管的制作方法
1.本公开涉及一种用作例如内燃机用的进气管的管。
背景技术:
2.专利文献1描述了这种类型的管的已知示例。这种管包括第一纤维层、第二纤维层和定位在第一纤维层和第二纤维层之间的吸附剂。第一纤维层用作管的内周部,并且第二纤维层用作管的外周部。第一纤维层和第二纤维层由无纺布制成。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2007-321600号公报
技术实现要素:
6.发明要解决的技术问题
7.上述管由无纺布制成,并且由此是透气的。因此,上述管允许在管内部流动的进气的声波的压力释放到管外。因此,当空气被吸入管时,进气噪声的产生被限制。然而,外部空气也进入管。由此,外部空气不利地影响在管内部流动的进气。这导致进气的压降增加。
8.本公开的目的是提供一种管,该管能够减少在管的周壁内部流动的空气的压降,同时改善消音性能。
9.问题的解决方案
10.解决上述问题的管包括周壁。周壁的至少一部分是包括纤维的纤维部。纤维部包括定位在周壁中的内周侧的透气的内层和定位在周壁中的内层的外周侧的外层。外层不如内层透气。内层和外层之间的边界是透气的。
附图说明
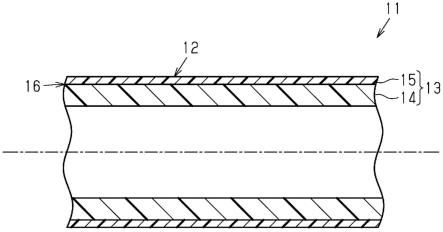
11.图1是示出根据实施方式的管的一部分的截面图。
12.图2是示出根据变形例的管的主要部分的放大截面图。
13.图3是示出根据变形例的管的主要部分的放大截面图。
14.图4是示出根据变形例的管的主要部分的放大截面图。
15.图5是示出根据变形例的管的一部分的截面图。
16.图6是示出根据变形例的管的主要部分的放大截面图。
17.图7是示出根据变形例的管的主要部分的放大截面图。
具体实施方式
18.现在将参考附图描述根据实施方式的管。
19.如图1所示,圆筒状的管(tubular duct)11用作例如内燃机用的进气管或空调用的空气供应管。管11包括圆筒状周壁12。周壁12的至少一部分是包括纤维的纤维部13。本实
施方式的整个周壁12是纤维部13。本实施方式的纤维部13由通过热压成型而形成的无纺布制成。
20.纤维部13包括圆筒状内层14和圆筒状外层15。内层14定位在周壁12中的内周侧并且是透气的。外层15定位在周壁12中的内层14的外周侧并且不如内层14透气。通过针刺使内层14和外层15的无纺布纤维交织而使内层14和外层15彼此接合。
21.因此,由于内层14和外层15在不使用粘结剂的情况下彼此接合,内层14和外层15之间的边界16是透气的。在这种情况下,边界16的透气性大于或等于内层14的透气性。也就是说,边界16比外层15透气。内层14比外层15厚。也就是说,内层14具有比外层15低的压缩率。
22.内层14和外层15的无纺布包括其中混合有两种纤维材料的双组分纤维。其中混合有两种纤维材料的双组分纤维的示例包括其中混合有聚对苯二甲酸乙二醇酯(pet)纤维和聚丙烯(pp)纤维的第一双组分纤维、其中混合有pet纤维和芯鞘结构pet纤维的第二双组分纤维以及其中混合有芯鞘结构pet纤维和pp纤维的第三双组分纤维。
23.第二双组分纤维和第三双组分纤维的芯鞘结构pet纤维是具有已知芯鞘结构(双层结构)的纤维,该芯鞘结构具有由pet制成的芯(未示出)和由熔点低于芯的pet的熔点的改性pet制成的鞘(未示出)。也就是说,芯鞘结构pet纤维具有如下构造:由pet制成的芯(未示出)被由熔点低于芯的pet的熔点的改性pet制成的鞘(未示出)覆盖。
24.在第一双组分纤维中,pp用作将pet纤维结合在一起的结合剂(binder)。在第二双组分纤维中,改性pet用作将pet纤维结合在一起的结合剂。在第三双组分纤维中,改性pet和pp用作将pet纤维结合在一起的结合剂。在本实施方式中,内层14的无纺布和外层15的无纺布均由第一双组分纤维制成。
25.通常,无纺布具有随着每单位面积的重量的增加而降低的透气性,并且具有随着结合剂的混合百分比的增加而降低的透气性。然而,在本实施方式中,为了使外层15的透气性低于内层14的透气性,内层14的无纺布的每单位面积的重量设定为大于外层15的无纺布的每单位面积的重量,并且内层14的无纺布中的结合剂(pp)的混合百分比设定为小于外层15的无纺布中的结合剂(pp)的混合百分比。
26.换言之,通过如下方式将外层15的透气性设定为低于内层14的透气性:将内层14的无纺布中的结合剂(pp)的混合百分比设定为小于外层15的无纺布中的结合剂(pp)的混合百分比的程度大于将内层14的无纺布的每单位面积的重量设定为大于外层15的无纺布的每单位面积的重量。
27.现在将描述管11的作用。
28.当空气进入管11的周壁12时,空气产生声波。当空气穿过透气周壁12的内层14时,在周壁12内部流动的空气的声波的压力的一部分使内层14的纤维振动。这将压力转换为热能,使得压力衰减。
29.因此,限制了空气中的声波产生驻波。这降低了由空气流动产生的噪声。在内层14中衰减的空气的声波通过透气的边界16和外层15释放到周壁12外面。这限制了在周壁12内部流动的空气引起的噪声的产生,并且降低了释放到周壁12外面的辐射噪声。
30.此外,周壁12是透气的。由此,周壁12外部的空气进入周壁12。然而,在本实施方式的管11中,周壁12的外层15不如内层14透气。这允许外层15有效地限制周壁12外部的空气
进入周壁12。也就是说,外层15控制了周壁12的纤维部13中的气流。这限制了在周壁12内部流动的空气受到从周壁12外部进入周壁12的空气的不利影响的情形。因此,减少了在周壁12内部流动的空气的压降。
31.如果周壁12外部的空气进入周壁12不受限制,则在周壁12的内周面附近形成且空气的粘度不可忽略的边界层的厚度将逐渐增加。由此,当空气受到从周壁12外部进入周壁12的空气的不利影响时,在周壁12内部流动的空气的主流将具有增大的气流阻力。因此,在周壁12内部流动的空气的压降将增加。
32.以上详细描述的实施方式具有以下优点。
33.(1)管11包括周壁12。周壁12的至少一部分是包括纤维的纤维部13。纤维部13包括内层14和外层15。内层14定位在周壁12中的内周侧并且是透气的。外层15定位在周壁12中的内层14的外周侧并且不如内层14透气。内层14和外层15之间的边界16是透气的。在该结构中,由于周壁12中的内层14和外层15之间的边界16是透气的,在周壁12内部流动的空气的声波的压力通过外层15释放到周壁12外面,同时在内层14中衰减。这限制了在周壁12内部流动的空气引起的噪声的产生并且降低了释放到周壁12外面的辐射噪声。因此,改善了消音性能。此外,由于周壁12的外层15不如内层14透气,所以外层15限制了周壁12外部的空气进入周壁12。这限制了在周壁12内部流动的空气受到从周壁12的外部进入周壁12的空气的不利影响的情形。因此,减少了在周壁12内部流动的空气的压降。上述结构由此减少了在周壁12内部流动的空气的压降,同时改善了消音性能。
34.(2)在管11中,边界16比外层15透气。该结构限制了边界16阻碍外层15控制周壁12内部和外部的气流的情形。
35.(3)在管11中,内层14比外层15厚。该结构允许内层14使在周壁12内部流动的空气的声波的压力有效地衰减。
36.(4)在管11中,通过针刺使内层14和外层15的纤维交织而使内层14和外层15彼此接合。该结构允许内层14和外层15彼此接合,而无需制备用于接合内层14和外层15的附加材料(例如,粘结剂)。
37.(5)在管11中,整个周壁12是透气的纤维部13。由此,与整个周壁12由不透气的硬合成树脂制成时相比,管11更轻。
38.变形例
39.可以如下变型上述实施方式。可以组合上述实施方式和以下变形例,只要组合的变形例在技术上保持彼此一致即可。
40.在管11中,纤维部13可以在周壁12中从内周侧朝向外周侧逐渐变得不太透气。这允许内层14以良好平衡的方式使在周壁12内部流动的空气的声波的压力衰减,并且允许外层15通过控制周壁12的纤维部13中的气流来限制周壁12外部的空气进入周壁12。
41.在这种情况下,周壁12的纤维部13可以具有内层和外层彼此成一体的单层结构,或可以具有包括两层或更多层的层叠结构。当纤维部13具有层叠结构时,纤维部13可以在周壁12中从内周侧朝向外周侧的各层中逐渐变得不太透气。
42.如图2所示,管11中的周壁12的纤维部13可以包括定位在内层14和外层15之间的不透气膜层20。在这种情况下,当内层14通过针刺接合到外层15时,孔21被形成为延伸穿过膜层20。此外,在这种情况下,外层15具有比膜层20高的透气性。这允许膜层20控制纤维部
13中的气流。
43.换言之,该变形例的外层15不控制纤维部13中的气流。在这种结构中,基于用于针刺的针的数量和直径精确地计算延伸穿过膜层20的孔21的开口面积。这允许准确地控制纤维部13中的气流。
44.如图3所示,纤维部13可以包括涂层22,该涂层22在周壁12中的外层15的外周侧覆盖外层15的外周面。在这种情况下,涂层22可以通过打印形成,使得通孔23延伸穿过涂层22。也就是说,涂层22可以通过例如从喷墨打印机(未示出)的头喷嘴将涂布液排出到外层15的外周面上而形成。在此,由合成树脂制成的涂布液用于形成涂层22。
45.此外,在这种情况下,外层15具有比涂层22高的透气性。这允许涂层22控制纤维部13中的气流。换言之,该变形例的外层15不控制纤维部13中的气流。在这种结构中,基于排出涂布液的喷墨打印机的设定来精确地计算涂层22中的通孔23的开口面积。这允许准确地控制纤维部13中的气流。
46.如图4所示,在管11中,防水剂24可以被施加到外层15的外周面。也就是说,外层15的外周面可以例如涂布有氟,以便防水。在这种情况下,防水剂24被施加到外层15的外周面,以便保持外层15的透气性。
47.如图5所示,在管11中,外层15可以包括具有透气性的透气部25和不具有透气性的非透气部26。透气部25可以定位成与在周壁12内部流动的空气的声波的驻波的波腹的位置相对应。在外层15中,透气部25(图5的外层15中的非阴影区域)的尺寸被设定为使得纤维的密度允许透气性。相比之下,每个非透气部26(图5的外层15中的阴影区域)的尺寸被设定为使得纤维的密度不允许透气性。
48.此外,在这种情况下,透气部25定位成覆盖位置a和位置b。位置a对应于在周壁12内部流动的空气的声波的驻波的第一(primary)驻波w1的波腹。位置b对应于驻波的第二(secondary)驻波w2的波腹。第二驻波w2的波长是第一驻波w1的波长的一半,并且第三(tertiary)驻波w3(未示出)的波长是第一驻波w1的波长的三分之一。也就是说,如果驻波的频率加倍,则其波长将减半。如果驻波的频率增加至三倍,则其波长将减少为三分之一。由此,第三驻波和后续驻波(未示出)的波腹的位置总是定位在位置a和位置b之间,位置a和位置b分别对应于第一驻波w1的波腹和第二驻波w2的波腹。
49.图5示出了两个位置b,其对应于第二驻波w2的波腹。这些位置b关于位置a对称,位置a对应于第一驻波w1的波腹。由此,只要透气部25覆盖对应于第一驻波w1的波腹的位置a和对应于第二驻波w2的波腹的两个位置b中的一个位置b,透气部25就覆盖对应于第三驻波和后续驻波(未示出)的所有位置。
50.在这种结构中,透气部25定位在周壁12内部流动的空气的具有多种频率的声波的压力最高的位置处,并且非透气部26定位在除透气部25之外的位置处。由此,整个周壁12降低了释放到周壁12外面的辐射噪音并且减少了从周壁12外部进入周壁12的空气。也就是说,整个周壁12降低了释放到周壁12外面的辐射噪音并且减少了在周壁12内部流动的空气的压降。
51.如图6和图7所示,透气的透气部25和不透气的非透气部26可以通过根据其位置改变压缩率而布置在外层15上。在这种情况下,非透气部26是外层15的薄的高压缩部,并且透气部25是外层15的厚的低压缩部。外层15可以包括压缩率彼此不同的三种类型的部分。
52.在管11中,整个周壁12不必都是透气的纤维部13。也就是说,可以是周壁12的一部分是纤维部13。
53.在管11中,内层14不必比外层15厚。也就是说,内层14可以具有与外层15相同的厚度,或者可以比外层15薄。
54.在管11中,边界16不必比外层15透气。也就是说,边界16可以具有与外层15相同的透气性,或者可以不如外层15透气。在边界16不如外层15透气的情况下,边界16控制周壁12中的气流,而外层15不控制周壁12中的气流。
55.在管11中,边界16可以不如内层14透气。
56.管11不必是圆筒状的。替选地,管11可以具有多边形(例如,矩形或六边形)筒形状,或者可以具有椭圆形筒形状。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1