一种旋流器瓷砖整圆工装的制作方法
本技术涉及旋流器贴砖,具体为一种旋流器瓷砖整圆工装。
背景技术:
1、现有的旋流器内衬瓷砖贴砖工艺,是用人工按压或敲击的方法使耐磨瓷砖与钢结构筒体贴合,此方法很难使耐磨瓷砖与筒体紧密贴合,严重时会造成旋流器耐磨瓷砖内孔椭圆,由于旋流器的使用原理是产品在桶内做高速的圆周旋转运动,筒体椭圆会造成瓷砖的快速磨损。
技术实现思路
1、对现有技术的不足,本实用新型提供了一种旋流器瓷砖整圆工装,解决了人工按压或敲击的方法使耐磨瓷砖与钢结构筒体贴合,此方法很难使耐磨瓷砖与筒体紧密贴合,严重时会造成旋流器耐磨瓷砖内孔椭圆,进而造成瓷砖的快速磨损的问题。本实用新型利用机械对旋流器内衬贴砖,从而增强了瓷砖与旋流器钢结构的紧密结合程度。
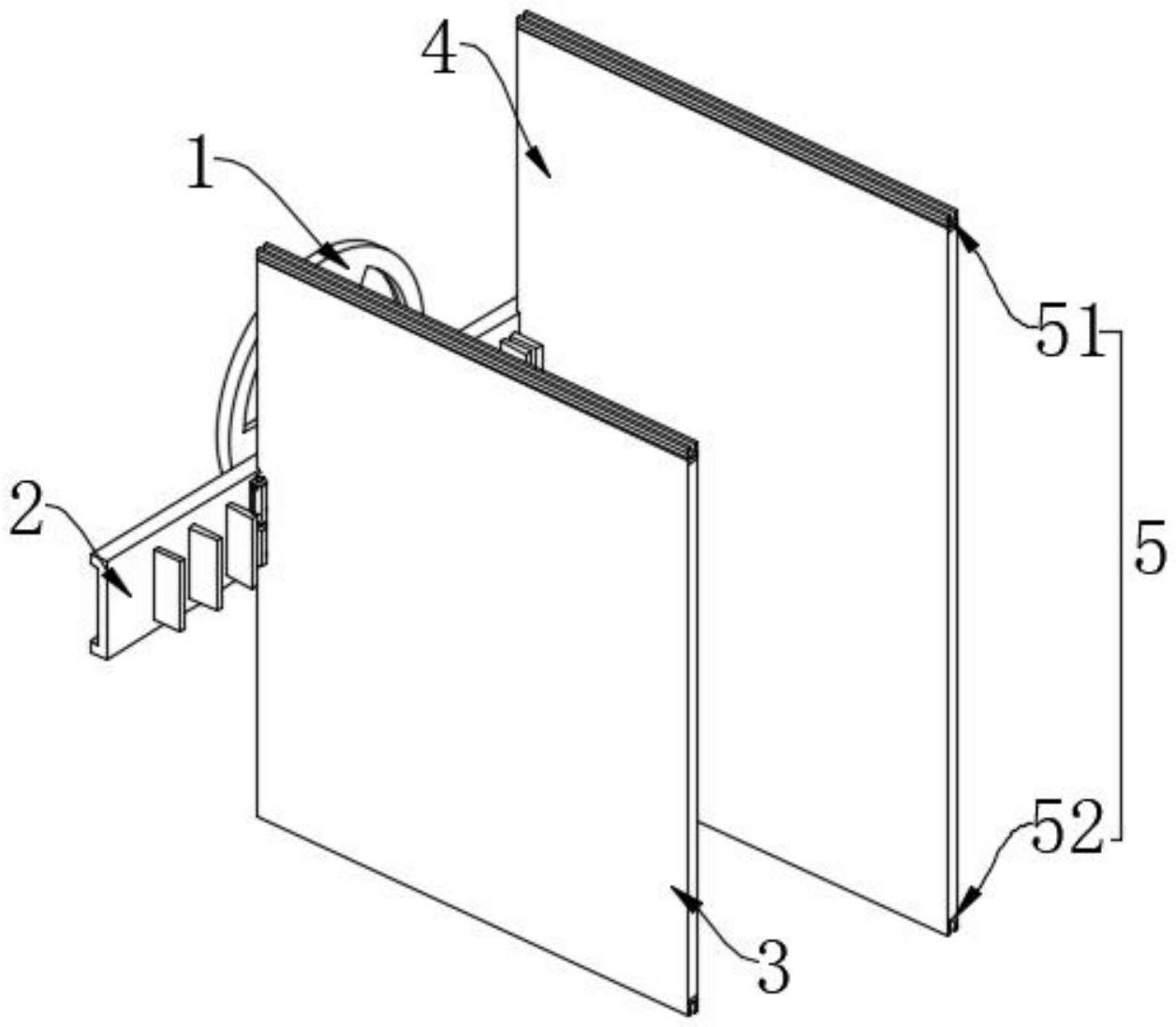
2、为实现上述目的,本实用新型提供如下技术方案:一种旋流器瓷砖整圆工装,包括压紧盘以及与压紧盘连接的槽钢,所述槽钢远离压紧盘的一端安装有两个长度不一的第一板件以及第二板件,第一板件与第二板件上均安装有插接件;
3、所述第一板件与第二板件在槽钢上左右分布,第一板件包括有第一板体以及安装于槽钢上用于稳定第一板体的若干安装座一,插接件包括有安装于第一板件一端的第一扣件,远离第一扣件的第一板件一端安装有用于与第一扣件建立连接的第二扣件;
4、所述第二板件包括有长度大于第一板体长度的第二板体,第二板体左端的槽钢上安装有若干安装座二,安装座一与安装座二以压紧盘的对称中线为分界线的左右分布。
5、优选的,所述第一扣件与第二扣件的结构相同,第一扣件的上端开设有凹型槽,第一扣件的凹型槽内壁上安装有匚型钩头,远离匚型钩头的凹型槽内壁上开设有沟槽,沟槽的宽度等于匚型钩头与沟槽的接触宽度。
6、优选的,所述第一板件以及第二板件与槽钢之间均可拆卸的安装有铰接座,铰接座包括有第一铰接板与第二铰接板,第一铰接板与第二铰接板之间安装有旋向轴,槽钢上开设有适配于第一铰接板与第二铰接板的扇形槽。
7、优选的,所述安装座一的下端面开设有过件槽,过件槽的开设宽度等值于第一板体宽度。
8、优选的,所述安装座二呈条状并左端面与第二板体相接,安装座二安装于第一板体左端与分界线之间,安装座一安装于第二板体右端与分界线之间。
9、优选的,所述压紧盘呈圆盘状并开设有手控孔,槽钢的上端面开设有滑槽,滑槽内安装有用于传输压紧盘驱动力的六棱杆。
10、与现有技术相比,本实用新型提供了一种旋流器瓷砖整圆工装,具备以下有益效果:
11、1、本实用新型设置的安装座一与安装座二左右分布,通过第一板体与不同位置的安装座一进行结合从而控制第一板体呈现的圆弧弧度,从而对旋流器内部贴设的瓷砖进行压紧,并同时增强本实用新型对不同直径的旋流器的适应,第二板体的长度大于第一板体,以在第一板体围设的圆直径小于实际应用的旋流器,即可使用第二板体进行同等操作,以完成瓷砖的压实作业。
12、2、本实用新型通过设置的两个左右对称的第一板件与第二件,可以通过第一板体与第二板体在卷圆后很好的将耐磨瓷砖与结构件压实,且可控制耐磨瓷砖的椭圆度在允许的公差范围内,从而保证产品质量和延长产品的使用寿命。
技术特征:
1.一种旋流器瓷砖整圆工装,包括压紧盘(1)以及与压紧盘(1)连接的槽钢(2),其特征在于:所述槽钢(2)远离压紧盘(1)的一端安装有两个长度不一的第一板件(3)以及第二板件(4),第一板件(3)与第二板件(4)上均安装有插接件(5);
2.根据权利要求1所述的一种旋流器瓷砖整圆工装,其特征在于:所述第一扣件(51)与第二扣件(52)的结构相同,第一扣件(51)的上端开设有凹型槽,第一扣件(51)的凹型槽内壁上安装有匚型钩头(53),远离匚型钩头(53)的凹型槽内壁上开设有沟槽,沟槽的宽度等于匚型钩头(53)与沟槽的接触宽度。
3.根据权利要求1所述的一种旋流器瓷砖整圆工装,其特征在于:所述第一板件(3)以及第二板件(4)与槽钢(2)之间均可拆卸的安装有铰接座(6),铰接座(6)包括有第一铰接板(61)与第二铰接板(62),第一铰接板(61)与第二铰接板(62)之间安装有旋向轴(63),槽钢(2)上开设有适配于第一铰接板(61)与第二铰接板(62)的扇形槽。
4.根据权利要求1所述的一种旋流器瓷砖整圆工装,其特征在于:所述安装座一(32)的下端面开设有过件槽,过件槽的开设宽度等值于第一板体(31)宽度。
5.根据权利要求4所述的一种旋流器瓷砖整圆工装,其特征在于:所述安装座二(42)呈条状并左端面与第二板体(41)相接,安装座二(42)安装于第一板体(31)左端与分界线之间,安装座一(32)安装于第二板体(41)右端与分界线之间。
6.根据权利要求1所述的一种旋流器瓷砖整圆工装,其特征在于:所述压紧盘(1)呈圆盘状并开设有手控孔,槽钢(2)的上端面开设有滑槽,滑槽内安装有用于传输压紧盘(1)驱动力的六棱杆(7)。
技术总结
本技术涉及旋流器贴砖技术领域,解决了人工按压或敲击的方法使耐磨瓷砖与钢结构筒体贴合,此方法很难使耐磨瓷砖与筒体紧密贴合,严重时会造成旋流器耐磨瓷砖内孔椭圆,进而造成瓷砖的快速磨损的问题。具体为一种旋流器瓷砖整圆工装,包括压紧盘以及与压紧盘连接的槽钢,所述槽钢远离压紧盘的一端安装有两个长度不一的第一板件以及第二板件,第一板件与第二板件上均安装有插接件,第一板件与第二板件在槽钢上左右分布,第一板件包括有第一板体以及安装于槽钢上用于稳定第一板体的若干安装座一,插接件包括有安装于第一板件一端的第一扣件。本技术利用机械对旋流器内衬贴砖,从而增强了瓷砖与旋流器钢结构的紧密结合程度。
技术研发人员:王金龙,樊伟,郭素梅,周桃巨,李冰玉,潘大明,姚大山,徐笑笑,丁欢,吴自伟
受保护的技术使用者:合肥约翰芬雷矿山装备有限公司
技术研发日:20230109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!