一种焦化全馏分油加工方法与流程
1.本发明属于炼油及化工领域,具体地涉及一种焦化全馏分油加工方法。
背景技术:
2.延迟焦化是一种热裂化工艺,可以将高残碳的重质油转化为轻质油。其主要产品为焦化石脑油、焦化柴油、焦化蜡油和焦炭,收率分别为16%、30%、28%和15%。焦化油的性质较差,主要表现为烯烃含量高、氮含量高,这会造成原料安定性差,且大量的烯烃会在反应过程中结焦缩合,严重影响装置长周期稳定运转。焦化石脑油中还含有上游含硅消泡剂中的硅油类物质,这类物质会在加氢反应过程中沉积在催化剂表面,造成催化剂的永久性中毒失活。所以目前焦化石脑油加氢反应系统中会通过装填捕硅剂来保护主催化剂活性。
3.由于原料性质差,影响长周期运行的因素多,目前工业中直接加工处理焦化全馏分油的较少,主要是采用焦化石脑油、柴油、蜡油馏分分别加氢精制或加氢裂化的方法,对以上三种馏分的加工则至少需要3套完备的加氢反应和分离系统,投资高、能耗大。即使是全馏分油直接加工,则也至少需要一个加氢精制反应器和一个加氢裂化反应器,以避免原料中氮化物对裂化剂活性的影响。而且其中的加氢精制反应器还需要专门针对石脑油馏分装填捕硅剂,但是焦化全馏分油在接触捕硅剂时,会影响石脑油馏分中硅的沉积效果,影响主催化剂使用寿命。
4.cn101003745a公开了一种焦化全馏分油生产优质柴油的方法,将焦化全馏分油分离为轻馏分和重馏分,再分别进行加氢精制和加氢改质,二者的反应产品再一同进入分馏系统中分离为石脑油和柴油。该方法一是反应流程比较复杂,二是重质馏分油进入加氢改质反应区,其中的氮化物会对改质剂活性造成严重影响。
5.cn104611028a公开了一种焦化全馏分油加氢裂化方法,分别设置上流式加氢精制和加氢裂化反应器,解决反应过程温度分布不均问题和烯烃在换热过程中在换热器内的结焦问题。但是,上流式反应器对原料增压泵要求较高,增加装置投资成本。同时,本系统也无法避免焦化石脑油中si对催化剂的影响。
技术实现要素:
6.针对现有技术的不足,本发明提出一种焦化全馏分油加工方法。本发明根据焦化全馏分油的组成特点,通过进行分区设置与各区反应相态结合,精确控制产品质量,在同一反应器内实现将劣质焦化全馏分油转化为优质乙烯原料,并兼产柴油调和组分。
7.本发明的焦化全馏分油加工方法,包括以下内容:(1)固定床反应器内由上至下依次为第一反应区、气液分离区、第二反应区、气液混合区和第三反应区;第一反应区内级配装填捕硅剂和第一加氢精制催化剂,第二反应区装填第二加氢精制催化剂,第三反应区装填加氢裂化催化剂;氢气自气液混合区进入,向上依次经过第二反应区、气液分离区和第一反应区;焦化全馏分油从气液分离区进入,分离为气相组分和液相组分;
(2)气相组分进入第一反应区,气相组分与氢气并流,与捕硅剂和第一加氢精制催化剂接触,进行脱硅、烯烃饱和及脱硫反应,气相反应物由反应器顶部排出,经冷凝后得到乙烯原料;(3)液相组分向下流动进入第二反应区,液相组分与氢气逆流,与第二加氢精制催化剂接触,进行深度脱硫、脱氮反应,得到的第二反应产物;(4)第二反应产物向下流动进入气液混合区与氢气混合接触后进入第三反应区,进行液相加氢反应,得到的第三反应产物作为产品流出。
8.本发明方法中,所述的焦化全馏分油原料馏程一般为100~500℃,s≯15000μg/g,n≯5000μg/g。
9.本发明方法中,所述的气液分离区用于从原料及由第二反应区上行的气相组分中分离出200℃以下的石脑油馏分以气相状态进入第一反应区,柴油及蜡油馏分以液相状态进入第二反应区。气液分离区的操作条件为压力3.0~10.0mpa,优选4.0~6.0mpa,其中氢分压占总压比例为45%~80%;进料温度220~380℃,优选260~340℃。
10.本发明方法中,所述的第一反应区为气固反应区,用于石脑油馏分以气相状态发生脱si、烯烃饱和及脱硫反应,所述的捕硅剂为本领域常用的加氢捕硅剂,一般以mo-ni为催化剂活性金属,al2o3为载体,金属负载量5wt%~12wt%。优选fripp研发的fhrs系列催化剂,所述的第一加氢精制催化剂为本领域熟知的加氢精制催化剂,可以自行制备或采用市售产品,一般以mo-ni或mo-co为催化剂活性金属,al2o3为载体,金属负载量15wt%~25wt%;如fripp开发的fh-40系列催化剂,优选fh-40b催化剂。以反应器内催化剂总装填量为基准,第一反应区内催化剂装填体积比例为1%~40%,优选5%~30%;捕硅剂与加氢催化剂的装填比例为5:1~1:5,优选2:1~1:3。第一反应区的操作条件一般为:压力1.0~6.0mpa,优选2.0~4.0mpa,其中氢分压占总压比例为40%~70%;体积空速0.1~10.0h-1
,优选0.5~6.0h-1
;反应温度150~300℃,优选180~230℃;氢油体积比10:1~400:1,优选100:1~300:1。
11.本发明方法中,所述的第二反应区用于气液分离区下行的液相组分及从第一反应区回流的液相组分进行深度脱硫、脱氮反应。所述的第二加氢精制催化剂为本领域熟知的加氢精制催化剂,可以自行制备或采用市售产品,一般以mo-ni或mo-co为催化剂活性金属,al2o3为载体,金属负载量15%~30%。可以选择fripp开发的fhuds系列催化剂,如fhuds-6、fhuds-8催化剂。第二反应区内催化剂装填体积比例为1~80%,优选30~60%。所述的第二反应区的操作条件一般为:压力3.0~10.0mpa,优选5.0~8.0mpa,其中氢分压占总压比例为50%~90%;体积空速0.1~10.0h-1
,优选0.5~3.0h-1
;反应温度220~400℃,优选300~360℃;氢油体积比10:1~400:1优选100:1~300:1。
12.本发明方法中,所述的气液混合区主要用于提供氢气入口,并通过灵活控制氢气流量、温度等参数,不但实现上行氢气与第二反应区下行的液相组分的充分接触及强化传质,满足第二反应区反应需求,还可以发挥上行氢气汽提脱除杂质(h2s、nh3)、携带轻组分至第一反应区的作用。气液混合区的操作条件为:压力3.0~10.0mpa,优选5.0~8.0mpa,其中氢分压占总压比例为100%;进料温度30~400℃,优选200~340℃;上行氢气与溶解氢的比例为1:1~10:1,优选3:1~8:1。在气液混合区内设置混氢、溶氢设备,如氢气混合器、微气泡传质体系等。
13.本发明方法中,所述的第三反应区为液固反应区,即溶有氢气的第二反应产物与
固相催化剂进行加氢裂化反应,所述的加氢裂化催化剂为本领域熟知的加氢裂化催化剂,可以自行制备或采用市售产品,一般以w-ni为催化剂活性金属,al2o3为载体,金属负载量20wt%~35wt%。可以采用市售产品或按照现有方法进行制备,如fripp开发的fc系列催化剂。第三反应区内催化剂装填体积比例为1%~80%,优选30%~60%。所述的第三反应区的液相加氢反应条件为:压力3.0~8.0mpa,优选2.0~7.0mpa,标态氢与油体积比为2~300,优选10~200;体积空速0.1~8.0h-1
,优选0.5~3.0h-1
;反应温度200~400℃,优选260~380℃。
14.本发明与现有技术相比,具有如下优点:1、焦化全馏分油在气液分离区中进行馏分切割,其中石脑油馏分以气相进入第一反应区,此馏分中富集烯烃、含si物质和小分子硫化物。通过级配装填捕硅剂和加氢精制催化剂,有效脱除含si物质,避免其对主催化剂的影响,也通过饱和石脑油馏分中的烯烃,避免其进入深度加氢反应区在苛刻反应条件下结焦缩合,影响装置长周期运转。柴油和蜡油馏分以液相向下流动进入第二反应区,通过脱除大分子硫、氮,部分饱和多环芳烃,消除对第三反应区中加氢裂化催化剂的影响。第二反应区精制后的液相组分,经气液混合区与纯氢接触后,进入第三反应区发生加氢裂化反应,此时组分中以大分子环状烃、链状烃为主,由于加氢裂化是强放热反应,温度升高对转化率不利,而由于第三反应区是液相反应,油品的比热容较大,可以大量吸收汽化潜热,控制反应区温度上升幅度,匹配更加适宜的反应环境,提高反应选择性和转化率。同时,第三反应区流出产物中氢气已充分反应,产物中氢气浓度较低,无需循环使用,不需要降温分离过量氢气,也省去了常规技术中的换热、气液分离设备。
15.2、本发明中第一、第二、第三反应区由上至下分为气固反应区、气液固反应区和液固反应区。传统的气液固三相反应,气相氢气需要穿透液相原料油才能到达固相催化剂表面,受到扩散限制,影响反应效率。本发明除了第一、第三反应区分别为传质效率更高的两相反应外,第二反应区采用气相、液相逆向接触,强化气液传质推动力,反应效率也得到优化提高。三个反应区彼此工艺条件优势互补,可以最大化保持反应系统稳定性。第二反应区为气液逆流反应区,逆向接触强化传质过程的同时,伴随返混,需要稳定的压力控制,第一反应区具有较大可压缩的气相空间,对稳定床层压力和稳定流体流动状态有良好的缓冲作用,通过灵活控制出口气量就可以调节第二反应区气相流速及液层厚度,提高了发生液泛的气速范围。气液混合区下方的第三反应区为液相空间,可以很好地控制反应器出口物流状态,不会引起氢气未经通过催化剂床层发生反应就被携带出反应器的问题,可以与省去常规工艺流程中的高压分离器,简化流程。同时,下方的柴油加氢精制区为液相空间,可以很好地控制反应器出口物流状态,如果没有这一区域,将会引起氢气未经通过催化剂床层发生反应就被携带出反应器的问题,可以与省去常规工艺流程中的高压分离器,简化流程。
16.3、氢气进入反应器,即可根据需要调整上行氢气和下行液相组分中的氢气量和比例,最大限度满足各反应区反应所需的化学氢耗,还可以起到控制各反应器反应相态、优化反应环境的作用。首先,由于氢气在第二反应区与反应原料逆向流动接触,可以及时将反应生成的h2s、nh3及小分子烃类携带至第一反应区,并从反应器顶部流出装置。这样既消除了第二反应区中h2s对深度加氢脱硫反应的影响,也可以保护第三反应区裂化剂的酸性中心不受nh3的抑制。还可以根据反应初、末期裂化剂的对反应环境的不同需求,灵活调变氢气温度和流量,来延长运行周期。例如,反应初期裂化剂活性较高,容易造成裂化过度,生成小
分子烃类降低液体收率。此时可以适当降低氢气入口流量和温度,减少对nh3的汽提作用并给第二反应区流出液相换热降温,使一定浓度的nh3接触到第三反应区裂化剂表面进行初活钝化,抑制初期活性。当到达反应末期时,裂化剂活性衰减严重,此时可以提高氢气流量以最大化避免nh3对裂化活性的抑制作用,满足裂化剂的反应环境需求。其次,第二反应区上方的气液混合区,氢气及其他烃类等上行气相组分与原料油接触后,进行传质并分离,可以强化轻重组分的分离效果,利用上行气相携带更过轻质组分进入第一反应区,增加石脑油馏分的收率。最后,氢气入口设置在第二反应区下方的气液混合区,此处氢分压最高,十分有利于第二反应区大分子硫氮及多环芳烃反应环境的优化。
附图说明
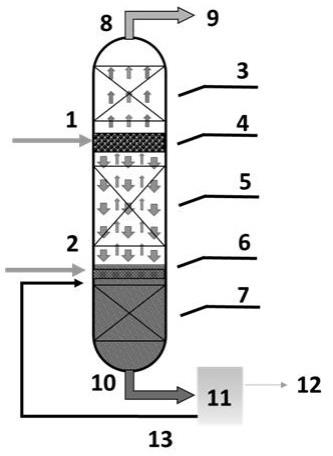
17.图1为本发明的一种焦化全馏分油加工方法示意图。
18.图中:1-原料,2-氢气,3-第一反应区,4-气液分离区,5-第二反应区,6-气液混合区,7-第三反应区,8-第一反应产物,9-乙烯原料,10-第三反应产物,11-分馏塔,12-柴油调和组分,13-尾油。
具体实施方式
19.下面结合附图说明和实施例对本发明进行详细说明,但不因此限制本发明。
20.以附图1为例说明本发明的焦化全馏分油加工方法实现过程:反应原料1从气液分离区4进入加氢反应器。在气液分离区4分离为气相及液相。气相向上流动进入第一反应区3,液相向下流动进入第二反应区5。氢气2在气液混合区6进入加氢反应器,与第二反应区5中向下流出的液相物料混合接触后,向上流动进入第二反应区5,携带氢气液相物料向下流动进入第三反应区7。
21.第一反应区3中发生气相反应,主要发生焦化石脑油馏分中脱si、烯烃饱和及脱硫反应,生成第一反应产物8,经冷凝后作为乙烯原料9。第二反应区5中发生气液两相反应,液相为柴油和蜡油馏分向下流动,气相为氢气向上流动,气液逆向接触发生深度加氢精制反应。反应生成的h2s、nh3及低分子烃随气相物流向上流动进入第二反应区5及第一反应区3,最后从反应器顶部流出装置。第二反应区反应后的液相物流向下流动进入气液混合区6,携带氢气进入第三反应区7,第三反应区7中为液相反应加氢裂化反应,反应产物10流出装置后进入分馏塔11,塔顶为柴油调和组分12,尾油13可以循环回气液混合区6。
22.实施例1~3本实施例采用100ml固定床加氢反应器,由上至下的第一、第二、第三反应区均设置一个催化剂床层,在第二反应区和第三反应区之间的气液混合区安装高效混氢器。混氢器的部分或全部处于液相环境之中,氢气进料位于液面以下,通过多孔设备喷射进混氢器的液相中,混氢器内气相快速流动,与液相相切,达到充分混合的效果,使液相中氢气含量达到一定的溶解度,混氢后的液相向下进入第三反应区,过量氢气聚集成连续的气相向上进入第二反应区。可以通过氢气注入量调节进入第二反应区的氢气流量。本实施例中通过进口氢气量的控制,实现上行氢气与溶解氢比例为1:1。通过进口氢气量的控制,实现上行氢气与溶解氢比例为1:1。在第一反应区i中装填级配装填加氢精制催化剂a和捕硅剂b,在第二反应区中装填ni-mo型加氢精制催化剂c,在第三反应区装填ni-w型加氢裂化催化剂d。
催化剂按照反应器容积的体积装填比例a:b:c:d=15:10:35:40。采用焦化全馏分油为原料。催化剂性质见表1,原料油性质见表2,反应工艺条件及结果见表3。
23.比较例1采用现有的焦化全馏分油加工技术,将原料引入100ml中试加氢装置发生加氢精制反应,之后进入分馏塔,得到加氢后的石脑油、柴油和蜡油馏分,蜡油馏分再进入100ml加氢装置发生加氢裂化反应,得到柴油和尾油产品。原料与实施例相同,加氢精制反应器装填ni-mo型加氢精制催化剂c,装填体积50ml;加氢裂化反应器装填ni-w型加氢裂化催化剂d,装填体积50ml。反应条件同实施例3的第二反应区。
24.表1 催化剂物化性质表2 原料油性质表3 加氢工艺条件及结果
由表3可以看出,相比于现有焦化全馏分油加氢技术,本方法可以以更加简化的工艺流程和更加科学合理的催化剂级配体系,实现石脑油和柴油调和组分。同时,本发明由于在三个反应区都实现了强化传质,所以在相同反应条件下达到了更好的反应效果,产品质量更高。由于三个反应区环境的深度耦合且氢气量、温度可调,试验过程装置温度、压降一直处于稳定状态,具备长周期运行的有利条件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1