一种排气涡壳定位调节装置的制作方法
1.本发明涉及石油化工行业催化裂化余热能量回收机组的烟气轮机装置,具体为一种排气涡壳定位调节装置。
背景技术:
2.烟气轮机是石油化工行业催化裂化余热能量回收机组的核心装置,烟气轮机排气涡壳的进气口采用空心圆柱刚性连接,左右两端和支架支撑连接。
3.排气涡壳自身是一个薄壁钢板焊接的复杂结构,冷态时,薄壁板变形较大,给安装调节带来了较大困难。工作中热态时,烟气轮机内部高温烟气的膨胀作用,使排气涡壳自身发生较大变形,中间圆形部位如果发生较大的变化,定位不准确,将在排气涡壳内部产生较大变形,导致排气涡壳内机匣与转子不同心,转静子之间间隙、封严件间隙等发生变化,严重时影响转子的串动、负荷和轴承的承载能力,直接影响烟气轮机的安全、可靠、稳定工作。
技术实现要素:
4.针对现有技术中存在的问题,本发明提供一种排气涡壳定位调节装置,便于安装定位,调节排气涡壳的中心,补偿高温烟气作用在排气涡壳上产生的变形。
5.本发明是通过以下技术方案来实现:
6.一种排气涡壳定位调节装置,包括基座、导向键和定位装置;
7.所述基座上形成有用于安装导向键的容纳槽,基座用于与烟气轮机的底座固接,导向键设置在容纳槽中,并能够沿排气涡壳的横向偏移方向移动,导向键用于与排气涡壳固接,定位装置设置在容纳槽的侧壁上,用于控制通过导向键调节排气涡壳的位置,对排气涡壳调节后,导向键与定位装置之间设置有间隙。
8.优选的,所述基座包括顶板和调节座,顶板的顶面与烟气轮机的底座固接,两个调节座对称设置在顶板的两端,并位于底板的底部,两个调节座之间的空间形成容纳槽。
9.优选的,所述定位装置设置在调节座上并通过螺纹连接,定位装置的一端伸入至容纳槽中。
10.优选的,所述调节座包括安装座和支撑板,支撑板的上端与顶板固接,支撑板的下端向下延伸,安装座设置在支撑板的外侧,安装座中设置有水平的螺纹孔。
11.优选的,所述容纳槽的顶部设置有加强板,支撑板的两侧设置有肋板。
12.优选的,所述导向键为中空结构,其两端设置有向外延伸的凸环,用于增加与定位装置的接触面积。
13.优选的,所述定位装置包括调节轴以及设置在其端部的圆盘,圆盘位于容纳槽中并能够与导向键的端部接触。
14.优选的,所述调节轴上设置有螺母。
15.优选的,所述调节轴位于容纳槽外部的一端设置有扭力部。
16.优选的,所述扭力部的横截面为多边形。
17.与现有技术相比,本发明具有以下有益的技术效果:
18.本发明提供的一种排气涡壳定位调节装置,将基座和导向键分别与烟气轮机的底座和排气涡壳连接,并在基座的容纳槽中预设调节空间,通过定位装置驱动导向键在容纳槽中移动,实现排气涡壳的位置调节,进而实现排气涡壳的位置调节,使排气涡壳内机匣与转子同心,同时在对排气涡壳定位后,在导向键和定位装置之间设置间隙,使排气涡壳在较高的温度下,允许其横向热膨胀发生较小的变形,避免内部转静子间的间隙发生较大变化,同时降低冷态时较大变形导致的装配困难问题,限制热态时排气涡壳内中心过大的热变形,确保内部转静子之间的间隙要求,保证叶片不会与机匣发生碰磨,提高密封封严装置的可靠性,确保了烟气轮机的工作性能,使烟气轮机能够在高负荷、长周期条件下平稳、安全地运行。
19.进一步,在容纳槽的两侧设置加强板和肋板,提高基座的强度,保证定位的准确性。
20.进一步,调节轴通过螺纹控制其轴向移动,将旋转扭矩转换为直线驱动,实现调节轴的精确控制,提高排气涡壳的调节精度。
附图说明
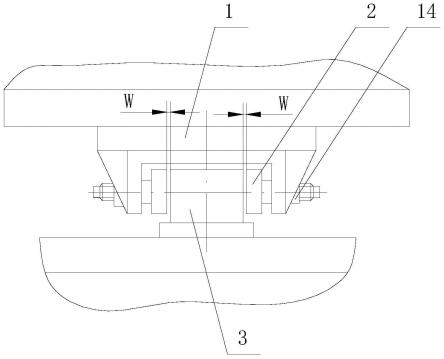
21.图1为本发明排气涡壳定位调节装置的结构图;
22.图2为本发明基座的正视图;
23.图3为本发明基座的仰视图;
24.图4为本发明基座的侧视图;
25.图5为本发明导向键的正视图;
26.图6为本发明导向键的侧视图;
27.图7为本发明调节轴的正视图;
28.图8为本发明扭力部的正视图;
29.图9为本发明安装座的剖视图;
30.图10为本发明安装座的侧视图。
31.图中:1、基座;2、调节轴;3、导向键;4、顶板;5、支撑板;7、加强板;8、肋板;10、安装座;13、扭力部;14、螺母。
具体实施方式
32.下面结合附图对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
33.参阅图1-10,一种排气涡壳定位调节装置,包括基座1和导向键3和定位装置。
34.所述基座1上形成有用于安装导向键3的容纳槽,基座用于与烟气轮机的底座固接,导向键3设置在容纳槽中,并能够沿排气涡壳的偏移方向移动,导向键用于与排气涡壳固接,定位装置设置在容纳槽的侧壁上,用于控制导向键3在容纳槽中的位置。
35.该烟气轮机排气涡壳定位调节装置,将基座和导向键分别与烟气轮机的底座和排气涡壳连接,并在基座的容纳槽中预设调节空间,通过定位装置驱动导向键在容纳槽中移动,实现排气涡壳的位置调节,进而实现排气涡壳的位置调节,使排气涡壳内机匣与转子同
心。
36.参阅图2-4,所述基座1包括顶板4和调节座,顶板4的顶面与烟气轮机的底座固接,两个调节座对称设置在顶板4的两端,并位于底板的底部,两个调节座之间的空间形成容纳槽,导向键3设置在容纳槽中,定位装置设置在调节上并通过螺纹连接,定位装置的一端伸入至容纳槽中,用于驱动导向键在两个底座之间移动,以实现排气涡壳的位置调节。
37.上述调节座包括安装座10和垂直向下延伸的支撑板5,安装座10设置在支撑板的外侧,即远离容纳槽的一侧,安装座10中设置有水平的螺纹孔,定位装置安装在螺纹孔中,定位装置的一端位于容纳槽中并与导向键接触,定位装置另一端位于支撑板的外部。
38.为了增加基座的强度,在容纳槽的顶部设置有加强板7,用于增加容纳槽顶部厚度,避免顶板变形,支撑板的两侧设置有肋板8,肋板为三角形,其一边与顶板的底面固接,另一个边与支撑板固接,增加支撑板的抗弯力。
39.参阅图5和6,导向键3由一个锻件经机械加工成型,且截面为矩形,其内部设置为空心结构,用于减小导向键的重量,导向键3的底部设置有固定板,固定板与排气涡壳焊接,导向键3采用空间矩形结构,便于与固定板焊接,能够使矩形结构沿轴向具有较好的刚性,不宜发生变形,强度大,宜于承受大的载荷。导向键的两端设置有向外延伸的凸环,用于增加与定位装置的接触面积。
40.参阅图7和8,在本实施例中,包括两个定位装置,分别同轴安装在两个支撑板上,定位装置包括调节轴2和与其连接的螺母14,调节轴2配装在螺纹孔中,调节轴的一端抵接在导向键的端部,为了增加调节轴与导向键的接触面积,调节轴的端部固接有圆盘,圆盘的端面用于与导向键的端部接触,使承载受力均匀,便于调节。调节轴的另一端设置有扭力部13,用于连接扭力工具,降低调节过程的劳动强度。
41.所述扭力部13为外六边形,其对应的扭力工具为内六角扳手,扭力部13或为内六边形孔,其对应的扭力工具为外六角扳手。
42.下面对本发明提供的一种烟气轮机排气涡壳定位调节装置的调节方法进行详细的阐述。
43.首先,将导向键通过固定板焊接在排气涡壳的中部,将基座焊接在烟气轮机的底座上,同时将导向键安装在容纳槽中,并且位于两个定位装置之间。
44.然后,根据偏心距离和方向转动调节轴,使调节轴沿螺纹孔轴向移动,抵推导向键,实现排气涡壳的调节,改变排气涡壳的横向定心。
45.最后,再次调节两个调节轴,使其端部与导向键的端面预留预设的间隙,并通过螺母多调节轴进行锁紧,使螺母的端部与安装座的端面抵接接口实现锁紧,在本实施例中,间隙w为0.02-0.05mm,完成排气涡壳的定位调节。
46.排气涡壳是一个薄壁、钢板焊接、结构复杂的组件,工作中热态时,700℃高温烟气进入到烟气轮机,经过涡轮机膨胀做功,然后通过内部扩张通道流出排气涡壳。在此过程中,由于高温烟气膨胀过程,会使排气涡壳产生较大的热膨胀量,从而发生较大的变形。
47.在排气涡壳和烟汽轮机底座之间安装调节装置,工作时,排气涡壳在较高的温度下,可以沿着排气管道轴向发生位移,释放由于热胀冷缩产生的热应力,在调节轴和导向键之间设置间隙,允许横向热膨胀发生较小的变形,避免内部转静子间的间隙发生较大变化。同时通过上述排气涡壳定位调节装置,降低冷态时较大变形导致的装配困难问题,限制热
态时排气涡壳内中心过大的热变形,确保内部转静子之间的间隙要求,保证叶片不会与机匣发生碰磨,提高密封封严装置的可靠性,确保了烟气轮机的工作性能。使烟气轮机能够在高负荷、长周期条件下平稳、安全地运行。
48.以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1