骤如下:
19、当接收到设备调试信令时,则判断正弦滚轴筛的矿物输入状态不够稳定,正弦滚轴筛的输入力度不足,提示周边作业人员对正弦滚轴筛内的电动机及减速机的异常情况进行筛查,并对输入的煤质水分及粒度进行检测,减小煤源设备的出力,判断问题根源;当接收到筛面筛轴检修信令时,则判断正弦滚轴筛的筛分能力不足,并提示周边作业人员停机对正弦滚轴筛的筛面即筛轴进行检修,查看是否存在滚珠片有窜轴或脱落的意外情况、筛轴间是否存在严重的卡顿现象、筛轴温度是否过热及筛面是否存在粘附的物料形成的堵塞情况,完成筛面及筛轴的检修好再进行开机运行;当接收到破碎信令后,则判断煤源的粒度过大,并将输入的煤源进行初始破碎加工,从而降低筛上矿物经筛分后的重量占比。
20、进一步的,所述分析模块中生成面筛轴检修信令的具体操作步骤如下:
21、接收筛上矿物中筛分后粒径小于预设粒径值的矿物重量与筛上矿物重量总量,并将接收的筛上矿物中筛分后粒径小于预设粒径值的矿物重量与筛上矿物重量总量进行计算,得到筛上矿物中筛分后粒径小于预设粒径值的矿物重量的占有比例,并将筛上矿物中筛分后粒径小于预设粒径值的矿物重量的占有比例与设置在分析模块中的筛上矿物中筛分后粒径小于预设粒径值的矿物重量的预设占有比例进行比对;接收筛下矿物中筛分后粒径大于预设粒径值的矿物重量与筛下矿物重量总量,并将接收的筛下矿物中筛分后粒径大于预设粒径值的矿物重量与筛下矿物重量总量进行计算,得到筛下矿物中筛分后粒径大于预设粒径值的矿物重量的占有比例,并将筛下矿物中筛分后粒径大于预设粒径值的矿物重量的占有比例与设置在分析模块中的筛下矿物中筛分后粒径大于预设粒径值的矿物重量的预设占有比例进行比对;当筛上矿物中筛分后粒径小于预设粒径值的矿物重量的占有比例大于筛上矿物中筛分后粒径小于预设粒径值的矿物重量的预设占有比例或当筛下矿物中筛分后粒径大于预设粒径值的矿物重量的占有比例大于筛下矿物中筛分后粒径大于预设粒径值的矿物重量的预设占有比例时,则生成筛面筛轴检修信令并向执行模块传输。
22、进一步的,所述润滑油液位监测单元中,润滑油液位检测设计同时满足润滑油固态或液态液位检测的需要,在油槽内设置多检测点,使用过程中可根据现场实际调整轮滑油报警液位,当轮滑油液低于对应检测点时提醒用户更换补充轮滑油;设备轴承温度监测单元中温度传感器安装在正弦筛两端的轴承位,对正弦筛的轴承温度进行实时监测,当轴承温度超过设定温度时生成报警信令并向执行模块传输,设定温度设置在65°-75°之间。
23、与现有技术相比,本发明的有益效果是:
24、(1)本发明,利用本系统可基于自适应、多传感器信息融合技术,获取系统参量,保证测量参数的准确性,利用对筛煤的数据分析,判断设备具体哪个区域出现问题,并第一时间进行维护,及时止损,实现选矿生产过程自动化,提高设备台时处理能力,降低生产成本,提高劳动生产率和产品质量;可提高有用矿物回收率、产品质量和劳动生产率,增加企业的经济效益,改善劳动条件,降低生产成本,实现生产的高效和安全;
25、(2)本发明,将现代智能控制技术引入正弦筛设备中,实现了系统的自动化,智能化;将正弦筛运行状态通过各种检测仪表实现监控,实现了系统监控的实时在线;在出现故障时可自动开停机,实现了系统的无人值守,降低人力需求。
- 还没有人留言评论。精彩留言会获得点赞!