用于内燃机的罩的制作方法
1.本公开涉及一种用于内燃机的罩,其被构造成安装到发动机主体并覆盖正时链或正时带。
背景技术:
2.专利文献1公开了一种用于内燃机的塑料正时带罩。正时带罩包括塑料外罩和塑料内罩。内罩位于外罩和发动机主体之间。正时带被容纳在内罩和外罩之间。
3.正时带罩包括隔音部,隔音部是由例如热塑性弹性体制成的弹性构件。
4.隔音部在张紧带轮附近被容纳在正时带罩中,张紧带轮配置在曲柄正时带轮和凸轮正时带轮之间。
5.当制造外罩时,通过注射成型将隔音部与外罩连续地成型。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开平6-146915号公报
技术实现要素:
9.发明要解决的问题
10.专利文献1中公开的正时带罩包括塑料外罩和作为由例如热塑性弹性体制成的弹性构件的隔音部彼此接合的部分。需要改善构件的接合强度和接合部处的密封性能。
11.这样的问题不仅在外罩和隔音部的接合部处引起,而且在由不同材料制成的构件的接合部处引起。另外,这样的问题不仅在用于内燃机的正时带罩中引起,而且在正时链罩中引起。
12.本公开的目的是提供一种用于内燃机的罩,其改善了由不同材料制成的构件的接合部处的接合强度和密封性能。
13.用于解决问题的方案
14.为了实现上述目的,提供了一种用于内燃机的罩。罩被构造成安装到发动机主体并且覆盖正时链或正时带。罩包括:第一构件,其由硬质塑料制成;以及第二构件,其由不同于该硬质塑料的材料制成。第一构件在第二构件作为嵌件的情况下通过嵌入成型形成。第二构件包括在第二构件的缘部中的接合表面。第一构件接合到该接合表面。该接合表面包括第一接合部和第二接合部。第一接合部包括格子状的凹部。第二接合部包括多个槽部。该多个槽部沿缘部延伸的延伸方向延伸。该多个槽部沿与该延伸方向交叉的交叉方向排列设置。第二接合部设置成比第一接合部靠近与缘部相邻的空间。
15.根据该构造,当第一构件在第二构件作为嵌件的情况下通过嵌入成型形成时,用熔融塑料填充形成在第二构件的接合表面中的第一接合部的凹部和第二接合部的槽部。由于凹部为格子状,因此在第一接合部和第一构件之间确保了大的接触面积。这增大了第一构件和第二构件的接合强度。
16.通常,内燃机中的窜气(blow-by gas)和从发动机主体溅出的油可能通过第一构件与第二构件的接合表面之间的小间隙渗透到覆盖正时链或正时带的罩中。
17.在这方面,在上述构造中,第二接合部设置成比第一接合部靠近与缘部相邻的空间。另外,沿与第二构件的缘部的延伸方向交叉的交叉方向排列设置第二接合部的多个槽部。这防止了内燃机中的窜气或油通过第二构件的接合表面与第一构件之间的小间隙渗透。这改善了第一构件和第二构件之间的密封性能。由于第二接合部处的密封性能得到改善,因此防止了内燃机中的窜气或油渗透到第一接合部中。因此保持了第一接合部处的接合强度。因此,改善了由不同材料制成的构件的接合部处的接合强度和密封性能。
附图说明
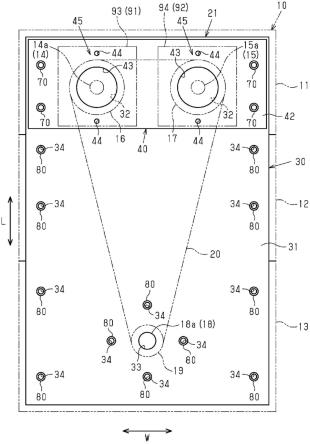
18.图1是根据实施方式的用于内燃机的链罩的主视图,示出了安装到发动机主体的链罩。
19.图2是根据该实施方式的链罩的主视图。
20.图3是根据该实施方式的链罩的第二构件的后视图。
21.图4是第二构件的插入孔的放大后视图。
22.图5是图4中的部分a的放大立体图。
23.图6是沿图4的线6-6截取的截面图。
24.图7是示出第二构件的第二接合部与第一构件的接合状态的截面图。
25.图8是示出第二构件的第一接合部与第一构件的接合状态的截面图。
具体实施方式
26.现在将参照图1至图8说明根据实施方式的用于内燃机的罩。在本实施方式中,本公开的正时链罩(下文中,称为链罩)安装到搭载在车辆上的往复式(活塞式)内燃机。
27.如图1所示,内燃机包括发动机主体10和安装到发动机主体10的链罩21。
28.(发动机主体10)
29.如图1所示,发动机主体10包括气缸盖11、气缸体12和曲轴箱13。气缸体12布置在气缸盖11和曲轴箱13之间。
30.气缸盖11可旋转地支撑进气凸轮轴14和排气凸轮轴15。
31.进气凸轮轴14和排气凸轮轴15分别开闭作为发动机气门的进气门(未示出)和排气门(未示出)。
32.凸轮轴14、15包括位于凸轮轴14、15的延伸方向上的一侧的端部14a、15a。端部14a、15a从气缸盖11突出。
33.马达驱动的可变气门正时机构91、92分别联接到凸轮轴14、15的端部14a、15a。
34.可变气门正时机构91、92分别包括马达93、94和致动器(未示出),该致动器包括减速机构和连杆机构。
35.可变气门正时机构91、92的致动器分别包括从动链轮16、17。
36.曲轴箱13可旋转地支撑曲轴18。曲轴18包括延伸方向上的端部18a。端部18a从曲轴箱13突出。端部18a在与凸轮轴14、15的端部14a、15a相同的方向上突出。
37.驱动链轮19联接到曲轴18的端部18a。
38.正时链20环绕在从动链轮16、17和驱动链轮19上。从动链轮16、17被构造成借助于正时链20与驱动链轮19的旋转协同旋转。因此,曲轴18的旋转力被传递到凸轮轴14、15。
39.进气侧可变气门正时机构91控制马达93的转速,以便改变进气凸轮轴14相对于从动链轮16的旋转相位。
40.排气侧可变气门正时机构92控制马达94的转速,以改变排气凸轮轴15相对于从动链轮17的旋转相位。
41.控制器(未示出)分别与马达93、94集成在一起。
42.(链罩21)
43.如图1所示,链罩21被构造成安装到发动机主体10并覆盖正时链20。
44.链罩21包括由硬质塑料制成的第一构件30和由不同于该硬质塑料的材料制成的第二构件40。
45.本实施方式的链罩21在主视图中具有矩形形状。
46.在下面的说明中,沿着链罩21的长边的方向(如图1所示的上下方向)将被称为长度方向l,并且沿着链罩21的短边的方向(如图1所示的横向方向)将被称为宽度方向w。
47.链罩21包括多个筒状的套管70,套管70接收用于将链罩21安装到发动机主体10的螺栓(未示出)。
48.如图1和图2所示,第一构件30在主视图中具有矩形形状,并且形成链罩21的外周缘。第二构件40接合到第一构件30的正面31的长度方向l上的一部分(如图1和图2所示的上部)。第二构件40在主视图中具有在宽度方向w上长的矩形形状。
49.首先,将说明第一构件30。
50.如图1和图2所示,第一构件30在覆盖有第二构件40的部分(如图1和图2所示的上部)中包括分别接收马达93、94两个插入孔32。两个插入孔32在宽度方向w上彼此间隔开。
51.第一构件30在未覆盖有第二构件40的部分(如图1和2所示的下部)中具有供曲轴18延伸穿过的贯通孔33。
52.第一构件30在未覆盖有第二构件40的部分中具有多个紧固孔34。各紧固孔34均接收金属套管80。
53.在本实施方式中,链罩21的宽度方向w上的每个侧部均设置有四个紧固孔34。在每个侧部中,四个紧固孔34在长度方向l上彼此间隔开。另外,四个紧固孔34配置在贯通孔33外周。在图1中,省略了插入紧固孔34中的螺栓。
54.第一构件30由硬质塑料制成。在本实施方式中,第一构件30由具有聚酰胺(pa-6gf)作为主要成分的塑料制成。
55.现在将说明第二构件40。
56.如图1至图3所示,第二构件40包括背面41和正面42,背面41接合到第一构件30的正面31,正面42位于背面41的相反侧。
57.如图1和图2所示,第二构件40包括分别接收马达93、94的两个插入孔43。两个插入孔43在宽度方向w上彼此间隔开。每个插入孔43均与第一构件30的对应插入孔32连续。
58.与控制器集成的马达93、94安装到第二构件40的正面42。
59.如图1至图3所示,第二构件40在各插入孔43周围的周缘部45中具有多个安装孔44。用于将马达93、94安装到第二构件40的螺栓(未示出)拧入安装孔44中。安装孔44对应于
根据本公开的安装部。
60.如图3所示,第二构件40具有从背面41突出的多个筒部46。多个筒部46分别包围多个套管70。如图3所示,在本实施方式中,背面41的宽度方向w上的每个侧部均设置有两个筒部46。在每个侧部中,两个筒部46在长度方向l上彼此间隔开。
61.第二构件40由线膨胀系数和吸水性低于形成第一构件30的硬质塑料的硬质塑料制成。在本实施方式中,第二构件40由聚苯硫醚(pps-gf)制成。
62.在多个套管70作为嵌件的情况下,第二构件40通过嵌入成型形成。
63.在第二构件40和多个套筒80作为嵌件的情况下,第一构件30通过嵌入成型形成。
64.如图3所示,第二构件40的背面41包括接合到第一构件30的第一接合表面50和第二接合表面60。
65.第一接合表面50分别形成在各插入孔43周围的周缘部45中。在本实施方式中,各第一接合表面50均形成在对应的周缘部45的全周上。第一接合表面50对应于根据本公开的接合表面。另外,插入孔43周围的周缘部45对应于根据本公开的第二构件40的缘部。
66.如图4至图6所示,各第一接合表面50均包括第一接合部51和第二接合部52,第一接合部51包括格子状的凹部53,第二接合部52包括多个槽部54。多个槽部54在周缘部45延伸的方向上(即,在插入孔43的周向上)延伸,同时沿垂直于该延伸方向的方向或沿插入孔43的径向排列设置。凹部53和槽部54例如通过激光装置形成。
67.如图4所示,第一接合部51和第二接合部52设置在周缘部45的全周上。
68.第二接合部52设置成比第一接合部51靠近插入孔43。即,第二接合部52设置成比第一接合部51靠近与周缘部45相邻的空间。.
69.如图5所示,形成第一接合部51的凹部53包括相互平行延伸的多个第一槽部53a和与各第一槽部53a分别正交的多个第二槽部53b。
70.如图3所示,第二接合表面60形成在第二构件40的周缘部和筒部46的端面中。在本实施方式中,第二接合表面60形成在第二构件40的周缘部的全周上。另外,第二接合表面60形成在各筒部46的整个端面上。
71.现在将说明本实施方式的作用。
72.如图7和图8所示,当第一构件30在第二构件40作为嵌件的情况下通过嵌入成型形成时,形成在第二构件40的各第一接合表面50中的第一接合部51的凹部53和第二接合部52的槽部54均填充有熔融塑料。由于凹部53为格子状,因此在第一接合部51和第一构件30之间确保了大的接触面积。这增大了第一构件30和第二构件40之间的接合强度。
73.在链罩21中,当第一接合部51的凹部53和第二接合部52的槽部54填充有熔融塑料时,在第一接合部51和第一构件30之间以及在第二接合部52和第一构件30之间分别产生小的第一间隙s1和小的第二间隙s2。为了说明的目的,间隙s1、s2被部分放大和简化。
74.如图8所示,在格子状的凹部53的底部(如图8所示的下部)中,第一间隙s1在第一槽53a和第二槽53b的交叉点处将第一槽53a和第二槽53b彼此连接。因此,例如,如果第一接合部51设置成比第二接合部52靠近插入孔43,即,比第二接合部52靠近与周缘部45相邻的空间,则内燃机中的窜气和从发动机主体10溅出的油将容易通过第一间隙s1的交叉点从插入孔43的内周向外周渗透。渗透的窜气或油会降低第一接合部51处的接合强度。
75.在这方面,根据本实施方式的链罩21的第二接合部52比第一接合部51靠近插入孔
43。另外,沿着与插入孔43周围的周缘部45的延伸方向交叉的交叉方向排列设置多个槽部54。这防止窜气或油通过第二接合部52和第一构件30之间的小的第二间隙s2渗透。这是因为沿着第二接合部52的多个槽部54的顶部和底部形成的第二间隙s2阻碍窜气和油的移动。这改善了第一构件30和第二构件40之间的密封性能。由于第二接合部52处的密封性能得到改善,因此防止窜气或油渗透到第一接合部51中。因此保持了第一接合部51处的接合强度。
76.本实施方式具有以下优点。
77.(1)作为第二构件40的缘部的各插入孔43周围的周缘部45均包括接合到第一构件30的第一接合表面50。各第一接合表面50均包括第一接合部51和第二接合部52,第一接合部51包括格子状的凹部53,第二接合部52包括多个槽部54。多个槽部54沿周缘部45或缘部延伸的方向延伸,同时沿与该延伸方向交叉的交叉方向排列设置。第二接合部52被设置成比第一接合部51靠近与作为缘部的周缘部45相邻的空间。
78.该构造以上述方式起作用。因此,改善了由不同材料制成的构件的接合部处的接合强度和密封性能。
79.(2)各第一接合表面50均形成在对应的作为缘部的周缘部45的全周上。第一接合表面50包括第一接合部51和第二接合部52,第一接合部51和第二接合部52在作为缘部的周缘部45的全周上延伸。
80.该构造改善了由不同材料制成的构件的接合部处的接合强度和密封性能。
81.(3)第一构件30和第二构件40包括分别接收可变气门正时机构91、92的插入孔32、43。第二构件40包括安装孔44,安装孔44设置在各插入孔43周围的周缘部45中,或者设置在第二构件40的缘部中。安装孔44分别接收可变气门正时机构91、92。第二构件40由pps-gf制成,它既满足线膨胀系数低于pa6-gf的线膨胀系数的条件,又满足吸水性低于pa6-gf的吸水性的条件。
82.链罩21包括分别接收可变气门正时机构91、92的插入孔32、43。可变气门正时机构91、92安装到安装孔44,安装孔44设置在各插入孔43周围的周缘部45中或者设置在第二构件40的缘部中。为了确保可变气门正时机构91、92的位置精度,期望安装孔44具有抵抗由于从发动机主体10传递的热或收集的水而导致的变形的材料特性。
83.利用上述构造,包括安装孔44的第二构件40由既满足线膨胀系数低于形成第一构件30的硬质塑料的线膨胀系数的条件又满足吸水性低于该硬质塑料的吸水性的条件的材料制成。这限制了安装孔44由于从发动机主体10传递的热或收集的水而导致的变形。这防止了安装到安装孔44的机构的位置精度降低。
84.(4)第二构件40的缘部是第二构件40的插入孔43周围的周缘部45。
85.由于插入孔43将内燃机的内部和外部彼此连接,因此插入孔43周围的周缘部45总是暴露于内燃机的窜气和油。
86.上述构造防止内燃机的窜气和油在插入孔43周围的周缘部45中通过第二构件40的第一接合表面50和第一构件30之间的小间隙s1、s2渗透。
87.《变型》
88.上述实施方式可以变型如下。只要组合的变型在技术上保持彼此不矛盾,就可以组合上述实施方式和以下变型。
89.各第一接合表面50均不一定需要设置在相应插入孔43周围的周缘部45的全周上。
90.本公开的接合表面不限于形成在插入孔43周围的周缘部45中的第一接合表面50。另外,参考图3,本公开可以被采用在位于第二构件40的背面41上的周缘部50a中的第二接合表面60的一部分中,或者被采用在形成在筒部46的周缘部中的第二接合表面60的一部分中。
91.紧固孔34的数量和位置不限于上述实施方式中的数量和位置,而是可以改变。
92.第二构件40的筒部46的数量和位置不限于上述实施方式中的数量和位置,而是可以改变。
93.可以省略第二构件40的筒部46。
94.链罩21不限于仅第一构件30包括贯通孔33的链罩。例如,第二构件40可以包括供曲轴18延伸穿过的孔,使得该孔和贯通孔33在链罩21中形成供曲轴18延伸穿过的贯通孔。
95.第二构件40不限于如上述实施方式中所述的由聚苯硫醚(pps-gf)制成的第二构件,而是可以由代替pps的诸如铝的金属制成。代替pps,可以选择和使用以下硬质塑料中的任一种:液晶聚合物(lcp)、聚醚醚酮(peek)、聚萘二甲酸乙二醇酯(pen)、聚酰胺6t(pa6t)、聚酰胺9t(pa9t)、聚对苯二甲酸乙二醇酯(pbt)或聚缩醛(pom)。
96.第一构件30不限于如上述实施方式中所述的由聚酰胺6(pa6-gf)制成的第一构件,而是可以由具有代替聚酰胺6作为主要成分的聚酰胺的塑料制成。
97.链罩21、第一构件30和第二构件40的形状不限于如上述实施方式中所述的主视图中的矩形形状,而是可以根据链罩21安装在发动机主体10上时需要满足的要求而改变。
98.根据本公开的罩不限于链罩21,而是可以是正时带罩。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1