一种加工生物油品的生产工艺的制作方法
本发明属于清洁炼油领域,具体地涉及一种加工生物油品的生产工艺。
背景技术:
1、随着世界工业的快速发展,能源消耗急剧增长。许多国家都面临着能源安全的问题。石化燃料的需求量与日俱增,造成石化燃料的储量急剧下降,石油重质化和劣质化加剧,而世界经济持续发展、环保法规日益严格需要生产大量的清洁燃料,相应的就要求炼油技术进行完善,同时增加新的石油替代品,以较低的生产成本生产出符合各种质量要求的清洁石油产品。
2、生物油作为可再生资源得到了广泛的关注,许多企业都在致力将其作为清洁能源进行研究。目前加工生物油品的生产方法主要有微乳化法、酯交换法、热裂解法、加氢法、以及共掺炼法等,目前,对于石化行业加工生物油品最常用的方法是加氢法和共掺炼法,通过对生物油原料加氢脱氧和临氢异构得到与石化柴油非常类似的烷烃组分。而且,与石化原料相比,生物油品原料来源更丰富,如动植物油脂、餐饮废油、工程微藻等,而且,生物油原料中的硫含量较低,加工难度小,并且油品具有较低的密度和黏度,所生产的生物柴油产品还具有较高的十六烷值,因此生物油品的开发受到广泛重视,目前世界范围内已有工业化应用。
3、现阶段,由于生物油品中存在不饱和物质,在加工过程中伴随着大量的放热和结焦现象,同时由于生物油品中含有较多的羧基、羟基、酯基等含氧官能团,加工过程中会生成水,会对催化剂结构产生破坏作用,同时也伴随着二氧化碳和一氧化碳的生成,降低循环氢气纯度的同时,不利于加氢反应的进行,同时也不利于后续氢气提纯的问题。
4、cn104560408a公布了一种生物柴油的生产方法,使用含有脂肪酸甘油三酯的动植物油脂及具有几个碳原子的一元醇在有机碱的催化作用下进行酯化反应,通过分层处理和减压蒸馏得到相应的生物柴油。但是该生产方法由于水的条件下容易与油脂中游离的脂肪酸发生中和反应产生油皂,影响后续的分离等工艺,同时,由于是均相反应,分离等不彻底容易产生大量的废水,造成水资源浪费等问题。
5、cn108586181a公开了一种合成第二代生物柴油的方法,以长链脂肪酸酯、动植物油脂、餐饮废油的一种或几种为原料,使用贵金属脱羰催化剂,将油品中羰基脱除生成长链烷烃。该方法不使用氢气,降低了设备和原料的投资成本,但采用是间歇式生产工艺,同时催化剂的使用量也较大,难以大规模生产。
技术实现思路
1、针对现有技术的不足,本发明提出一种加工生物油品的生产工艺。本发明能够有效地控制不同反应区的条件和反应类型,极大的提高反应效率,及时的脱除生物油品加氢反应生成的水等副产物,生产高质量的生物柴油、生物航煤和乙烯裂解料等产品的同时,延长催化剂的运转寿命。
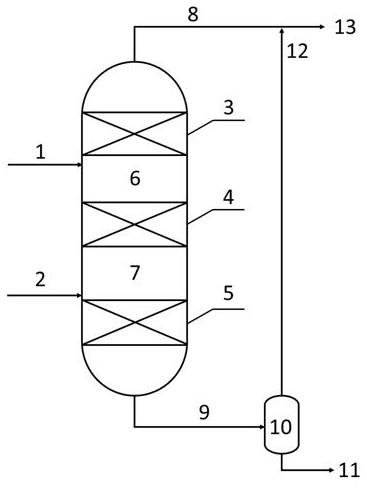
2、本发明的加工生物油品的生产工艺,包括如下内容:固定床反应器分区设置,由上至下依次为第一反应区、气液分离区、第二反应区、气液混合区和第三反应区;生物油原料和氢气分别进入气液分离区和气液混合区;气液分离区内,生物油原料在一定条件下部分转化为气相轻质原料,向上进入第一反应区内,部分未转化的液相重质原料向下进入第二反应区;
3、气液混合区内,氢气在一定条件下,部分混合溶解在第二反应区的加氢脱氧产物中,形成混氢物料向下进入第三反应区,部分未溶解的向上依次经过第二反应区、气液分离区和第一反应区,为上述各区供氢;
4、第一反应区内,装填轻质馏分油加氢催化剂,来自气液分离区内的气相轻质原料,进行加氢脱烯烃和加氢脱氧反应,气相产物由反应器顶部流出;
5、第二反应区内,装填加氢脱氧催化剂,来自气液分离区内的液相重质原料和氢气进行加氢脱氧反应;
6、第三反应区内,装填加氢异构催化剂,来自第二反应区的混氢物料进行液相加氢异构化反应,液相产物由反应器底部流出。
7、本发明工艺中,所述的生物油原料可以是不同类型的动植物油脂,植物油可以是大豆油、棕榈油、微藻油、椰子油、菜籽油、乌柏油等,动物油可以是猪油、鸡油等动物油脂提炼油。氧含量≯20%,硫含量≯200μg/g,氮含量≯100μg/g,密度≯1000kg/m3,烯烃含量<5%。
8、本发明工艺中,由于发生加氢脱氧反应,放热量较大,在反应过程中,装置所需的进料在装置平稳运行后可采用常温或冷进料,通过改进料方式,能够中和反应所释放的热量,解决放热量大的同时,合理分配释放能量,达到降低装置能耗的目的。本发明工艺中,所述的气液分离区主要用于将生物油原料中的轻重组分分离,在氢气的上行过程中能够将150℃以下的馏分带入到第一反应区;所述的气液分离区的反应条件为:压力1.0~10.0mpa,优选2.0~6.0mpa,其中氢分压占总压比例为40%~80%;通过调控反应原料和氢气的进料温度和进料量控制气液分离的条件,生物油品原料进料初期:进料温度80~300℃,优选150~250℃,装置平稳运行时,进料温度10~100℃,优选20~80℃;氢气的进料温度5~100℃,优选10~50℃,原料与氢气进料量根据装置大小进行匹配,通过降低原料进料量和提高进料温度或提高氢气进料量和进料温度能够增强气液分离的效果。
9、本发明工艺中,所述的第一反应区内装填具有低温加氢活性的轻质馏分油加氢催化剂,主要反应物为原料油品中的小分子不饱和烃以及在第二反应区温度过高时发生热裂化反应生成的少量的小分子烯烃的加氢饱和反应,第一反应区装填的催化剂活性金属为第vib族金属氧化物和/或第viii族金属氧化物,第vib族金属优选为mo和/或w,第viii族金属优选为co和/或ni,载体为氧化铝或改性氧化铝,以催化剂重量为基准,第vib族金属氧化物含量为5%-30%,优选为5%-15%,第viii族金属氧化物含量为1%-15%,优选为2%-6%。以反应器内催化剂总装填量为基准,第一反应区内催化剂装填体积比例为1%~50%,优选5%~35%;第一反应区的操作条件为:压力0.1~3.0mpa,优选0.5~6.0mpa,其中氢分压占总压比例为40%~70%;体积空速0.1~6.0h-1,优选0.5~3.0h-1;反应温度50~300℃,优选100~200℃。
10、本发明工艺中,所述的第二反应区内装填加氢脱氧催化剂,活性金属为第vib族金属氧化物和/或第viii族金属氧化物,第vib族金属优选为mo和/或w,第viii族金属优选为co和/或ni,以催化剂重量为基准,第vib族金属氧化物含量为5%-40%,优选为15%-30%,第viii族金属氧化物含量为1%-20%,优选为2%-10%;载体为氧化铝或助剂改性氧化铝,助剂为b、p、mg等中的一种或多种,以载体重量为基准,助剂以氧化物计为1%-15%,优选3%-10%。可以采用市售产品或按照现有方法进行制备。第二反应区的操作条件一般为:压力1.0~10.0mpa,优选4.0~8.0mpa,其中氢分压占总压比例为50%~90%;体积空速0.1~10.0h-1,优选0.5~5.0h-1;反应温度200~400℃,优选280~380℃。在第二反应区主要发生加氢脱氧反应,由于反应温度较高,放热量较大,反应过程中伴随着少量的热裂化反应,生成少量的小分子的烯烃等物质,由于上行氢气的存在能够将反应生成的小分子烯烃类物质带入第一反应区,在较低的温度条件下,发生烯烃饱和反应。
11、本发明工艺中,所述的气液混合区用于氢气与第二反应区的液相流出物接触混合并传质传热,气液混合区的操作条件为压力3.0~10.0mpa,优选5.0~8.0mpa,其中氢分压占总压比例为100%;生物油品原料进料初期:进料温度80~300℃,优选150~250℃,待装置平稳运行后,可切换常温进料。气液混合区内一般设置气液混合组件,如静态混合器、微通道组件等。
12、本发明工艺中,所述的第三反应区用于第二反应区流出的液相产物的异构化反应,主要包括生物油中直链烷烃的异构反应。在第三反应区装填异构化催化剂,能够将直链的烷烃类物质进行异构化反应,提高油品的低温流动性,同时,由于异构化反应伴随着一定的裂化反应,相应的会发生部分裂化反应,部分直链烷烃裂化成小分子的直链烃类溶解在液相油品中。第三反应区为液相反应区,其中装填的加氢异构催化剂包括载体、加氢活性金属和分子筛;其中载体为无机耐熔氧化物,一般选自氧化铝、无定型硅铝、二氧化硅、氧化锆、氧化钛等中的一种或多种;加氢活性金属包括第vib和/或viii族金属组分,其中第vib族选自钨和/或钼,以氧化物计为5%~35%,优选为10%~30%,第viii族选自镍和/或钴,以氧化物计为5%~35%,优选为10%~25%,所述的分子筛至少有一种大孔径的分子筛,优选地,在所述地大孔分子筛选自β分子筛、y、usy、sap-5、sap-37、mcm-68和丝光沸石等中的至少一种。所述第三反应区的操作条件一般为:压力1.0~8.0mpa,优选3.0~7.0mpa,此为纯液相反应区,标态氢与油体积比为2~50,优选10~30;体积空速0.1~6.0h-1,优选0.5~3.0h-1;反应温度260~400℃,优选300~360℃。第三反应区内催化剂装填体积比例为1%~80%,优选30%~60%。
13、本发明工艺中,第三反应区流出的液相产物经分离后分离出气相组分和液相组分,分离后的气相组分与第一反应区流出产物混合后,经脱水后的混合轻组分可作为优质乙烯裂解料,液相产物经汽提分馏工序后可得到合格的航煤、柴油等调和组分或产品。
14、本发明针对生物油加工过程中存在的问题,设计了一条具有低能耗、反应条件缓和、设备投资较小的工艺线路。具体优点为:
15、(1)本发明通过改变进料方式,设置了三个不同的反应区,实现了根据原料不同馏分组成不同的特点,在反应器中设置了气固反应,气液固反应、液固反应,并且设置了气液分离区、气液逆流区,在这两者的共同作用下,能够将原料中的烯烃物质富集于气相反应区进行单独反应,避免烯烃加氢和加氢脱氧反应同时发生剧烈放热,利于控制催化剂床层温度,避免反应结焦引起装置压降,并延长催化剂使用寿命;
16、(2)氢气能够在不同反应区发挥不同的作用,氢气不仅能够满足各反应区所需要的化学氢耗外,氢气在气液混合区进入反应器,能够与第二反应区流出物料实现逆流接触,将加氢脱氧反应生成的水等副产物在上行氢气的作用下,将水分子带出第二反应区,促进反应加氢脱氧反应的进行,同时还能够避免生成的水进入到第三反应区,影响装填的异构化催化剂的强度和催化活性;
17、(3)本发明所设置的三个反应区能够与更合理分配不同反应区的热量。本发明中加氢脱氧反应主要发生在第二反应区,是该反应体系中放热量最大的反应区域,通过在气液分离区设置原料进料,气液混合区设置氢气进料,能够在第二反应区装填的催化剂床层上接触并进行反应,上行的氢气能够携带出加氢脱氧反应所生成的大量反应热,同时,通过调整生物油的原料的进料温度和进料量,合理的控制气液分离区、第一反应区、第二反应的温度;且在第二反应区上行氢气的存在下,能够维持较高的氢分压,实现控制催化剂床层温度的同时,还有利于延缓催化剂表面结焦失活;
18、(4)本发明通过设置三个反应区能够维持反应体系更加稳定。第二反应区的气液逆流反应,强化传质过程的同时,伴随返混,需要稳定的压力控制,而第一反应区为气相反应,有着较大的压缩空间,对稳定床层压力和稳定流体流动状态有良好的缓冲作用,通过灵活控制出口气量和氢气的进料量,就能调节第二反应区的气体流速及液层厚度,提高了发生液泛的气速范围。同时,经过气液逆流换热后,能够快速的将进入第三反应区的物料进行液化,避免了常规液相加氢工艺的混氢过程进入反应器后氢气逸出的问题,同时下方的第三反应区为液相空间,有利于控制反应器出口物流状态,能够比避免氢气未经通过催化剂床层发生反应就被携带出反应器的问题。
- 还没有人留言评论。精彩留言会获得点赞!