用于发动机的端盖和发动机的制作方法
1.本发明涉及发动机端盖领域,具体为一种用于机动车发动机的端盖结构以及具有这种端盖的发动机。
背景技术:
2.汽车发动机端盖是一个结构十分复杂的重要机件,是发动机的重要组成部件,其性能对发动机有着重要的影响。发动机端盖需要具备较好的强度、耐热等性能,还应具有良好的浇铸工艺性和较好的刚性。现有技术中一般的铝合金汽车发动机端盖普遍存在容易被腐蚀的问题。此外,在端盖与发动机壳体之间,通常需要设置密封垫,以防止外部污物进入到发动机内部。密封垫通常由弹性材料制成,因此与铝合金构成的端盖本体彼此是独立部件。常用的设计是在端盖本体上设置凹槽,将密封垫安置在该凹槽内。但是,这种设计的密封效果并不理想,由于密封垫和端盖本体的分离式设计,使得在剧烈运动下很难保证密封效果。
技术实现要素:
3.因此,本发明所要解决的技术问题是提供一种改进的发动机端盖和具有该端盖的发动机,这种发动机端盖不易被腐蚀且能够提供更好的密封效果。
4.上述技术问题被根据本发明设计的端盖所解决。根据本发明的用于发动机的非承载式的端盖,所述端盖包括用于封盖发动机的端盖本体和设置在端盖本体与发动机壳体之间的密封垫,其中,端盖本体具有用于抵靠在发动机壳体上的抵靠面,密封垫设置在所述抵靠面上。根据本发明的设计方案,通过注塑工艺制造端盖本体和密封垫,该密封垫集成在抵靠面上。
5.本发明只涉及非承载式的端盖,因为这种端盖不承担太大的荷载,所以对于强度要求较低,可以考虑用其它材料来代替更容易被腐蚀的铝合金材料。通过将端盖本体和密封垫一体式注塑制造,将端盖本体和密封垫形成一个部件,从而避免了在发动机剧烈运动下端盖本体和密封垫的分离,提高了密封效果。同时一体式制造端盖也能够降低制造成本。
6.根据本发明的优选实施方式,端盖本体和密封垫通过双组份注塑工艺形成,从而可以利用同一模具制造端盖本体和密封垫,降低了模具成本和制造成本。尤其优选的是,密封垫由硅胶制成,端盖本体由塑料制成。
7.根据本发明的优选实施方式,密封垫的形状与端盖本体的抵靠面的形状相匹配,即密封垫能够覆盖在抵靠面上,从而在发动机壳体与端盖之间形成面密封。与现有技术中单独设置的密封垫相比,根据本发明设计的密封垫能够形成更大面积的面密封,从而提高密封效果。由于密封垫的形状与抵靠面的形状相匹配,因此可以使用同一模具同时形成密封垫和端盖本体,而不需要对模具进行特殊的设计,降低了制造成本。优选的是,密封垫超出端盖本体的抵靠面的边缘并且包围该抵靠面,从而使得在将端盖安装到发动机壳体上后、在端盖本体的边缘能够形成更好的密封。另外优选的是,在密封垫上设置用于紧固件穿
过的通孔。通过紧固件,例如螺栓,将端盖固定在发动机壳体上,该紧固件穿过通孔将端盖本体固定在发动机壳体上。由于密封垫覆盖抵靠面,因此在通孔的周围的密封垫同时起到紧固垫片的作用,能够提高紧固件的紧固力,进而提高密封效果。
8.根据本发明的另一优选实施方式,将密封垫设计为在抵靠面上的凸出部,可以根据抵靠面的形状来设计密封垫的形状,从而使得密封垫的设计更加灵活。
9.根据本发明的优选实施方式,在端盖本体上设置散热孔。由于发动机在工作时会产生大量的热量,在端盖本体上设置散热孔有利于导出发动机内部的热量,由于可以在注塑时同步形成散热孔,省去了后期穿孔的步骤,降低了制造成本。另外优选的是,在端盖本体上设有加强筋,从而加强了端盖本体的强度。同理,由于可以在注塑时同步形成加强筋,节省了工艺步骤并且进一步降低了制造成本。
10.本发明还涉及一种用于机动车的发动机,该发动机具有上述端盖。
附图说明
11.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。附图为:
12.图1示出发动机的截面图;
13.图2示出根据本发明第一实施例的端盖的截面图;
14.图3示出根据本发明第二实施例的端盖的截面图;
15.图4示出根据本发明的端盖的装配示意图。
具体实施方式
16.图1示出发动机的截面图,从图中可见,根据本方明的发动机被发动机壳体1所包围。在图1的右侧、发动机壳体1不承担荷载的位置上,设有一端盖2。端盖2可拆卸式地安装在发动机壳体1上,用于保护发动机内部组件免受外部环境侵蚀,并且在必要时可以通过拆下端盖2接近发动机内部组件,以对内部组件进行更换和维修。为了防止外部灰尘和微小颗粒通过端盖与发动机壳体之间的连接缝隙进入发动机,在端盖和发动机壳体之间需要设置密封垫。现有技术中的密封垫皆为单独部件,由弹性材料制成,而端盖是由铝合金制成。
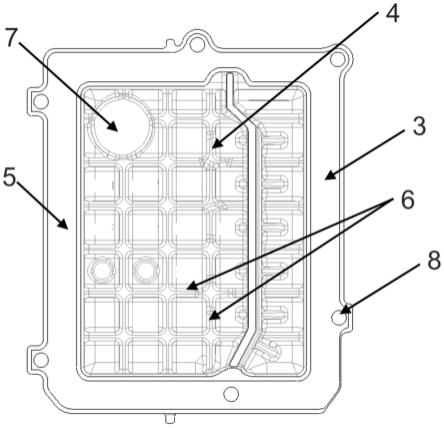
17.根据本发明的端盖2包括端盖本体4和密封垫3,将端盖本体4和密封垫3一体式注塑形成,如图2和图3所示。优选采用双组份注塑的制造方法,例如密封垫由硅胶制成,而端盖本体由塑料制成。由于端盖2不再使用铝合金材料,从而解决了容易被腐蚀的技术问题。使用注塑的方式将端盖本体4和密封垫3制成一体式,降低了部件成本、简化了制造工艺,并且减轻了发动机的总体重量。
18.图2示出了本发明的第一优选实施例,密封垫3的形状与端盖本体4的用于抵靠在发动机壳体1上的抵靠面5相匹配,即密封垫3覆盖在抵靠面5上,从而在发动机壳体1与端盖2之间形成面密封。与现有技术中单独设置的密封垫3相比,根据本发明设计的密封垫3能够形成更大面积的面密封,从而提高密封效果。由于密封垫3的形状与抵靠面的形状相匹配,因此可以使用同一模具同时形成密封垫3和端盖本体4,而不需要对模具进行特殊的设计。
优选的是,密封垫3超出端盖本体4的抵靠面5的边缘并且包围该抵靠面5,从而使得在将端盖2安装到发动机壳体1上后在端盖本体4的边缘能够形成更好的密封(如图4所示)。优选的是,在密封垫3上设置用于紧固件穿过的通孔8。通过紧固件,例如螺栓,将端盖2固定在发动机壳体1上。该紧固件穿过通孔8将端盖本体4固定在发动机壳体1上。由于密封垫3覆盖抵靠面5,因此在通孔8的周围的密封垫3同时起到紧固垫片的作用,能够提高紧固力。
19.此外,在端盖本体4上设置散热孔7,用于使得发动机的内部组件能够更好地散热。在端盖本体4上还可以设置加强筋6,以便加强端盖本体4的强度。
20.图3示出了本发明的第二优选实施例,设计方案与前面的实施例基本相同,区别仅在于密封垫3的设计有所不同。在该实施例中,密封垫3被设计为在抵靠面5上的凸出部。密封垫3可以与抵靠面5形成面密封或者形成线密封,可以根据抵靠面5的形状来设计密封垫3的形状,从而使得密封垫3的设计更加灵活。
21.图4示出了将根据本发明的端盖2装配到发动机壳体1上后的局部剖面图。在装配完成后,密封垫3的边缘高出端盖本体4的抵靠面5,从而形成了对抵靠面5包围式的密封,提高了密封效果。
22.虽然在上述说明中示例性地描述了可能的实施例,但是应该理解到,仍然通过所有已知的和此外技术人员容易想到的技术特征和实施方式的组合存在大量实施例的变化。此外还应该理解到,示例性的实施方式仅仅作为一个例子,这种实施例绝不以任何形式限制本发明的保护范围、应用和构造。通过前述说明更多地是向技术人员提供一种用于转化至少一个示例性实施方式的技术指导,其中,只要不脱离权利要求书的保护范围,便可以进行各种改变,例如使用其他不同的材料来注塑形成端盖本体和密封垫。
23.附图标记列表
[0024]1ꢀꢀꢀꢀꢀ
发动机壳体
[0025]2ꢀꢀꢀꢀꢀ
端盖
[0026]3ꢀꢀꢀꢀꢀ
密封垫
[0027]4ꢀꢀꢀꢀꢀ
端盖本体
[0028]5ꢀꢀꢀꢀꢀ
抵靠面
[0029]6ꢀꢀꢀꢀꢀ
加强筋
[0030]7ꢀꢀꢀꢀꢀ
散热孔
[0031]8ꢀꢀꢀꢀꢀ
通孔
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1