一种汽车减震器外套全自动检测设备的制作方法
本技术涉及机械加工领域,尤其是一种汽车减震器外套全自动检测设备。
背景技术:
1、以往对汽车减震器外套的加工工序大致为备料、切割、压型、滚磨去锋边、人工检测、合格储存或不合格返工,一系列工序。所有工序都需要人员来完成,人员因有长期单一操作,疲劳、枯燥引起心情、注意力的不稳定因素,生产出的产品也会产生品质不稳定,甚至有漏检、错检等客观问题。人工成本、不良品报废成本、返工成本、延迟交货成本、退货成本等都是生产经营中的成本增加因素。
2、现实生产中,为了人员的身心健康,为了降低生产成本,为了提高生产效率,我们致力于寻求替代方法。
技术实现思路
1、本实用新型所要解决的技术问题是科学设计一种汽车减震器外套全自动检测设备,包括中央控制系统、打磨清洁装置、智能检测甄别系统和自动送料系统;将滚磨去锋边后的加工件放入自动送料系统的自动送料盘中,自动送料盘匀速旋转输送加工件到加工台的送料槽中,被气动伸缩杆等距推入打磨清洁装置将边沿打磨光滑吹去碎屑后,被推入第一检测装置,小于最小公差的加工件从第一检测孔掉入偏小不良品筐,大于最小公差的加工件被继续推入第二检测装置,在公差范围内的加工件从第二检测孔掉入良品筐,大于最大公差的加工件被继续推送掉入偏大不良品筐,完成全自动智能打磨清洁、检测、甄别分类(偏小、合格、偏大)全套工作;达到一体自动、智能高效、安全可靠、经济实用的有益效果。
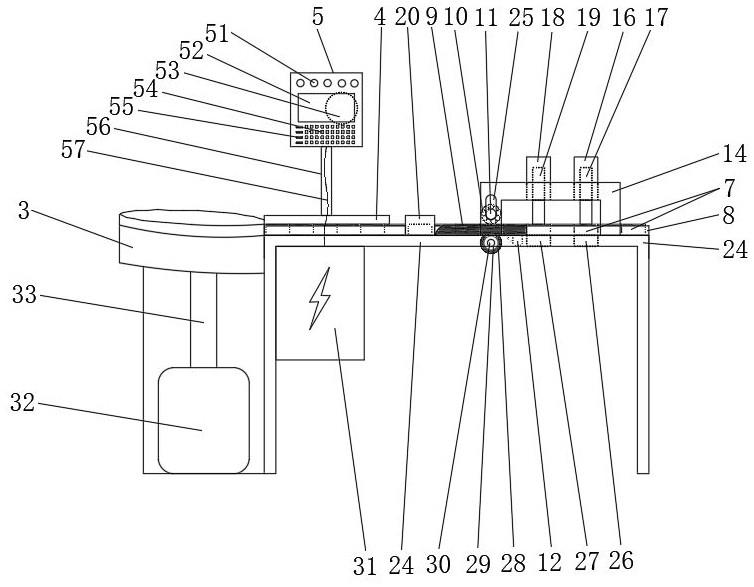
2、本实用新型解决上述问题所采用的技术方案为:一种汽车减震器外套全自动检测设备,包括中央控制系统、打磨清洁装置、智能检测甄别系统、自动送料系统和加工台;所述中央控制系统包括若干外接插口、键盘、显示屏、若干工作指示灯和中央处理器,通过立杆固定于所述加工台的面板上方;所述打磨清洁装置包括定位导杆、定位轴承、打磨机和吹气喷头,分别位于所述加工台的所述面板上方和下方;所述智能检测甄别系统包括第一检测装置和第二检测装置,通过一对支架固定设置于所述加工台的所述面板上;所述自动送料系统包括送料盘、送料槽、横向送料机、竖向送料机,所述送料盘固定设置于所述加工台的左端;加工件为半圆管状的弧形片。
3、所述打磨清洁装置的所述定位导杆设置为一根半圆柱状长杆,左端圆头右端平头,固定设置于所述加工台的所述面板上方,所述送料槽中的竖向长送料槽的中部中央位置;所述定位轴承设置为平面圆环轴承,所述定位轴承的中心孔穿设一根圆轴,所述圆轴的两端活动穿设在一对所述支架左端的一对纵向孔内,将所述定位轴承架设于所述定位导杆右端上方;所述打磨机包括打磨轮和电机,所述电机中心的定子两端固定插设于所述加工台的所述面板中间设置的缺口的两壁,所述电机的所述定子中部外周套设一圈转子,所述电机的所述转子外周固定套设一圈所述打磨轮,所述电机的所述转子和所述打磨轮同步在所述加工台的所述面板中间的所述缺口内旋转。
4、所述智能检测甄别系统中的所述第一检测装置包括第一伸缩机、第一圆球、第一圆球槽和最小公差孔;所述第一伸缩机固定设置于一对所述支架的中部,所述第一伸缩机的伸缩杆竖直上下伸缩活动;所述第一圆球槽的底面固定设置为斜面,所述第一圆球槽位于所述送料槽的所述竖向长送料槽一侧,并在对应的所述送料槽的所述竖向长送料槽侧板上设置一个内小外大的第一圆弧形缺口,使放置于所述第一圆球槽内的所述第一圆球自然滚向所述第一圆弧形缺口内;所述最小公差孔固定设置于所述加工台的所述面板上所述第一伸缩机的正下方,并与所述送料槽中的所述竖向长送料槽侧板上设置的所述第一圆弧形缺口对应,所述最小公差孔与所述第一圆弧形缺口对面的所述竖向长送料槽侧板内壁底端的所述加工台的所述面板留有细长台阶,所述最小公差孔靠近所述第一圆弧形缺口边的上口沿到对面的所述竖向长送料槽侧板内壁底端的尺寸设置为所述加工件的弧面开口规格的最小公差值,所述最小公差孔的长度设置为所述加工件长度的最小公差值。
5、所述智能检测甄别系统中的所述第二检测装置包括第二伸缩机、第二圆球、第二圆球槽和最大公差孔;所述第二伸缩机固定设置于一对所述支架的右部,所述第二伸缩机的伸缩杆竖直上下伸缩活动;所述第二圆球槽的底面固定设置为斜面,所述第二圆球槽位于所述送料槽的所述竖向长送料槽一侧,并在对应的所述送料槽的所述竖向长送料槽侧板上设置一个内小外大的第二圆弧形缺口,使放置于所述第二圆球槽内的所述第二圆球自然滚向所述第二圆弧形缺口内;所述最大公差孔固定设置于所述加工台的所述面板上所述第二伸缩机的正下方,并与所述送料槽中的所述竖向长送料槽侧板上设置的所述第二圆弧形缺口对应,所述最大公差孔与所述第二圆弧形缺口对面的所述竖向长送料槽侧板内壁底端的所述加工台的所述面板留有细长台阶,所述最大公差孔靠近所述第二圆弧形缺口边的上口沿到对面的所述竖向长送料槽侧板内壁底端的尺寸设置为所述加工件的弧面开口规格的最大公差值,所述最大公差孔的长度设置为所述加工件长度的最大公差值。
6、所述自动送料系统中的所述送料盘包括螺旋送料盘和驱动电机,所述驱动电机设置于所述螺旋送料盘的正下方,通过传动轴驱动所述螺旋送料盘缓慢旋转;所述螺旋送料盘接近出口处顺着螺旋槽固定设置一根引导钢丝,所述引导钢丝的前端螺旋槽内半侧固定设置一组将仰面的所述加工件翻转成俯面的犁头形钢丝;
7、所述送料槽由在所述加工台的所述面板上按所述加工件外形灵活设置的挡板组成,包括竖向短送料槽、横向送料槽、所述竖向长送料槽;所述竖向短送料槽左端开口与所述螺旋送料盘的出料口连通,所述横向送料槽左下角开口与所述竖向短送料槽的右端开口连通,所述横向送料槽的右上角开口与所述竖向长送料槽的左端开口连通,所述竖向长送料槽依次直线穿过设置于所述加工台的所述面板上的所述打磨清洁装置下方和所述智能检测甄别系统下方;
8、所述横向送料机固定设置于所述加工台的所述面板上所述横向送料槽靠近所述竖向短送料槽一侧,包括大主体、大推杆及所述大推杆前端固定设置的传感器,所述大推杆和所述传感器的宽度略小于所述横向送料槽的宽度,刚好在所述横向送料槽内伸缩运动;
9、所述竖向送料机固定设置于所述竖向长送料槽的左端开口,与所述竖向长送料槽呈一条直线,包括小主体和长推杆。
10、所述中央控制系统整体设置成一个箱体,若干所述外接插口设置于所述箱体的正面左下部,所述键盘设置于所述箱体的正面右下部,所述显示屏设置于所述箱体的正面中部,若干所述工作指示灯设置于所述箱体的正面上部,所述中央处理器固定设置于所述箱体的内部;所述中央控制系统通过电线向所述打磨清洁装置、所述智能检测甄别系统、所述自动送料系统传输指令控制工作。
11、所述加工台包括所述面板和四条腿;所述面板底面固定设置一个配电箱,所述配电箱通过所述电线给所述中央控制系统、所述打磨清洁装置、所述智能检测甄别系统、所述自动送料系统供电工作。
12、与现有技术相比,本实用新型的优点在于:
13、本实用新型一种汽车减震器外套全自动检测设备,包括中央控制系统、打磨清洁装置、智能检测甄别系统和自动送料系统;将滚磨去锋边后的加工件放入自动送料系统的自动送料盘中,自动送料盘匀速旋转输送加工件到加工台的送料槽中,被气动伸缩杆等距推入打磨清洁装置将边沿打磨光滑吹去碎屑后,被推入第一检测装置,小于最小公差的加工件从第一检测孔掉入偏小不良品筐,大于最小公差的加工件被继续推入第二检测装置,在公差范围内的加工件从第二检测孔掉入良品筐,大于最大公差的加工件被继续推送掉入偏大不良品筐,完成全自动智能打磨清洁、检测、甄别分类(偏小、合格、偏大)全套工作;达到一体自动、智能高效、安全可靠、经济实用的有益效果。
- 还没有人留言评论。精彩留言会获得点赞!