气缸盖的制造方法和气缸盖毛坯与流程
[0001]
本发明涉及一种内燃机的气缸盖的制造方法和气缸盖的制造所使用的气缸盖毛坯。
背景技术:
[0002]
公知有在基材上具备由包含析出硬化型铜合金的颗粒的集合体构成的覆膜层的滑动构件、以及利用冷喷涂法向基材上吹送包含析出硬化型铜合金的金属粉末而形成前述的覆膜层的滑动构件的制造方法(专利文献1)。
[0003]
另外,在专利文献1的发明中,作为将滑动构件利用于内燃机的尝试,利用冷喷涂法向气缸盖的发动机气门的落座部吹送包含析出硬化型铜合金的金属粉末而设置前述的覆膜层,从而形成了发动机气门的气门座。
[0004]
现有技术文献
[0005]
专利文献
[0006]
专利文献1:国际公开第2017/022505号
技术实现要素:
[0007]
发明要解决的问题
[0008]
然而,若由冷喷涂法向气缸盖的落座部吹送金属粉末,则金属粉末也向落座部的周边飞散而形成不需要的多余覆膜。若该多余覆膜形成于气缸盖的进气用的端口、排气用的端口内,则存在如下问题:端口的尺寸产生偏差而发动机的燃料效率、输出性能降低。
[0009]
本发明要解决的问题在于,提供一种能够抑制相对于端口内形成的多余覆膜并利用冷喷涂法形成气门座膜的气缸盖的制造方法和气缸盖毛坯。
[0010]
用于解决问题的方案
[0011]
本发明通过如下方法来解决上述问题:制造气缸盖毛坯,该气缸盖毛坯具有从进气用的端口的开口部的环状缘部或排气用的端口的开口部的环状缘部朝向端口的中心呈环状突出来的遮蔽幕部,利用冷喷涂法向位于比遮蔽幕部靠端口的外侧的位置的环状气门座部吹送金属粉末而形成气门座膜。
[0012]
发明的效果
[0013]
根据本发明,利用遮蔽幕部局部地遮蔽端口内,因此,能够抑制相对于端口内形成的多余覆膜并利用冷喷涂法形成气门座膜。
附图说明
[0014]
图1是表示具备使用本发明的实施方式的气缸盖毛坯、且利用本实施方式的制造方法制造成的气缸盖的内燃机的结构的剖视图。
[0015]
图2是表示具备使用本发明的实施方式的气缸盖毛坯、且利用本实施方式的制造方法制造成的气缸盖的内燃机的气门周边的结构的剖视图。
[0016]
图3是表示使用于本发明的实施方式的气缸盖的制造方法的冷喷涂装置的结构的概略图。
[0017]
图4是本发明的第1实施方式的气缸盖的制造方法的工序图。
[0018]
图5是表示本发明的第1实施方式的气缸盖毛坯的结构的立体图。
[0019]
图6a是表示进气口的小径部的沿着图5的b-b线的剖视图。
[0020]
图6b是表示进气口的另一个例子的小径部的沿着图5的b-b线的剖视图。
[0021]
图7a是以双点划线表示在图6a的进气口形成的环状气门座部和遮蔽幕部的剖视图。
[0022]
图7b是在图6a的进气口形成有环状气门座部和遮蔽幕部的剖视图。
[0023]
图8是表示在图4的包覆工序中使用于气缸盖毛坯的移动的工件旋转装置的结构的立体图。
[0024]
图9是表示由冷喷涂法在图7b的进气口形成气门座膜的状态的剖视图。
[0025]
图10是表示在封堵进气口的开口部整体的遮蔽幕部(比较例)处利用冷喷涂法形成气门座膜的状态的剖视图。
[0026]
图11a是表示对由冷喷涂法形成了气门座膜的进气口实施的精加工的范围的剖视图。
[0027]
图11b是表示对由冷喷涂法形成了气门座膜的进气口实施了精加工的状态的剖视图。
[0028]
图12a是以双点划线表示在图6a的进气口形成的本发明的第2实施方式的环状气门座部和遮蔽幕部的剖视图。
[0029]
图12b是表示利用冷喷涂法在形成有图12a的环状气门座部和遮蔽幕部的进气口形成气门座膜的状态的剖视图。
[0030]
图12c是表示利用冷喷涂法在形成有图12a的环状气门座部和遮蔽幕部的进气口形成了气门座膜之后的状态的剖视图。
[0031]
图13a是以双点划线表示在本发明的第3实施方式的气缸盖毛坯形成的环状气门座部和遮蔽板插入部的剖视图。
[0032]
图13b是表示将遮蔽板插入形成有图13a的环状气门座部和遮蔽板插入部的进气口的状态的剖视图。
[0033]
图13c是表示利用冷喷涂法在插入有遮蔽板的进气口形成气门座膜的状态的剖视图。
[0034]
图13d是表示从形成有气门座膜的进气口拆卸遮蔽板的状态的剖视图。
具体实施方式
[0035]
以下,基于附图说明本发明的实施方式。首先,对具备气缸盖的内燃机1进行说明,该气缸盖是使用本实施方式的气缸盖毛坯并利用本实施方式的制造方法制造成的。图1是内燃机1的剖视图,主要表示气缸盖周围的结构。
[0036]
内燃机1具备缸体11和组装到缸体11的上部的气缸盖12。该内燃机1是例如4气缸的汽油发动机,缸体11具有在附图进深方向上排列起来的4个缸11a。各缸11a收纳有在图中的上下方向上往复移动的活塞13。各活塞13借助连杆13a与在附图进深方向上延伸的曲轴
14连结。
[0037]
在气缸盖12的安装于缸体11的安装面12a,在与各缸11a相对应的位置设置有构成各气缸的燃烧室15的4个凹部12b。燃烧室15是用于燃烧燃料与吸入空气的混合气体的空间,由气缸盖12的凹部12b、活塞13的顶面13b、缸11a的内周面构成。
[0038]
气缸盖12具备连通燃烧室15和气缸盖12的一侧面12c的进气用的端口(以下,称为进气口)16。进气口16呈弯曲的大致圆筒形状,向燃烧室15内供给来自与侧面12c连接起来的进气歧管(未图示)的吸入空气。
[0039]
另外,气缸盖12具备连通燃烧室15和气缸盖12的另一侧面12d的排气用的端口(以下,称为排气口)17。排气口17与进气口16同样地呈弯曲的大致圆筒形状,将由于燃烧室15内的混合气体的燃烧而产生了的排气向与侧面12d连接起来的排气歧管(未图示)排出。此外,本实施方式的内燃机1针对1个缸11a各具备两个进气口16和两个排气口17。
[0040]
气缸盖12具备使进气口16相对于燃烧室15开闭的进气门18和使排气口17相对于燃烧室15开闭的排气门19。进气门18和排气门19具备圆棒状的气门杆18a、19a和设置到气门杆18a、19a的顶端的大致圆盘状的气门头18b、19b。气门杆18a、19a滑动自由地贯穿已组装到气缸盖12的大致圆筒形状的气门导管18c、19c。由此,进气门18和排气门19相对于燃烧室15沿着气门杆18a、19a的轴向移动自由。
[0041]
在图2中放大地表示燃烧室15与进气口16以及排气口17之间的连通部分。进气口16在与燃烧室15之间的连通部分具备大致圆形的开口部16a。在该开口部16a的环状缘部具备与进气门18的气门头18b抵接的环状的气门座膜16b。在进气门18沿着气门杆18a的轴向移动到上方的情况下,气门头18b的上表面与气门座膜16b抵接而封堵进气口16。另外,在进气门18沿着气门杆18a的轴向移动到下方的情况下,在气门头18b的上表面与气门座膜16b之间形成间隙而使进气口16开放。
[0042]
排气口17与进气口16同样地在与燃烧室15之间的连通部分具备大致圆形的开口部17a,在该开口部17a的环状缘部具备与排气门19的气门头19b抵接的环状的气门座膜17b。在排气门19沿着气门杆19a的轴向移动到上方的情况下,气门头19b的上表面与气门座膜17b抵接而封堵排气口17。另外,在排气门19沿着气门杆19a的轴向移动到下方的情况下,在气门头19b的上表面与气门座膜17b之间形成间隙而使排气口17开放。
[0043]
例如,4循环的内燃机1在活塞13的下降时仅打开进气门18,从进气口16向缸11a内导入混合气体。接下来,在使进气门18和排气门19关闭的状态下活塞13上升而压缩缸11a内的混合气体,在活塞13到达了大致上止点时利用未图示的火花塞点火而混合气体爆燃。由于该爆燃,活塞13下降到下止点,借助所连结的曲轴14将爆燃转换成旋转力。若活塞13到达下止点、再次开始上升,则仅打开排气门19,向排气口17排出缸11a内的排气。内燃机1反复进行以上的循环,从而产生输出。
[0044]
气门座膜16b、17b是利用冷喷涂法在气缸盖12的开口部16a、17a的环状缘部直接形成的。冷喷涂法是指如下方法:使比金属粉末的熔点或软化点低的温度的工作气体成为超音速流,向工作气体中投入由输送气体输送来的金属粉末并从喷嘴顶端喷射,以固相状态使该金属粉末直接与基材碰撞,通过金属粉末的塑性变形而形成金属的覆膜。该冷喷涂法与使材料熔融并附着于基材的喷镀法相比,获得在大气中不氧化的致密的覆膜,对材料颗粒的热影响较少,因此,具有如下特性:热变质被抑制,成膜速度较快,能够厚膜化,附着
效率较高。特别是成膜速度较快、能够形成厚膜,因此,适于作为内燃机1的气门座膜16b、17b这样的构造材料的用途。
[0045]
图3表示用于冷喷涂法中的冷喷涂装置的概略结构。冷喷涂装置2具备:气体供给部21,其供给工作气体和输送气体;金属粉末供给部22,其供给金属粉末;以及冷喷枪23,其使用金属粉末的熔点以下的工作气体并设为超音速流来喷射该金属粉末。
[0046]
气体供给部21具备压缩气瓶21a、工作气体管线21b以及输送气体管线21c。工作气体管线21b和输送气体管线21c分别设置有压力调整器21d、流量调节阀21e、流量计21f以及压力计21g。压力调整器21d、流量调节阀21e、流量计21f以及压力计21g用于来自压缩气瓶21a的工作气体的压力和流量的调整以及输送气体的压力和流量的调整。
[0047]
在工作气体管线21b设置有由电力源21h加热的加热器21i。工作气体在利用加热器21i加热成比金属粉末的熔点或软化点低的温度之后,导入于冷喷枪23的腔室23a内。在腔室23a设置有压力计23b和温度计23c,用于压力和温度的反馈控制。
[0048]
另一方面,金属粉末供给部22具备金属粉末供给装置22a、附设于该金属粉末供给装置22a的计量器22b和金属粉末供给管线22c。来自压缩气瓶21a的输送气体通过输送气体管线21c导入于金属粉末供给装置22a。由计量器22b计量了的预定量的金属粉末经由金属粉末供给管线22c向腔室23a内输送。
[0049]
冷喷枪23利用工作气体将由输送气体输送到腔室23a内的金属粉末p设为超音速流而从喷嘴23d的顶端喷射,以固相状态或固液共存状态使该金属粉末p与基材24碰撞而形成覆膜24a。在本实施方式中,将气缸盖12用作基材24,利用冷喷涂法向该气缸盖12的开口部16a、17a的环状缘部喷射金属粉末p,从而形成了气门座膜16b、17b。
[0050]
对气缸盖12的气门座要求经得住来自燃烧室15内的气门的敲击输入的较高的耐热性和耐磨性、燃烧室15的冷却用的较高的导热性。针对这些要求,例如,根据由析出硬化型铜合金的粉末形成的气门座膜16b、17b,能够获得比由铸件用铝合金形成的气缸盖12硬、且耐热性和耐磨性优异的气门座。
[0051]
另外,气门座膜16b、17b直接形成于气缸盖12,因此,与将独立零部件的座圈压入端口开口部而形成的以往的气门座相比,能够获得较高的导热性。进而,与利用独立零部件的座圈的情况相比,除了能够谋求与冷却用的水套之间的接近化之外,也能够获得进气口16和排气口17的喉管径的扩大、由端口形状的最佳化带来的滚流的促进等次要的效果。
[0052]
作为用于形成气门座膜16b、17b的金属粉末,优选是比铸件用铝合金硬质、获得气门座所需要的耐热性、耐磨性和导热性的金属,例如,优选使用上述的析出硬化型铜合金。另外,作为析出硬化型铜合金,也可以使用含有镍和硅的科森合金、含有铬的铬铜、含有锆的锆铜等。而且,例如,也能够适用含有镍、硅以及铬的析出硬化型铜合金、含有镍、硅以及锆的析出硬化型铜合金、含有镍、硅、铬以及锆的析出硬化型合金、含有铬和锆的析出硬化型铜合金等。
[0053]
另外,也可以混合多种金属粉末、例如第1金属粉末和第2金属粉末而形成气门座膜16b、17b。在该情况下,对于第1金属粉末,优选使用比铸件用铝合金硬质、且获得气门座所需的耐热性、耐磨性以及导热性的金属,例如,优选使用上述的析出硬化型铜合金。另外,作为第2金属粉末,优选使用比第1金属粉末硬质的金属。对于该第2金属粉末,例如,也可以适用铁基合金、钴基合金、铬基合金、镍基合金、钼基合金等合金、陶瓷等。另外,也可以单独
使用这些金属中的1种,或者适当组合使用两种以上。
[0054]
混合第1金属粉末和比第1金属粉末硬质的第2金属粉末而形成的气门座膜能够获得比仅由析出硬化型铜合金形成的气门座膜优异的耐热性、耐磨性。认为获得这样的效果的原因在于,存在于气缸盖12的表面的氧化覆膜被第2金属粉末去除而暴露形成新生界面,气缸盖12与金属覆膜之间的密合性提高。另外,也认为其原因在于,由于第2金属粉末嵌入气缸盖12所带来的锚固效果,气缸盖12与金属覆膜之间的密合性提高。此外,还认为其原因在于,在第1金属粉末碰撞到第2金属粉末时,其动能的一部分转换成热能,或者由于第1金属粉末的一部分在塑性变形的过程中产生的热,用作第1金属粉末的析出硬化型铜合金的一部分中的析出硬化被更加促进。
[0055]
《第1实施方式》
[0056]
接着,对具备气门座膜16b、17b的气缸盖12的制造方法进行说明。图4是表示本实施方式的气缸盖12的制造方法的工序图。如该图所示,本实施方式的气缸盖12的制造方法具备铸造工序(步骤s1)、切削工序(步骤s2)、包覆工序(步骤s3)、以及精加工工序(步骤s4)。
[0057]
在铸造工序s1中,使铸件用铝合金流入已安放有砂芯的模具,铸造成形在主体部形成有进气口16、排气口17等的气缸盖毛坯。进气口16和排气口17由砂芯形成,凹部12b由模具形成。
[0058]
图5是从安装于缸体11的安装面12a侧观察由铸造工序s1铸造成形的气缸盖毛坯3的立体图。气缸盖毛坯3具备4个凹部12b和在各凹部12b各设置的两个进气口16和两个排气口17等。各凹部12b的两个进气口16和两个排气口17在气缸盖毛坯3内集合成1根,与设置到气缸盖毛坯3的两侧面的开口分别连通。
[0059]
图6a是气缸盖毛坯3的沿着图5的b-b线的剖视图,表示进气口16。在进气口16的靠燃烧室15侧的开口部16a,在与开口部16a同心的圆上利用砂芯形成了使直径比进气口16的其他部分的直径小而成的小径部16c。小径部16c成为由接下来的切削工序s2形成的遮蔽幕部16g(参照图7a、图7b)的基础。小径部16c既可以利用锥面16d以直径从进气口16逐渐变化的方式形成,也可以借助图6b所示那样的台阶部16e与进气口16连接。此外,在考虑由砂芯的应力集中导致的破损的情况下,优选以锥面16d连接进气口16和小径部16c。
[0060]
在切削工序s2中,对气缸盖毛坯3实施由端铣刀(end mill)、球头端铣刀等进行的铣削加工,形成环状气门座部16f和上述的遮蔽幕部16g。图7a以双点划线图示有利用切削工序在图6a所示的铸造工序后的进气口16形成的环状气门座部16f和遮蔽幕部16g。另外,图7b表示形成了环状气门座部16f和遮蔽幕部16g之后的进气口16的剖视图。
[0061]
环状气门座部16f是成为气门座膜16b的基础形状的环状槽,形成于开口部16a的外周。即、在本实施方式的气缸盖12的制造方法中,利用冷喷涂法向环状气门座部16f吹送金属粉末而形成金属覆膜,以该金属覆膜为基础而形成气门座膜16b。因此,环状气门座部16f以比气门座膜16b大一圈的尺寸形成。
[0062]
遮蔽幕部16g是从开口部16a的环状缘部朝向进气口16的中心轴线c呈环状突出的檐状的构件,位于比环状气门座部16f靠进气口16的里侧的位置。遮蔽幕部16g的靠开口部16a侧的面成为与进气口16的中心轴线c正交的平面状。该遮蔽幕部16g是在形成环状气门座部16f之际对上述的小径部16c进行切削加工而形成的。遮蔽幕部16g是为了在由接下来
的包覆工序s3形成气门座膜16b之际抑制向进气口16的内周面形成多余覆膜而设置的。
[0063]
在包覆工序s3中,利用冷喷涂装置2向气缸盖毛坯3的环状气门座部16f喷射金属粉末,形成气门座膜16b。更具体而言,在该包覆工序s3中,使气缸盖毛坯3和冷喷枪23的喷嘴23d以一定速度相对移动,以使得一边将环状气门座部16f和喷嘴23d以相同的姿势保持在一定距离,一边向环状气门座部16f的整周吹送金属粉末。
[0064]
在该实施方式中,例如,利用图8所示的工件旋转装置4而使气缸盖毛坯3相对于固定配置的冷喷枪23的喷嘴23d移动。工件旋转装置4具备保持气缸盖毛坯3的工作台41、倾斜台部42、xy台部43、以及旋转台部44。
[0065]
倾斜台部42是支承工作台41、使工作台41绕在水平方向上配置的a轴转动而使气缸盖毛坯3倾斜的台。xy台部43具备支承倾斜台部42的y轴台43a和支承y轴台43a的x轴台43b。y轴台43a使倾斜台部42沿着在水平方向上配置的y轴移动。x轴台43b使y轴台43a在水平面上沿着与y轴正交的x轴移动。由此,xy台部43使气缸盖毛坯3沿着x轴和y轴向任意的位置移动。旋转台部44在其上表面具有支承xy台部43的旋转台44a,通过使该旋转台44a旋转,使气缸盖毛坯3绕大致铅垂方向的z轴旋转。
[0066]
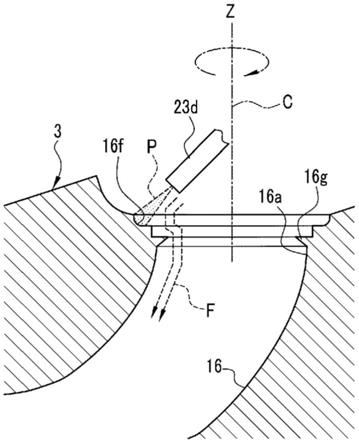
冷喷枪23的喷嘴23d的顶端在倾斜台部42的上方固定配置于旋转台部44的z轴的附近。如图9所示,工件旋转装置4利用倾斜台部42使工作台41倾斜,使得要形成气门座膜16b的进气口16的中心轴线c成为铅垂。另外,工件旋转装置4利用xy台部43使气缸盖毛坯3移动,以使要形成气门座膜16b的进气口16的中心轴线c与旋转台部44的z轴一致。在该状态下,一边从冷喷枪23的喷嘴23d向环状气门座部16f吹送金属粉末p,一边利用旋转台部44使气缸盖毛坯3绕z轴旋转,从而在环状气门座部16f的整周形成金属覆膜。
[0067]
图11a表示结束了包覆工序s3之后的进气口16的剖视图。遮蔽幕部16g通过局部地遮蔽进气口16,使飞散的金属粉末p附着而抑制向进气口16内形成多余覆膜。更具体而言,遮蔽幕部16g遮蔽进气口16的靠开口部16a侧的内周面,有意地使飞散到环状气门座部16f以外的金属粉末p作为多余覆膜sf附着于上表面,从而抑制向开口部16a侧的内周面形成多余覆膜。此外,如以附图标记f表示那样,飞散到环状气门座部16f以外的金属粉末p越过遮蔽幕部16g而向进气口16内流动,但在其流动的期间内流速降低而失去塑性变形用的能量,因此,在进气口16的里面未形成多余覆膜。因而,仅通过利用遮蔽幕部16g遮蔽进气口16的靠开口部16a侧的内周面,就能够有效地抑制多余覆膜形成于进气口16整体。
[0068]
另外,遮蔽幕部16g不是遮蔽进气口16的整个面,而是在其中央部具有与进气口16连通的孔,因此,能够使吹送来的金属粉末p向进气口16内逃逸。由此,向环状气门座部16f吹送的金属粉末p的流速不降低,因此,能够可靠地形成气门座膜16b。
[0069]
例如,如图10的比较例所示,在设置有封堵进气口16的整个面这样的遮蔽幕部16h的情况下,以超音速度喷射来的金属粉末p的一部分由遮蔽幕部16h弹回,产生由此带来的上升气流u。该上升气流u作用在使喷射金属粉末p之际的流速降低的方向,因此,金属粉末p的颗粒结合变弱,气门座膜16b的强度降低。在这点上,根据本实施方式的遮蔽幕部16g,不过度阻碍金属粉末p的流动,而是向进气口16内逃逸,因此,不产生这样的问题。
[0070]
工件旋转装置4在气缸盖毛坯3绕z轴旋转1圈而气门座膜16b的形成结束时,使旋转台部44的旋转暂时停止。在该旋转停止过程中,xy台部43使气缸盖毛坯3移动,以使接下来要形成气门座膜16b的进气口16的中心轴线c与旋转台部44的z轴一致。工件旋转装置4在
由xy台部43进行的气缸盖毛坯3的移动结束后,使旋转台部44的旋转再次开始而在下一个进气口16形成气门座膜16b。以后,通过反复进行该动作,在气缸盖毛坯3的全部的进气口16和排气口17形成气门座膜16b、17b。此外,在气门座膜的形成对象在进气口16与排气口17之间切换之际,利用倾斜台部42变更气缸盖毛坯3的倾斜。
[0071]
在精加工工序s4中,进行气门座膜16b、17b、进气口16和排气口17的精加工。在气门座膜16b、17b的精加工中,通过使用了球头端铣刀的铣削加工切削气门座膜16b、17b的表面,将气门座膜16b调整成预定形状。
[0072]
另外,在进气口16的精加工中,将球头端铣刀从开口部16a插入进气口16内,沿着图11a所示的加工线pl切削进气口16的靠开口部16a侧的内周面。此时,遮蔽幕部16g和附着到遮蔽幕部16g的多余覆膜s被去除。
[0073]
如此,利用精加工工序s4能够消除由铸造成形导致的进气口16的表面粗糙,并且,去除遮蔽幕部16g。在图11b中表示精加工工序s4后的进气口16。
[0074]
此外,排气口17与进气口16同样地经由由铸造成形进行的小径部向排气口17内的形成、由切削加工进行的环状气门座部和遮蔽幕部的形成、对环状气门座部进行的冷喷涂、精加工,而形成气门座膜17b。因此,对于气门座膜17b相对于排气口17的形成顺序,省略详细的说明。
[0075]
如在以上进行了说明那样,根据本实施方式的气缸盖12的制造方法和气缸盖毛坯3,形成从进气口16的开口部16a的环状缘部朝向端口的中心c呈环状突出的遮蔽幕部16g,利用冷喷涂法向位于比遮蔽幕部16g靠进气口16的外侧的位置的环状气门座部16f吹送金属粉末p而形成气门座膜16b。由此,遮蔽幕部16g相对于吹送到环状气门座部16f的金属粉末p局部地遮蔽进气口16,并且,使飞散的金属粉末p附着,因此,能够抑制向进气口16内形成多余覆膜。另外,遮蔽幕部16g使向进气口16内流入的金属粉末p的流速降低,因此,能够抑制在进气口16的里面形成多余覆膜。而且,遮蔽幕部16g使金属粉末p从中央的孔向进气口16逃逸,能够防止向环状气门座部16f吹送的金属粉末p的流速降低,形成强度较高的气门座膜16b。
[0076]
另外,遮蔽幕部16g是通过由铸造工序s1在气缸盖毛坯3一体地形成小径部16c、在切削工序s2中对小径部16c实施切削加工而形成的,这些铸造工序s1和切削工序s2是在以往的气缸盖12的制造工序中也实施的工序。另外,在气门座膜16b的形成后在精加工工序s4中去除了遮蔽幕部16g,但该精加工工序s4也是在以往的气缸盖12的制造工序中实施的工序。因而,不会由于形成遮蔽幕部16g而增加气缸盖12的制造工序数,气缸盖12的制造也不会产生大幅度的成本上升。而且,在气门座膜16b的形成后去除遮蔽幕部16g,因此,不会给进气口16的进气性能带来影响。此外,这些效果也能够在气门座膜17b相对于排气口17的形成中同样地获得。
[0077]
《第2实施方式》
[0078]
接着,对第2实施方式的气缸盖12的制造方法进行说明。此外,该实施方式的在切削工序s2中从小径部16c形成的遮蔽幕部的形状和包覆工序s3中的遮蔽幕部的功能与第1实施方式不同,但除此之外的工序与第1实施方式同样,因此,对于除了切削工序s2和包覆工序s3以外的说明,引用第1实施方式而省略。
[0079]
图12a是气缸盖毛坯3的进气口16部分的剖视图,以双点划线表示由该实施方式的
切削工序s2在气缸盖毛坯3形成的环状气门座部16f和遮蔽幕部16i的形状。该实施方式的遮蔽幕部16i在被冷喷涂装置2吹送金属粉末p的面侧、即进气口16的处于燃烧室15侧的面具备控制金属粉末p的流动方向的圆弧状的控制面16j。
[0080]
图12b表示在该实施方式的进气口16形成气门座膜16b的包覆工序。如以附图标记f1表示那样,控制面16j控制流动方向,以使金属粉末p从被吹送金属粉末p的位置在以进气口16的中心轴线c为中心的相反侧碰到进气口16的在气门座膜16b的形成后被精加工的内周面、即加工线pl内,而形成多余覆膜sf。图12c表示结束了包覆工序s3之后的进气口16的剖视图。在遮蔽幕部16i的控制面16j附着有飞散的金属粉末p作为多余覆膜sf。另外,在遮蔽幕部16i的下方的加工线pl内附着有由控制面16j控制了流动方向的金属粉末p作为多余覆膜sf。此外,排气口17利用与进气口16同样的方法形成气门座膜17b,因此,省略详细的说明。
[0081]
根据该实施方式的气缸盖12的制造方法和气缸盖毛坯3,利用遮蔽幕部16i的控制面16j控制流动方向,以使金属粉末p碰到相反侧的加工线pl内,因此,能够使飞散的金属粉末p作为多余覆膜sf附着于加工线pl的范围内。因而,能够抑制在进气口16的里侧形成多余覆膜。另外,加工线pl内在精加工工序s4中被精加工,因此,遮蔽幕部16i、加工线pl内的多余覆膜sf不会给进气口16的进气性能、排气口17的排气性能给带来不良影响。
[0082]
《第3实施方式》
[0083]
接着,对第3实施方式的气缸盖12的制造方法进行说明。该实施方式与第1实施方式同样地具备铸造工序、切削工序、包覆工序以及精加工工序,但在作为遮蔽幕部使用设为相对于气缸盖毛坯独立的零部件的遮蔽板这点与第1实施方式不同。此外,对于第3实施方式的构成中的与第1实施方式相同的结构,使用相同的附图标记而省略详细的说明。
[0084]
图13a是表示由该实施方式的铸造工序成形的气缸盖毛坯3a的进气口16的剖视图。遮蔽幕部设为独立零部件,因此,气缸盖毛坯3a未设置成为遮蔽幕部的基础的小径部。图中的双点划线表示由该实施方式的切削工序进行了切削加工之后的进气口16的形状。在切削工序中,在进气口16形成环状气门座部16f和遮蔽板插入部16k。遮蔽板插入部16k是形成到环状气门座部16f的内侧且比环状气门座部16f靠进气口16的里侧的位置的台阶部。
[0085]
在该实施方式的包覆工序中,与第1实施方式同样地,将气缸盖毛坯3a安放于工件旋转装置4。并且,气缸盖毛坯3a被倾斜台部42和xy台部43移动,以使要形成气门座膜16b的进气口16的中心轴线c成为铅垂、且与旋转台部44的z轴一致。接下来,如图13b所示,在中央部设置有开口51的圆板状的遮蔽板5从上方插入于进气口16的遮蔽板插入部16k。优选的是,为了抑制向遮蔽板5形成金属覆膜,遮蔽板5由比金属粉末p硬的材质、例如陶瓷等形成。
[0086]
如图13c所示,在包覆工序中,一边从冷喷枪23的喷嘴23d向环状气门座部16f吹送金属粉末p,一边利用旋转台部44使气缸盖毛坯3a绕z轴旋转,从而在环状气门座部16f的整周形成金属覆膜。遮蔽板5与第1实施方式的遮蔽幕部同样地使飞散的金属粉末p附着于上表面,从而抑制向进气口16内形成多余覆膜。
[0087]
如图13d所示,在气门座膜16b的形成后且在工件旋转装置4的动作暂时停止了的时刻,遮蔽板5被从进气口16拆卸。之后,在精加工工序中,对气缸盖毛坯3a实施精加工,进气口16的加工线pl内被切削。通过将遮蔽板5相对于进气口16的开口部16a的突出量设为与第1实施方式的遮蔽幕部相同的程度,加工线pl的范围成为与第1实施方式的加工线pl相同
的程度。此外,排气口17利用与进气口16同样的方法形成气门座膜17b,因此,省略详细的说明。
[0088]
遮蔽板5由比金属粉末p硬的材质形成,但尽管如此,在上表面形成多余覆膜sf1。因此,优选的是,遮蔽板5定期地更换,或者在多余覆膜sf1变厚成有损遮蔽板5的功能的程度的情况下更换。另外,遮蔽板5相对于遮蔽板插入部16k的插入和取出既可以以手工作业进行,也可以由机器人等自动机械进行。
[0089]
根据该实施方式的气缸盖12的制造方法,利用遮蔽板5,从而不对以往的气缸盖12的铸造工序和切削工序施加大幅度的变更,就与第1实施方式同样地能够抑制向进气口16和排气口17内形成多余覆膜。另外,在遮蔽板5设置有使金属粉末p向进气口16逃逸的开口51,因此,能够抑制向环状气门座部16f吹送的金属粉末p的流速降低而形成充分的强度的气门座膜16b。
[0090]
此外,在上述的各实施方式中,在铸造工序s1中,在气缸盖毛坯3形成了小径部16c,但在从外部接受具备小径部16c的气缸盖毛坯3的供给而制造气缸盖12的情况下,当然能够省略铸造工序s1。另外,固定配置冷喷枪23的喷嘴23d而使气缸盖毛坯3回转移动,但也可以是,与此相反,固定配置气缸盖毛坯3,使喷嘴23d移动。
[0091]
附图标记说明
[0092]
1、内燃机;12、气缸盖;16、进气口;16a、开口部;16b、气门座膜;16c、小径部;16f、环状气门座部;16g、遮蔽幕部;16h、遮蔽幕部;16i、遮蔽幕部;16j、控制面;16k、遮蔽板插入部;17、排气口;17a、开口部;17b、气门座膜;18、进气门;19、排气门;2、冷喷涂装置;21、气体供给部;22、金属粉末供给部;23、冷喷枪;23d、喷嘴;3、气缸盖毛坯;3a、气缸盖毛坯;4、工件旋转装置;41、工作台;42、倾斜台部;43、xy台部;44、旋转台部;5、遮蔽板;51、开口;c、进气口的中心轴线;p、金属粉末;f、金属粉末的流动路径;f1、金属粉末的流动路径;u、上升气流;sf、多余覆膜;sf1、多余覆膜;pl、加工线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1