一种模块化风电叶片及其装配方法与流程
1.本发明涉及风电叶片技术领域,尤其涉及一种模块化风电叶片及其装配方法。
背景技术:
2.风力发电机组叶片常见为整体式的玻璃钢制叶片,同时国内外也存在一些不同形式的组合式叶片,大部分情况是以主梁结构为依托,将壳体按不同大小进行拆分,然后通过粘接或机械连接的形式组装到主梁上。
3.随着发电机组兆瓦级别的上升,优秀资源的逐步开发殆尽,目前风电场正从平原地带扩展到丘陵地带,由陆地扩展到海洋,叶片的尺寸也越来越巨大,重量不断提高。
4.这种情况就导致整体式叶片的制造条件不断提升,模具及设备的制造难度和费用越来越高;而以往的组合式叶片制造装配难度大,场地设备占用与整体式叶片无差别,成本较高,故未被市场所接受。
5.鉴于上述问题的存在,本设计人基于从事此类产品工程应用多年丰富的实务经验及专业知识,积极加以研究创新,以期创设一种模块化风电叶片及其装配方法,使其更具有实用性。
技术实现要素:
6.本发明所要解决的技术问题是:提供一种模块化风电叶片及其装配方法,便于分布式及自动化生产,适用于小型场所和简陋环境下装配。
7.为了达到上述目的,本发明所采用的技术方案是:一种模块化风电叶片,包括:叶片本体、主梁模块和后缘梁模块,所述叶片本体具有吸力面、压力面、叶根端、叶尖端、叶片前缘以及叶片后缘,所述叶片本体沿叶片长度方向分段为叶根模块、叶中模块和叶尖模块,所述叶根模块外表面、所述叶中模块外表面和所述叶尖模块外表面共同开设有沿叶片长度方向延伸的第一凹槽和第二凹槽,所述第一凹槽位于所述吸力面和所述压力面的主梁区域,所述主梁模块通过粘结或者真空灌注的工艺安装于所述第一凹槽内,所述第二凹槽位于所述叶片后缘、且位于所述吸力面和所述压力面的对接处,所述后缘梁通过粘结或者真空灌注的工艺安装于所述第二凹槽内。
8.进一步地,所述叶中模块为分体式结构,包括前缘分子模块和后缘分子模块,所述前缘分子模块和所述后缘分子模块均由第一蒙皮、第一腹板、主梁粘结法兰、叶根连接法兰及轴向粘结法兰构成,所述前缘分子模块上的所述主梁粘结法兰与所述后缘分子模块上的所述主梁粘结法兰重合对接,且通过粘接和机械连接中任一种或者两者结合的方式进行组装固定。
9.进一步地,所述叶根模块为空心壳体结构,包括用于成型的第二蒙皮及壳体内的第二腹板,所述叶根模块在与所述叶中模块连接端设置有叶中连接法兰,另一端设置有打孔结构,所述打孔结构用于与叶片动力轴连接。
10.进一步地,所述叶尖模块为空心壳体结构,包括用于成型壳体的第三蒙皮及壳体
内的第三腹板。
11.一种模块化风电叶片的装配方法,包括以下步骤:叶中模块装配成型:前缘分子模块和后缘分子模块单独制造成型,采用粘结工艺进行组装;叶中模块与叶尖模块对接:叶尖模块单独制造成型,采用粘结工艺对叶中模块和叶尖模块进行装配;叶中模块与叶根模块对接:叶中模块的叶根连接法兰与叶根模块的叶中连接法兰采用螺栓缩进的方式进行连接;主梁模块和后缘梁模块装配:所述叶根模块、所述叶中模块及所述叶尖模块装配完成后,主梁模块和后缘梁模块采用粘结或者真空灌入的工艺进行装配。
12.进一步地,所述叶中模块装配成型具体步骤如下:对齐所述前缘分子模块和所述后缘分子模块上的所述主梁粘结法兰;对所述主梁粘结法兰施胶;对所述前缘分子模块和所述后缘分子模块加压,使所述主梁粘结法兰紧密贴合;对齐所述前缘分子模块和所述后缘分子模块上的所述轴向粘结法兰;对所述轴向粘结法兰施胶;对所述前缘分子模块和所述后缘分子模块轴向加压;加热固化;接口处后处理。
13.进一步地,所述叶中模块和所述叶尖模块对接具体步骤如下;对齐所述叶中模块和所述叶尖模块的接口;对所述叶中模块上的轴向粘结法兰施胶;对所述叶中模块和所述叶尖模块轴向加压;加热固化;接口处后处理。
14.进一步地,所述主梁模块和所述后缘梁模块采用粘结工艺进行装配的具体步骤如下:在所述第一凹槽和所述第二凹槽内施涂结构胶;固定所述主梁模块和所述后缘梁模块;对所述主梁模块和所述后缘梁模块进行加压;加热固化;表面后处理。
15.进一步地,所述主梁模块和所述后缘梁模块采用真空灌入工艺进行装配的具体步骤如下:在所述第一凹槽和所述第二凹槽内铺设导流织物;将所述主梁模块放入所述第一凹槽内,将所述后缘梁模块放入所述第二凹槽内;对所述主梁模块和所述后缘梁模块表面布设真空体系;抽真空及保压;灌注固化;
清理真空辅材及表面处理。
16.本发明的有益效果为:1、本发明中的叶根模块、叶中模块、叶尖模块、所述主梁模块和所述后缘梁模块均为模块化制造,生产场地及设备小型化即可完成制造,可实现简陋条件下的现场施工,而且运输成本低、运输难度也大大降低;2、本发明中的主梁模块和后缘梁模块采用粘结或者真空灌入的工艺来加强叶根模块、叶中模块和叶尖模块的连接强度,连接失效风险低。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
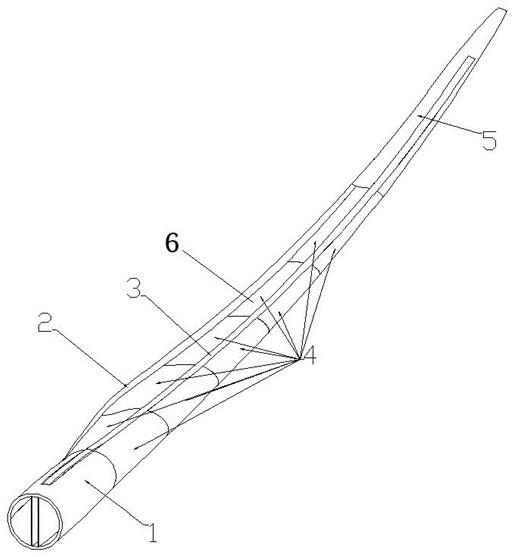
18.图1为本发明实施例中模块化风电叶片的结构示意图;图2为本发明实施例中模块化风电叶片的爆炸图;图3为本发明实施例中叶中模块的结构示意图;图4为本发明实施例中a处放大图;图5为本发明实施例中b处放大图;图6为本发明实施例中叶根模块的结构示意图;图7为本发明实施例中叶根模块另一角度结构示意图;图8为本发明实施例中叶尖模块的结构示意图;图9为本发明实施例中后缘梁模块的结构示意图。
19.附图标记:1、叶根模块;2、后缘梁模块;3、主梁模块;4、叶中模块;5、叶尖模块;6、吸力面;7、压力面(图中未标出)0;8、叶片前缘;9、叶片后缘;10、第一凹槽;11、第二凹槽;12、第一蒙皮;13、第一腹板;14、主梁粘结法兰;15、叶根连接法兰;16、轴向粘结法兰;17、第二蒙皮;18、第二腹板;19、叶中连接法兰;20、第三蒙皮;21、第三腹板。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
21.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一 个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元 件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用 的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目 的,并不表示是唯一的实施方式。
22.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术 领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术 语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的 术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
23.如图1至图2所示的模块化风电叶片,包括:叶片本体、主梁模块3和后缘梁模块2,
叶片本体具有吸力面6、压力面7(图中未标出,与吸力面6相对的表面即为压力面7)、叶根端、叶尖端、叶片前缘8以及叶片后缘9,叶片本体沿叶片长度方向分段为叶根模块1、叶中模块4和叶尖模块5,叶根模块1外表面、叶中模块4外表面和叶尖模块5外表面共同开设有沿叶片长度方向延伸的第一凹槽10和第二凹槽11,第一凹槽10位于吸力面6和压力面7的主梁区域,主梁模块3通过粘结或者真空灌注的工艺安装于第一凹槽10内,第二凹槽11位于叶片后缘9、且位于吸力面6和压力面7的对接处,后缘梁模块2通过粘结或者真空灌注的工艺安装于第二凹槽11内。
24.本发明中通过将叶片本体分为三个模块来分别加工,包括靠近叶根端的叶根模块1,靠近叶尖端的叶尖模块5以及剩余中间的部分构成叶中模块4,这三个模块均采用单独加工,采用的主要材质是环氧基的玻璃纤维复合材料或者碳纤维复合材料,加工方式可以采用模具成型工艺,由于将叶片本体拆分成三个模块来进行分体式加工,满足了单个模块的自动化生产,比如叶尖模块的构建简单,可以直接采用模具成型即可完成快速加工,提高了生产效率,而且采用的模具更加小型化,适用于小型的加工场制造,以上三个模块的连接方式也是比较简单实用,可以采用目前常用的粘结或者机械连接即可完成稳定安装,同时采用主梁模块3和后缘梁模块2对以上三个模块之间的连接做了进一步加强,主梁模块3和后缘梁模块2采用粘结或者真空灌注的工艺均可实现装配,同样也是降低了装配难度,可以采用在风电发电场附近搭建简陋场所即可完成装配,降低了装配难度,同时也解决了整体式的风机叶片运输难度大的技术问题。
25.如图3
‑
5所示,由于叶中模块4的尺寸相对较大,结构及形状更加复杂,所以将叶中模块4设计成分体式结构,包括前缘分子模块和后缘分子模块,前缘分子模块和后缘分子模块均由第一蒙皮12、第一腹板13、主梁粘结法兰14、叶根连接法兰15及轴向粘结法兰16构成,前缘分子模块上的主梁粘结法兰14与后缘分子模块上的主梁粘结法兰14重合对接,且通过粘接和机械连接中任一种或者两者结合的方式进行组装固定。
26.由于前缘分子模块的壳体轮廓和后缘分子模块的壳体轮廓不一致,所以将两者单独制备,之后组装更能降低加工难度,其中前缘分子模块的壳体轮廓趋于半圆形,而后缘分子模块由于后缘截面趋于三角形,所以两者单独加工容易把控加工过程,为了保证前缘分子模块和后缘分子模块的产品质量和性能,可采取树脂传递模塑或真空辅助成型工艺进行闭模制造,最后采用通过粘接和机械连接中任一种或者两者结合的方式进行组装固定。
27.如图6
‑
7所示,更具体的,叶根模块1为空心壳体结构,包括用于成型的第二蒙皮17及壳体内的第二腹板18,叶根模块1在与叶中模块4连接端设置有叶中连接法兰19,另一端设置有打孔结构,打孔结构用于与叶片动力轴连接,叶中连接法兰19可以采取预埋的方式与第二蒙皮17一体成型,连接强度高。
28.如图8所示,叶尖模块5为空心壳体结构,包括用于成型壳体的第三蒙皮20及壳体内的第三腹板21,风电叶片的叶尖部分作为承载叶片主要气动性能的部件,尤其是前缘部分,对型面尺寸要求较高,同时由于叶尖模块5的质量较轻,尺寸相对较小,使用真空灌注加粘结工艺在成本上有较大优势,在运输方面也相对容易,故叶尖模块采用真空灌注加粘结工艺进行制造、如图9所示,后缘梁模块2以吸力面和压力面之间合模缝为中心进行整合,所以后缘梁模块2包括两个型面,用于分别贴合吸力面和压力面,为了保证装配时的精度,需要依
靠模具进行型面约束,工艺可采用真空辅助成型工艺。
29.如图2所示,主梁模块3外形尺寸相对稳定,整体呈现长条状,无曲面,容易加工,可使用拉挤材料进行制造,同样,也可以采用常规织物进行制造,工艺采用树脂传递模塑或真空辅助成型工艺进行闭模制造。
30.另一种实施例一种模块化风电叶片的装配方法,包括以下步骤:叶中模块4装配成型:前缘分子模块和后缘分子模块单独制造成型,采用粘结工艺进行组装;叶中模块4与叶尖模块5对接:叶尖模块5单独制造成型,采用粘结工艺对叶中模块4和叶尖模块5进行装配;叶中模块4与叶根模块1对接:叶中模块4的叶根连接法兰15与叶根模块1的叶中连接法兰19采用螺栓缩进的方式进行连接;主梁模块3和后缘梁模块2装配:叶根模块1、叶中模块4及叶尖模块5装配完成后,主梁模块3和后缘梁模块2采用粘结或者真空灌入的工艺进行装配。
31.本发明中采用的装配方式,主要是采用了粘结方式、螺栓连接或真空灌入的方式,整个装配操作简单易行,而且连接强度高,适用于简陋条件即可完成装配,装配的要求低,而且连接稳定性好,传力效果好,广泛适用于西北、西南等风力发电场所。需要重点说明的是,本发明中的叶中模块4的叶根连接法兰15与叶根模块1的叶中连接法兰19采用螺栓缩进的方式进行连接,从图中可以看出叶根连接法兰15和叶中连接法兰19均位于叶片型腔内,即壳体内部, 这种方式,减少了连接机构在叶片周向的长度,降低了安装成本和时间,且操作简单。
32.具体来说,叶中模块4装配成型具体步骤如下:对齐前缘分子模块和后缘分子模块上的主梁粘结法兰14;对主梁粘结法兰14施胶;对前缘分子模块和后缘分子模块加压,使主梁粘结法兰14紧密贴合;对齐前缘分子模块和后缘分子模块上的轴向粘结法兰16;对轴向粘结法兰16施胶;对前缘分子模块和后缘分子模块轴向加压;加热固化;接口处后处理,主要是处理毛边。
33.具体来说,叶中模块4和叶尖模块5对接具体步骤如下;对齐叶中模块4和叶尖模块5的接口;对叶中模块4上的轴向粘结法兰16施胶;对叶中模块4和叶尖模块5轴向加压;加热固化;接口处后处理。
34.具体来说,主梁模块3和后缘梁模块2采用粘结的方式进行装配的具体步骤如下:在第一凹槽10和第二凹槽11内施涂结构胶;固定主梁模块3和后缘梁模块2;
对主梁模块3和后缘梁模块2进行加压;加热固化;表面后处理。
35.具体来说,主梁模块3和后缘梁模块2采用真空导入的方式进行装配的具体步骤如下:在第一凹槽10和第二凹槽11内铺设导流织物;将主梁模块3放入第一凹槽10内,将后缘梁模块2放入第二凹槽11内;对主梁模块3和后缘梁模块2表面布设真空体系;抽真空及保压;灌注固化;清理真空辅材及表面处理,处理多余毛边。
36.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1