一种煤焦油加氢处理生产芳烃原料的方法及装置与流程
本发明属于加氢反应领域,具体地,涉及一种煤焦油加氢处理生产芳烃原料的方法及装置。
背景技术:
1、随着化工生产技术水平的快速提升,国内外聚酯、聚乙烯、聚碳酸酯等合成纤维的市场需求持续增长,对轻质芳烃btx(苯、甲苯、二甲苯)等基础化工原料的需求持续增长。
2、煤焦油是煤在干馏和气化过程中获得的液体产物之一,常温下是黑色或黑褐色具有刺激性臭味的粘稠状液体,主要由多环芳香族化合物组成,煤焦油的组成极为复杂。按照裂解温度不同可分为低温煤焦油、中温煤焦油和高温煤焦油等几种不同的产品。通过加氢的方法来加工煤焦油,可获得高附加值的低硫石脑油和清洁燃料油,实现煤焦油的清洁化、轻质化。
3、除了用煤焦油加氢技术生产油品外,如何高效地转化煤焦油中的芳烃是炼厂挖潜增效的有效途径。目前已有的煤焦油加氢大都以石脑油、轻柴油作为最终产品。这些产品的突出特点是芳烃和环烷烃含量高。其中芳烃潜含量一般都在70%~80%,远超过来自石油里面的含量,是一种难得的芳烃原料。如果采用选择性加氢裂化技术,使其中的多环芳烃转化成单环芳烃,最终用于生产芳烃产品,这样既避免了轻柴油产品十六烷值低的问题,也有效利用了该馏分油的芳烃资源。煤焦油通过加氢转化技术用于生产芳烃产品,还可以降低生产过程中的氢耗量。同时煤焦油如果用于生产芳烃产品,既能大幅度提高催化重整装置的效率,也可以充分体现这种原料的优势。
4、传统的固定床反应器优点是操作简单,技术成熟;存在主要问题是反应进程较长,即高径比较大,部分原料油过度裂化,而另一部分原料油由于催化位被占据,未达到裂化深度。传统加氢反应固定床高径比(反应器床层总高与直径之比)一般选择2~10,以保证气液物料与固体催化剂的充分接触,达到所需的反应深度和效率。董方亮等人在《一重技术》1998.1(总75),“加氢反应器主要结构参数的确定”中提到,为避免小的高径比“使流体分布不均而导致催化剂接触效率较差”,因此“传统固定床反应器高径比多取4~9”。cn201710974167.1中也提到,对于现有的液相加氢反应器高径比一般2.5~12。上述加氢反应器床层高径比的设计成为本领域技术人员的固化认知,大量工业实践的应用也证实设计具有合理性和较为普遍的适应性,广泛的工业成功可能也导致技术人员未能更全面更深入地研究不同类型反应是否还存在其它更优的选择,长期以来没有相关的研究报道,或仅有论证现有高径比为适宜设计的研究报道。
5、中国专利申请cn 101240191a公布了一种煤焦油重馏分加氢生产轻质燃料油的方法,该方法采用加氢精制-加氢裂化组合工艺,煤焦油重馏分与氢气混合后进入加氢精制反应区,所得的加氢精制反应流出物经降压、分离、分馏系统后,得到富氢气体、石脑油、柴油、重馏分和水,其中石脑油和柴油作为产品直接出装置,重馏分进入加氢裂化反应区,所得到的加氢裂化流出物部分或全部循环作为加氢精制的进料,剩余部分进入共用的分离、分馏系统。该方法在加氢精制反应器和加氢裂化反应器间设置了复杂的分离、分馏系统,需要一系列的工序,流程复杂,投资和操作成本较高。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种煤焦油加氢处理生产芳烃原料的方法,提高加氢产物中单环芳烃的含量,同时优化流程,减缓催化剂床层的结焦和堵塞现象,延长装置运转周期。
2、现有技术如加氢精制-加氢处理组合工艺处理煤焦油时需要采用两段法加氢工艺,煤焦油馏分经过加氢精制过程后,生成油中的水、有机氮会使加氢裂化催化剂中毒,很难实现长周期运转。所以加氢精制生成油需要换热冷却后,进入高压和低压分离器,分离出的液体物流通过汽提塔分离出生成水,再进入加氢处理反应段。流程复杂,成本高。
3、为解决上述技术问题,本发明第一方面在于提供一种煤焦油加氢处理生产芳烃原料的方法,包括如下步骤:
4、(1)煤焦油原料由顶部进入加氢精制反应器,在加氢精制反应器内经过第一液体分布组件分布后与由反应器底部进入的氢气逆流接触,其中较轻组分被带离反应器,较重组分与加氢精制催化剂接触进行加氢精制反应,反应得到的气相产物向上离开加氢精制反应器,液相产物向下离开加氢精制反应器;
5、(2)步骤(1)所得到的液相产物未经分离直接进入加氢裂化反应器,在加氢裂化反应器内经由第二液体分布组件分布后,在闪蒸作用下轻组分向上远离加氢裂化反应器催化剂床层,重组分向下进入加氢裂化反应器催化剂床层与加氢裂化反应器底部进入的氢气接触进行加氢裂化反应,反应产生的轻质产物向上进入反应器上部,重质产物向下从塔底流出作为循环油馏分外甩或部分循环回加氢裂化反应器;
6、(3)加氢裂化反应器上部设有分离器,来自加氢精制反应器的轻组分以及加氢裂化反器的轻组分以及轻质产物向上进入分离器进行分离得到适于用作芳烃原料的产品。
7、进一步地,上述技术方案中,步骤(2)中加氢裂化反应器中的催化剂床层的当量直径(当量直径公式为de=4a/l,a为床层截面积,l床层周长)与床层高度比为2:1~10:1,优选3:1~6:1。
8、进一步地,上述技术方案中,步骤(2)中加氢裂化反应器内催化剂床层的空隙率优选为15%~85%,优选20%~75%。
9、经过大量研究发现,对于在反应中液相量快速减少、气相量快速增加的气液固三相反应过程,由于气相量快速增加,占据大量床层空隙,使得液相流速大大增加。按传统设计,虽然可以保证气液固三相接触充分,但需要进一步转化的液相有效反应时间减少,不需要再次反应的气相(如反应条件下液相转化所得的气相)与催化剂接触机率增加,对于需要液相更多转化、气相控制二次反应的体系来说,总体反应效果受到一定限制,一般表现为反应转化率、选择性等难以进一步提升。
10、经研究发现,在总体空速相近时,针对反应过程液相量快速减少、气相量快速增加的气液固三相加氢反应,采用氢气与原料油气液逆流方式接触时,反应器内催化剂床层径高比明显高于现有常规技术的情况下,使得生成的气相快速离开催化剂床层,生成气相的不利影响累积作用小,液相可以有更充分的在催化剂上反应的机率,进而克服了高径比小会带来接触效果不好等不利影响的传统认识,取得了目的产物收率明显提升的效果,同时解决了逆流反应器易液泛、氢油比受限等问题。
11、进一步地,上述技术方案中,步骤(1)煤焦油原料在进入加氢精制反应器前优选经预处理单元,进行脱水、脱杂质的净化处理。
12、进一步地,上述技术方案中,步骤(1)加氢精制反应器装填有加氢精制催化剂床层,在加氢精制催化剂床层进行加氢脱氧、脱硫、脱氮、脱金属反应。
13、进一步地,上述技术方案中,步骤(2)加氢裂化反应器催化剂床层内,发生选择性加氢饱和以及开环裂化反应。
14、进一步地,上述技术方案中,步骤(2)中轻组分包含来自于步骤(1)液相产物中的轻含硫化合物、烯烃及单环芳烃,重组分包含来自于步骤(1)液相产物中的未转化的多环芳烃及其它重烃。
15、进一步地,上述技术方案中,步骤(3)中经分离器分离得到干气、液化气、轻石脑油馏分、重石脑油馏分及柴油馏分,其中的轻石脑油馏分及重石脑油馏分芳潜较高,适用作制备芳烃的原料,分离后的未裂化重组分再次进入加氢裂化反应区进行加氢裂化反应。
16、进一步地,上述技术方案中,优选在分离器的分离段开1~3个侧线,用于抽出所需要的产品。在第1侧线或分离器顶部,抽出温度为60~80℃,抽出的组分为气体和轻石脑油馏分。第2侧线抽出温度为150℃~230℃,优选160℃~210℃,在该侧线抽出的组分为重石脑油馏分。第3侧线抽出温度为210℃~370℃,优选210℃~360℃,在该侧线抽出的组分为柴油馏分。
17、进一步地,上述技术方案中,步骤(1)中加氢精制反应器内装填有加氢精制催化剂,所述加氢精制催化剂为脱氧、脱硫、脱氮活性较高、芳烃饱和少的加氢精制催化剂。加氢精制催化剂包括载体及活性组分,加氢活性组分为第vib族和第ⅷ族内的金属,如w、mo、co、ni中一种、两种或多种,第ⅷ族金属含量以氧化物计为2wt%~12wt%,第ⅵb族金属含量以氧化物计为5wt%~30wt%;优选第ⅷ族金属含量以氧化物计为3wt%~10wt%,第ⅵb族金属含量以氧化物计为6wt%~25wt%。所述加氢精制催化剂可以按现有技术制备,也可以选择商业加氢精制催化剂。精制催化剂中可以含有助剂,如k、p、mg、zr和ca中的一种或几种。
18、进一步地,上述技术方案中,步骤(2)中的加氢裂化催化剂床层中装填的加氢裂化催化剂催化剂为选择性加氢饱和及开环裂化催化剂,该类催化剂属于轻油型加氢裂化催化剂,具有强酸性和相对弱的加氢活性,有利于反应物分子进行加氢、脱氢、氢转移和c—c键的断裂以及异构化反应,石脑油中保留的轻芳烃最多。
19、进一步地,上述技术方案中,步骤(1)中所述的加氢精制反应操作条件如下:反应温度为340℃~410℃,反应压力为6mpa~18mpa,氢油体积比为200:1~900:1,液时体积空速为0.2h-1~2.0h-1。
20、进一步地,上述技术方案中,步骤(2)中所述的加氢裂化反应操作条件如下:反应温度为360℃~420℃,反应压力为7mpa~18mpa,塔顶回流比为1.1~5.0,塔底重油与原料油循环比为1:5~12:1,氢油体积比为600:1~1500:1,液时体积空速为0.2h-1~3.0h-1。
21、进一步地,上述技术方案中,分离器塔顶抽出线可设置回流。
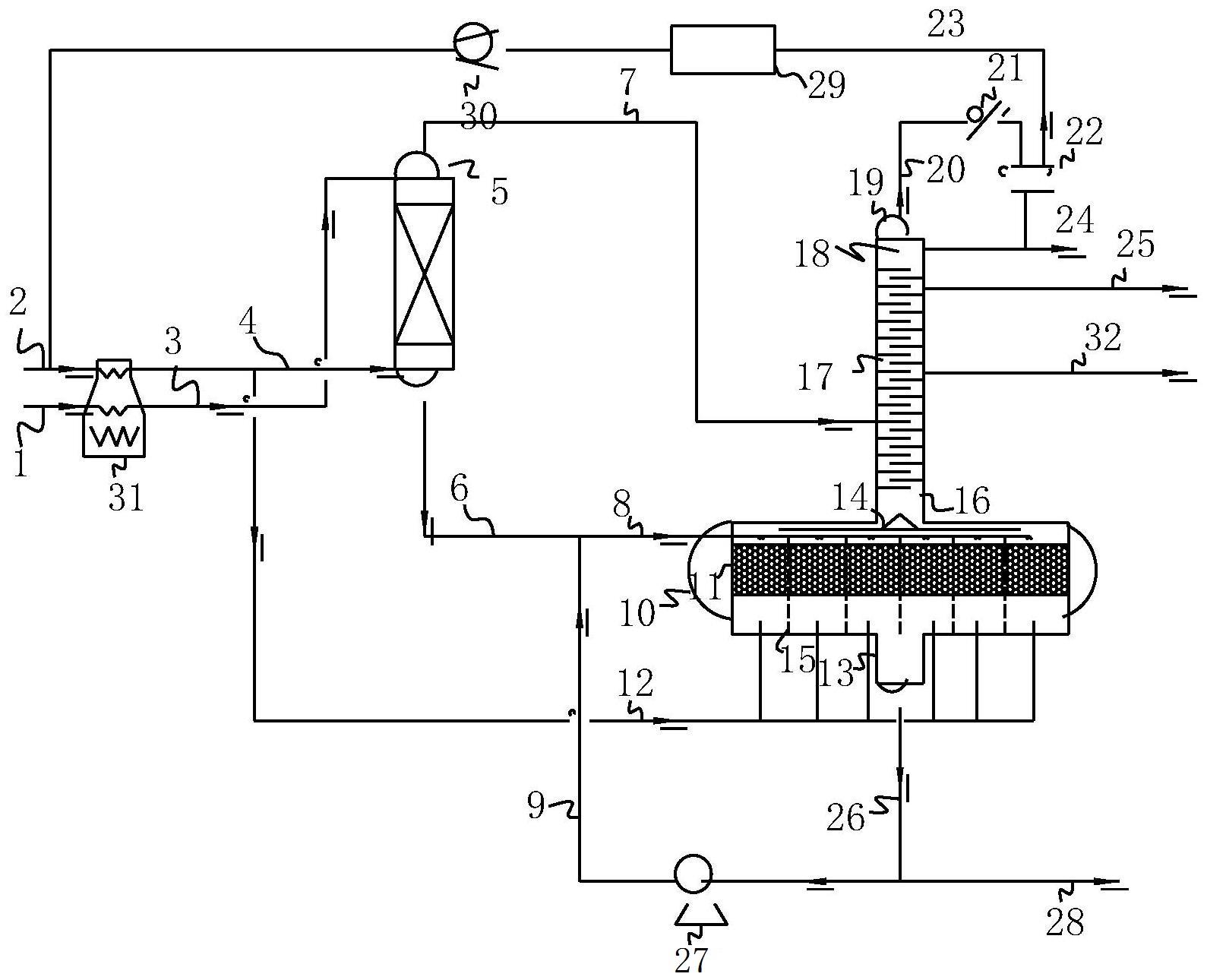
22、本发明第二方面在于提供一种煤焦油加氢处理装置,所述装置包括:
23、(1)加氢精制反应器,用于将原料煤焦油进行加氢处理,加氢精制反应器上部设置有第一液体分布组件;
24、(2)加氢裂化反应器,加氢裂化反应器包括由下至上依次连通的重质油仓、反应腔以及分离器,反应腔内由上至下依次设置有:第二液体分布组件,催化剂床层以及氢气分布腔。
25、进一步地,上述技术方案中,反应腔中催化剂床层横截面积当量直径与反应器内催化剂床层总高度之比为2:1~10:1,优选为3:1~6:1。本发明所述的反应器床层优选是等径的,即在整个催化剂床层范围内的不同位置横截面积相同。催化剂床层横截面积通常同反应器中反应腔的横截面积,横截指的是俯视横截面,即在反应腔内垂直于竖直垂线的截面。若反应器在催化剂床层高度范围内的横截面积存在差异,则此处的横截面积指在催化剂床层范围内,各处催化剂床层横截面积或反应腔横截面积的平均值。
26、进一步地,上述技术方案中,所述反应腔为卧式储罐,其轴向沿横向设置,卧式储罐两端设有封头。或者反应腔为扁圆柱罐,其轴向沿纵向设置。
27、进一步地,上述技术方案中,反应腔中催化剂床层横截面为长方形或圆形,床层高为100~5000mm,优选为200~1000mm。
28、本发明中催化剂床层在较高的径高比下,也可以极大增加经过床层的物料通量,同时减少热量在催化剂床层内的累积,同时,产生的硫化氢和氨气被迅速带出反应器,不会发生传统反应器因为副产物滞留床层时间过长导致的堵塞现象。
29、进一步地,上述技术方案中,所述反应腔中氢气分布腔及催化剂床层内沿竖直方向平行设有多个隔板,多个隔板将氢气分布腔分隔为多个进气单元,每一个进气单元的底部设有至少一个氢气进口。每个隔板上分布有多个孔;隔板向上延伸至催化剂层,催化剂床层以下的隔板的开孔率小于70%,催化剂层内的隔板的开孔率大于50%。
30、进一步地,上述技术方案中,每相邻两个隔板之间催化剂床层底部对应1~3个氢气分布器,隔板区域内的所有氢气分布器出来的氢气到隔板区域内床层底部时的分布区域应覆盖整个隔板区域内床层底部。进一步地,所述隔板为环状或圆缺状。
31、进一步地,上述技术方案中,氢气进口处设有气体分布器。本发明中,气体分布器优选切向环流式分布器、旋转叶片分布器,气体分布器可使气体进入整个催化剂床层界面的流速均较均匀,避免发生偏流、沟流等情况。
32、进一步地,上述技术方案中,重质油仓设置在反应腔的底部中心,重质油仓与所述的多个进气单元相连通。
33、进一步地,上述技术方案中,加氢裂化反应器上端分离器直径和下部反应腔的直径(或最大当量直径)比为1:1.2~1:50,优选1:2~1:10。本发明中,加氢裂化反应器上部分离器直径变小,使在高压下的轻馏分负荷与塔板完全相匹配,塔板分离效率高,具备分馏塔的完全替代性。
34、进一步地,上述技术方案中,分离器由下至上包括混合段、分离段和稳定段。所述混合段高度为分离器总高度的25~40%,分离段高度为分离器总高度的50~65%,稳定段高度为分离器总高度的5~10%。
35、进一步地,上述技术方案中,分离段内放置塔板或填料,混合段和稳定段不限制是否放置填料。上述填料或塔板,均为本领域常规形式,如填料可选择鲍尔环、拉西环、矩鞍环、鞍形、开孔环类型、半环、阶梯环、双弧、海尔环、共轭环、扁环、花环等散堆填料的一种或几种,填料也可选择金属或陶瓷波纹填料。塔板为泡罩板、筛板、浮阀板、网孔板、舌形板、导向筛板、多降液管塔板等有降液管的塔板中的一种或几种,也可为穿流式筛板、穿流式波纹板等无降液管的塔板。优选浮阀板、筛板等高效塔板。
36、进一步地,上述技术方案中,分离段设有1~3个产品侧线;混合段设有1~3个轻质原料侧线,稳定段设有1~3段反应区。
37、进一步地,上述技术方案中,第一液体分布组件及第二液体分布组件各自分别包括液体分布器及设置在液体分布器上方的液体分配盘及分配锥。用于将加氢处理反应器所生成的液体分散为小的液滴,在氢气汽提作用下,较轻的部分被向上带出,较重的部分进入加氢裂化反应区。较轻的部分通常为石脑油馏分,较重的部分通常为柴油馏分。
38、进一步地,上述技术方案中,所述液体分布器为本领域中的常规分布器,如莲蓬头式分布器、盘管式分布器、多孔直管式分布器、直管挡板式分布器、折流板式分布器、切向环流式分布器、旋转叶片分布器、双列叶片式分布器等。本发明中液体分布器优选多孔管式分布器、直管挡板式分布器,管式分布器的孔道直径0.5~20mm,优选2~10mm。距离原料油入口端越远,孔径越大。液体分布器距离反应器床层顶部高度1~1000mm,优选50~500mm。高度的多少与原料油的性质和温度、压力相关。一般而言,温度较高时,液体分布器距离床层高度越高,这样,分布器在较高的空间内可以使原料更均匀的落在床层表面。同样,压力越高,液体分布器的喷射角越大,距离反应器床层顶部高度可以越低,更节省空间。
39、进一步地,上述技术方案中,加氢裂化反应器液体分配盘形状与加氢反应器催化剂床层横截面相同,液体分配盘面积是催化剂床层横截面的10%~100%,优选60%~100%。
40、进一步地,上述技术方案中,液体分配盘上均匀开设多个第一通孔,第一通孔周围设有第一溢流环,分配盘外缘设有溢流部;分配盘的开孔率为5%~90%,第一通孔的直径为5mm~100mm,第一溢流环的高度为1mm~30mm。
41、进一步地,上述技术方案中,第一溢流环的内侧设有锯齿部,锯齿部向下弯曲,锯齿部上设有导流槽。
42、进一步地,上述技术方案中,所述分配锥设置在液体分配盘的上部中心,分配锥设有多个第二通孔,第二通孔周围设有第二溢流环。分配锥的顶角大于90°,分配锥的开孔率为5%~80%,第二溢流环的高度为1mm~30mm;分配锥的底面积为液体分配盘的面积的2%~15%。
43、进一步地,上述技术方案中,步骤(2)中所述催化剂床层为多孔催化剂层、异形催化剂层或蜂窝体层。催化剂层的空隙率15%~85%,优选20%~75%;多孔催化剂直孔径为1~50mm,优选4~20mm;异形催化剂的平均颗粒直径为2~50mm,优选4~30mm;蜂窝体催化剂孔直径或孔边长为1~50mm,优选3~15mm。
44、进一步,上述技术方案中,加氢裂化反应器还包括:再沸器,其一端连接重质油仓的出口,另一端连接氢气分布腔。通过再沸器,使得重质油料仓温度保持在反应床层所需要的温度。
45、进一步地,上述技术方案中,加氢裂化反应器还包括:多级辅助反应腔,每一级辅助反应腔单独进氢、底部中心单独设置重质油仓,每一级辅助反应腔的液体原料进口与上一级的重质油仓相连接,多级辅助反应腔的顶部均连接至分离器。
46、所述的加氢裂化反应器反应腔下部氢气进料管设置多个进口,每个氢气进料管对应两个隔板之间的催化剂床层区域,使得氢气从每个分布器出来后,均能向上通过顶部的反应区。
47、与现有技术相比,本发明的优点在于:
48、(1)本发明采用单段串联加氢工艺流程,与传统煤焦油两段法加氢精制-加氢裂化组合工艺相比,精制及裂化反应器之间可以不用设置高低分、分馏系统及加热炉,工艺流程简单,操作成本低。
49、(2)本发明使用的反应物在加氢裂化催化剂床层内进行化学反应后生成的气相产物会及时离开反应区,由于反应区内气相产物的及时离开,既增加了反应的推动力,又提高了平衡转化率。因此,在装有选择性加氢饱和和开环裂化的催化剂加氢裂化反应器内,生成的单环芳烃能及时离开反应区,更有利于控制加氢饱和深度,能抑制单环芳烃继续加氢饱和等副反应的发生,最大限度地保留单环芳烃。
50、(3)本发明加氢裂化反应器内,生成的单环芳烃能及时离开反应区,提高了多环芳烃选择性加氢饱和以及开环裂化的相对速率常数,相比现有技术,原料中的多环芳烃转化单环芳烃的转化率更高。
51、(4)在加氢裂化反应分离段设置侧线抽出线,可一步实现石脑油和柴油馏分的分离,石脑油富集芳烃组分,可作为优质的催化重整原料,柴油馏分中多环芳烃、双环芳烃等芳烃类物质转移到石脑油馏分中,提高了十六烷值,可作为优质的柴油调合组分。
52、(5)本发明通过分离器的设置,通过闪蒸及汽提作用可实现石脑油和柴油产品的及时采出,既带走了反应放出的大量热量,又控制了反应程度,防止石脑油和柴油产品的过度裂化和气化,最大限度的保证了石脑油和柴油产品的收率。同时,由于产物分压一直保持较低状态,加快了反应速度,消除了副产物堵塞催化剂的隐患,提高了目的产物收率,并使反应床层的温度分布均匀。延长催化剂使用寿命。
53、(6)液体分布组件的设计,能够使得分离腔内向下流动的重组分液体分散成适宜的小液滴,并借助于氢气的汽提作用,使得其中较轻的部分可以直接被带出,不再进入加氢裂化反应区参与加氢裂化反应。同时,通过液体分布组件的设计使得进入加氢裂化反应区的重组分可以分配得更为均匀,解决了传统反应器在大高径比下催化剂床层上反应物接触差的问题。采用本发明反应器,在同等工艺条件和产品指标要求下,本发明的反应器空隙率可以更小。同时采用本发明的异形催化剂时,反应床层温升控制的更小,允许的进料负荷更大。孔隙结构的改善可以提高液泛特性,同时可以保证良好的传质性能。最终,产品性质具有良好的可控性。
- 还没有人留言评论。精彩留言会获得点赞!