一种叶片延长部件安装方法及结构与流程
1.本发明涉及风电叶片升级改造领域,具体而言,涉及一种叶片延长部件安装方法及结构。
背景技术:
2.目前风电行业内增效技改技术多种多样,在增效技改部件方面使用较为广泛的主要有:涡流发生器(vg)、锯齿(格尼襟翼升功降噪)、叶尖延长、叶片换装、叶尖小翼。其中叶尖小翼增效原理如下:叶片叶尖往往产生较大的诱导阻力,使叶片的启动性能下降。由于叶尖弦长较小,可调整空间非常有限,仅通过叶尖施加反转扭角效果也不理想。借鉴飞机机翼解决翼尖涡流的经验,加装类似飞机翼梢小翼,可以重整通过叶尖流场的气流,有效降低叶尖处诱导阻力,减少叶尖能量损失,从而提高机组发电量,也有助于降低气动噪声。
3.叶片延长部件(叶尖延长、叶尖小翼技术)主要施工流程如下:1)零部件生产、2)配件粘接、3)ss、ps局部组装、4)叶尖切割、5)粘接面处理、6)避雷系统连接、7)ss/ps面刮胶粘接、8)夹具固定、9)加热预固化、10)部件补强、11)加热后固化、12)整体修型涂层。单支叶片安装周期最快需16h(每天8h作业时间)。当前技改部件施工具有劳动强度大、耗费时间长的特点,按照1台机组3支叶片技改约需8天(叶尖延长部件风场组装1天,平台悬挂、调试、拆除1天,施工6天)。
4.现有技术中,原叶片和延长部件的避雷系统连接方式为手工连接,先砍掉原叶片叶尖的金属块,把原叶片的避雷线扣出来,然后手工将叶片和延长部件的避雷线连接起来,延长部件和原叶片粘接工艺为人工分别在ss、ps面刮胶,然后将对应侧部件粘贴至壳体表面,这就要求安装过程中延长部件需有足够的空间方便工人操作,也是决定延长部件无法完全组装后整体安装的关键因素,进而导致相应的对应施工工序和时长较长,较长的施工时长和高空作业使得客户及自身的经济损失、高空作业风险增加。
5.现有技术中申请号cn202110681122.1的专利公开了一种叶尖套及风电机组叶片,叶尖套包括叶尖腔、导流带和接闪器;叶尖腔的前端设置有接闪器,导流带与接闪器连接,导流带从叶尖腔的前端延伸至叶尖腔的后端。该专利虽然叶尖套取消了放置引下线,以外置导流条的方式代替,叶尖套制作工艺更简单,实现了延长部件的整体安装,但是延长部件的避雷系统采用导流条置于叶尖套表面,在承受雷击强度方面具有不可靠性,发生普通雷击后存在脱落、失效的风险;发生强雷击的时候,仍会造成叶片壳体结构受损,此外,安装时需要人工刮胶,人工将叶尖套套至叶片壳体,两侧施加力度不易控制,如一侧施加力度较大、一侧施加力度较小容易造成两侧胶粘剂厚度不同、胶粘剂缺失,进而导致局部粘接空腔、两侧过渡不平滑的问题。
6.有鉴于此,特提出本发明。
技术实现要素:
7.本发明的目的在于提出一种叶片延长部件安装方法及结构,以解决现有技术中实
现延长部件的整体安装时延长部件的避雷系统在承受雷击强度方面具有不可靠性,发生普通雷击后存在脱落、失效的风险;发生强雷击的时候,仍会造成叶片壳体结构受损,以及安装时需要人工刮胶,人工将叶尖套套至叶片壳体,两侧施加力度不易控制,如一侧施加力度较大、一侧施加力度较小容易造成两侧胶粘剂厚度不同、胶粘剂缺失,进而导致局部粘接空腔、两侧过渡不平滑的问题。
8.为达到上述目的,本发明的技术方案是这样实现的:
9.一种叶片延长部件安装方法,所述叶片延长部件安装方法包括以下步骤:
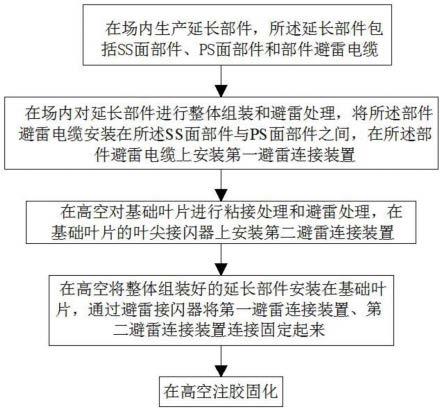
10.s1、在场内生产延长部件,所述延长部件包括ss面部件、ps面部件和部件避雷电缆;
11.s2、在场内对延长部件进行整体组装和避雷处理,将所述部件避雷电缆安装在所述ss面部件与ps面部件之间,在所述部件避雷电缆上安装第一避雷连接装置;
12.s3、在高空对基础叶片进行粘接处理和避雷处理,在基础叶片的叶尖接闪器上安装第二避雷连接装置;
13.s4、在高空将整体组装好的延长部件安装在基础叶片,通过避雷接闪器将第一避雷连接装置、第二避雷连接装置连接固定起来;
14.s5、在高空注胶固化。
15.本发明所述的一种叶片延长部件安装方法及结构步骤s1~s5相互关联,不可分割,起到多重的作用。第一、第一避雷连接装置、第二避雷连接装置与避雷接闪器的设置使得延长部件在安装过程中不需要有足够的空间,叶片延长部件可整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间,提高叶片延长部件的安装效率,为客户带来更大的经济利益,为自身节约施工成本,提质增效;第二、延长部件的避雷系统采用部件避雷电缆,部件避雷电缆安装在ss面部件与ps面部件连接面的中心位置上,内置的部件避雷电缆与叶片避雷电缆规格一致,在承受雷击强度、避雷系统正常运行方面具有更高的可靠性,发生普通雷击后不存在脱落、失效的风险;发生强雷击的时候,也不会造成叶片壳体结构受损;第三、采用注胶粘接工艺,一方面提高叶片延长部件的产品质量,两侧施加力度易控制,不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷,另一方面,注胶粘接工艺相较于人工粘接,可以将刮胶、安装、收胶三个步骤合为一个步骤,节省时间,提高叶片延长部件的安装效率;第四、叶片延长部件的疲劳和刚度较优,使用寿命较长。
16.进一步的,步骤s2包括以下步骤:
17.s21、在场内对延长部件进行整体组装和避雷处理;
18.s22、在场内对整体组装好的延长部件进行后处理。
19.步骤s2的设置一方面,在场内对延长部件进行整体组装和避雷处理,场内相比于高空降低了操作难度,缩短了操作时间,提高了工作效率;另一方面,便于组装的叶片延长部件整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间。
20.进一步的,步骤s21包括以下步骤:
21.s211、先将所述部件避雷电缆安装在所述ss面部件或ps面部件的其中一个上;
22.s212、再将第一避雷连接装置的避雷连接夹的一端与部件避雷电缆连接在一起;
23.s213、然后将阻胶装置安装在所述避雷连接夹的另一端中形成预组装体;
24.s214、最后将所述ss面部件或ps面部件的其中另一个安装在所述的预组装体上完
成延长部件的整体组装。
25.步骤s211~s214相互关联,不可分割,实现在场内对延长部件进行整体组装和避雷处理,第一、场内相比于高空降低了操作难度,缩短了操作时间,提高了工作效率;第二、便于在场内对整体组装好的延长部件进行后处理,从而便于组装的叶片延长部件整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间;第三、部件避雷电缆安装在ss面部件与ps面部件连接面的中心位置上,内置的部件避雷电缆与叶片避雷电缆规格一致,在承受雷击强度、避雷系统正常运行方面具有更高的可靠性,发生普通雷击后不存在脱落、失效的风险,发生强雷击的时候,也不会造成叶片壳体结构受损;第四、阻胶装置的设置一方面可以防止注胶的脱落,防止胶粘剂脱落至延长部件的最前端而影响运行;另一方面能够确保粘接区的胶粘剂没有空腔、缺胶等情况;还可以起到绝缘的作用。
26.进一步的,步骤s22包括以下步骤:
27.s221、在所述延长部件上设置接闪器安装孔,并试安装避雷接闪器;
28.s222、对所述延长部件整体的避雷系统进行绝缘处理;
29.s223、在所述延长部件上设置注胶口结构;
30.s224、对所述延长部件进行前后缘补强、全表面修型涂层。
31.步骤s221~s224相互关联,不可分割,实现在场内对整体组装好的延长部件进行后处理,一方面,延长部件整体的避雷系统进行绝缘处理,在避雷系统通路或短路情况下,不易放电,可以有效避免累计放电导致的延长部件壳体内部温度受热膨胀炸裂的情况出现;另一方面,可提前完成高空作业涉及的部件前缘补强、全表面修型涂层等耗时较长的工序,场内相比于高空降低了操作难度,大大缩短了操作时间,提高了工作效率,从而便于组装的叶片延长部件整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间。
32.进一步的,步骤s3包括以下步骤:
33.s31、撕除所述基础叶片上的粘接区的脱模布;
34.s32、在所述叶尖接闪器上设置基座安装孔,所述基座安装孔用于安装第二避雷连接装置;
35.s33、将第二避雷连接装置安装固定在基座安装孔上,在固定过程中使用导电胶进行密封;
36.s34、固定完成后对基础叶片上的避雷系统进行绝缘处理。
37.步骤s31~s34相互关联,不可分割,实现在高空对基础叶片进行粘接处理和避雷处理,一方面,撕除基础叶片上的粘接区的脱模布,便于后面进行注胶工艺,使得延长部件与基础叶片之间的连接更加牢固;另一方面,基础叶片上的避雷系统进行绝缘处理,在避雷系统通路或短路情况下,不易放电,可以有效避免累计放电导致的基础叶片壳体内部温度受热膨胀炸裂的情况出现。
38.进一步的,步骤s4包括以下步骤:
39.s41、将所述延长部件1的安装腔18与所述基础叶片2对接安装在一起;
40.s42、对接后将先使用导电胶液润滑避雷接闪器33与第一避雷连接装置31、第二避雷连接装置32的连接界面;
41.s43、最后将避雷接闪器33安装在接闪器安装孔16中,通过避雷接闪器33将第一避雷连接装置31、第二避雷连接装置32连接固定起来。
42.步骤s41~s43相互关联,不可分割,实现在高空将整体组装好的延长部件安装在基础叶片上,一方面,第一避雷连接装置、第二避雷连接装置与避雷接闪器的设置使得延长部件在安装过程中不需要有足够的空间,叶片延长部件可整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间,提高叶片延长部件的安装效率,为客户带来更大的经济利益,为自身节约施工成本,提质增效;另一方面,对接后将先使用导电胶液润滑避雷接闪器与第一避雷连接装置、第二避雷连接装置的连接界面,实现延长部件和基础叶片导雷电流传递的通路,在雷击发生时,延长部件接收到雷击电流,电流经过部件避雷电缆,沿着第一避雷连接装置、避雷接闪器、第二避雷连接装置传导到基础叶片的叶尖接闪器,再经过叶片避雷电缆将雷电电流传导下去。
43.进一步的,步骤s5包括以下步骤:
44.s51、先使用注胶枪通过所述延长部件上的注胶口结构依次注射胶粘剂至填满整个粘接区;
45.s52、注射完成后使用工装固定,对多余胶粘剂、所述延长部件与基础叶片粘接边缘进行过渡和补强处理并进行加热固化;
46.s53、对安装过程中造成的对接区域表层涂层划痕或过渡位置进行修型涂层处理。
47.步骤s51~s53相互关联,不可分割,通过注胶固化将延长部件与基础叶片两者牢固地连接在一起;采用注胶粘接工艺,一方面提高叶片延长部件的产品质量,两侧施加力度易控制,不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷,另一方面,注胶粘接工艺相较于人工粘接,可以将刮胶、安装、收胶三个步骤合为一个步骤,节省时间,提高叶片延长部件的安装效率。
48.本发明的第二方面,提出一种叶片延长部件安装结构,所述叶片延长部件安装结构使用任意一项所述的一种叶片延长部件安装方法进行安装,所述的一种叶片延长部件安装结构包括延长部件和基础叶片,所述基础叶片包括ss面叶片体、ps面叶片体和叶片避雷电缆,在所述基础叶片的叶尖上设置叶尖接闪器,所述延长部件包括ss面部件、ps面部件和部件避雷电缆,所述部件避雷电缆安装在所述ss面部件与ps面部件之间,在所述部件避雷电缆上安装第一避雷连接装置,在所述叶尖接闪器上设置第二避雷连接装置,通过避雷接闪器将所述第一避雷连接装置、第二避雷连接装置连接固定起来。
49.进一步的,所述第一避雷连接装置设置为避雷连接夹,所述避雷连接夹的一端与所述部件避雷电缆连接,所述避雷连接夹的另一端与阻胶装置连接。
50.进一步的,所述阻胶装置与所述延长部件的壳体之间形成安装腔,所述基础叶片安装在所述安装腔中,在所述基础叶片与所述安装腔之间设置注胶胶粘剂层。
51.相对于现有技术而言,本发明所述的一种叶片延长部件安装方法及结构具有以下有益效果:
52.本发明所述的一种叶片延长部件安装方法及结构,步骤s1~s5相互关联,不可分割,起到多重的作用。第一、第一避雷连接装置、第二避雷连接装置与避雷接闪器的设置使得延长部件在安装过程中不需要有足够的空间,叶片延长部件可整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间,提高叶片延长部件的安装效率,为客户带来更大的经济利益,为自身节约施工成本,提质增效;第二、延长部件的避雷系统采用部件避雷电缆,部件避雷电缆安装在ss面部件与ps面部件连接面的中心位置上,内置的部件避雷
电缆与叶片避雷电缆规格一致,在承受雷击强度、避雷系统正常运行方面具有更高的可靠性,发生普通雷击后不存在脱落、失效的风险;发生强雷击的时候,也不会造成叶片壳体结构受损;第三、采用注胶粘接工艺,一方面提高叶片延长部件的产品质量,两侧施加力度易控制,不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷,另一方面,注胶粘接工艺相较于人工粘接,可以将刮胶、安装、收胶三个步骤合为一个步骤,节省时间,提高叶片延长部件的安装效率;第四、叶片延长部件的疲劳和刚度较优,使用寿命较长;第五、阻胶装置的设置一方面可以防止注胶的脱落,防止胶粘剂脱落至延长部件的最前端而影响运行;另一方面能够确保粘接区的胶粘剂没有空腔、缺胶等情况;还可以起到绝缘的作用。
附图说明
53.图1为本发明实施例所述的一种叶片延长部件安装方法的流程示意图;
54.图2为本发明实施例所述的一种叶片延长部件安装方法的安装剖视结构示意图;
55.图3为本发明实施例所述的一种叶片延长部件安装方法的延长部件整体的剖视结构示意图;
56.图4为本发明实施例所述的一种叶片延长部件安装方法的基础叶片进行粘接和避雷处理的示意图;
57.图5为本发明实施例所述的一种叶片延长部件安装方法的第一避雷连接装置的结构示意图;
58.图6为本发明实施例所述的一种叶片延长部件安装方法的ss面避雷连接基座的立体结构示意图;
59.图7为本发明实施例所述的一种叶片延长部件安装方法的ss面避雷连接基座的剖视结构示意图;
60.图8为本发明实施例所述的一种叶片延长部件安装方法的ps面避雷连接基座的立体结构示意图;
61.图9为本发明实施例所述的一种叶片延长部件安装方法的ps面避雷连接基座的剖视结构示意图;
62.图10为本发明实施例所述的一种叶片延长部件安装方法的ss面避雷接闪器的立体结构示意图;
63.图11为本发明实施例所述的一种叶片延长部件安装方法的ps面避雷接闪器的立体结构示意图;
64.图12为本发明实施例所述的一种叶片延长部件安装方法的阻胶装置的侧视立体结构示意图;
65.图13为本发明实施例所述的一种叶片延长部件安装方法的阻胶装置的俯视立体示意图;
66.图14为本发明实施例所述的一种叶片延长部件安装方法的延长部件的立体示意图。
67.附图标记说明:
68.1、延长部件;11、ss面部件;12、ps面部件;13、部件避雷电缆;14、ss面注胶口;141、ss面第一注胶口;142、ss面第二注胶口;15、ps面注胶口;151、ps面第一注胶口;152、ps面第
二注胶口;16、接闪器安装孔;161、第一安装孔;162、第二安装孔;17、注胶口结构;18、安装腔;19、腹板;2、基础叶片;21、ss面叶片体;22、ps面叶片体;23、叶片避雷电缆;24、粘接区;25、基座安装孔;251、第三安装孔;252、第四安装孔;26、叶尖接闪器;31、第一避雷连接装置;311、避雷连接夹;3111、第一避雷连接板;3112、第二避雷连接板;3113、第三避雷连接板;3114、第一连接孔;3115、第二连接孔;3116、第三连接孔;3117、凹槽;32、第二避雷连接装置;321、ss面避雷连接基座;3211、第四连接孔;3212、第五连接孔;322、ps面避雷连接基座;3221、第一连接柱;3222、第六连接孔;33、避雷接闪器;331、ss面避雷接闪器;3311、第二连接柱;332、ps面避雷接闪器;3321、第三连接柱;4、阻胶装置;41、容纳腔;42、安装避让槽;5、注胶胶粘剂层。
具体实施方式
69.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。在本发明的实施例中所提到的“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
70.下面将参考附图并结合实施例来详细说明本发明。
71.实施例1
72.本实施例提出一种叶片延长部件安装方法,如图1~14所示,所述叶片延长部件安装方法用于将延长部件1安装在基础叶片2上,如图1所示,所述叶片延长部件安装方法包括以下步骤:
73.s1、在场内生产延长部件1,所述延长部件1包括ss面部件11、ps面部件12和部件避雷电缆13;
74.s2、在场内对延长部件1进行整体组装和避雷处理,所述部件避雷电缆13安装在所述ss面部件11与ps面部件12之间,在所述部件避雷电缆13上安装第一避雷连接装置31;
75.s3、在高空对基础叶片2进行粘接处理和避雷处理,在基础叶片2的叶尖接闪器26上安装第二避雷连接装置32;
76.s4、在高空将整体组装好的延长部件1安装在基础叶片2,通过避雷接闪器33将第一避雷连接装置31、第二避雷连接装置32连接固定起来;
77.s5、在高空注胶固化。
78.本发明所述的一种叶片延长部件安装方法及结构步骤s1~s5相互关联,不可分割,起到多重的作用。第一、第一避雷连接装置31、第二避雷连接装置32与避雷接闪器33的设置使得延长部件1在安装过程中不需要有足够的空间,叶片延长部件1可整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间,提高叶片延长部件1的安装效率,为客户带来更大的经济利益,为自身节约施工成本,提质增效;第二、延长部件1的避雷系统采用部件避雷电缆13,部件避雷电缆13安装在ss面部件11与ps面部件12连接面的中心位置上,内置的部件避雷电缆13与叶片避雷电缆23规格一致,在承受雷击强度、避雷系统正常运
行方面具有更高的可靠性,发生普通雷击后不存在脱落、失效的风险;发生强雷击的时候,也不会造成叶片壳体结构受损;第三、采用注胶粘接工艺,一方面提高叶片延长部件1的产品质量,两侧施加力度易控制,不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷,另一方面,注胶粘接工艺相较于人工粘接,可以将刮胶、安装、收胶三个步骤合为一个步骤,节省时间,提高叶片延长部件1的安装效率;第四、叶片延长部件1的疲劳和刚度较优,使用寿命较长。
79.具体的,如图2所示,所述基础叶片2包括ss面叶片体21、ps面叶片体22和叶片避雷电缆23,所述叶片避雷电缆23安装在所述ss面叶片体21、ps面叶片体22连接面的中心位置上,如图4所示,在所述基础叶片2的叶尖上设置叶尖接闪器26。
80.具体的,步骤s2包括以下步骤:
81.s21、在场内对延长部件1进行整体组装和避雷处理;
82.s22、在场内对整体组装好的延长部件1进行后处理。
83.步骤2的设置一方面,场内相比于高空降低了操作难度,缩短了操作时间,提高了工作效率;另一方面,便于组装的叶片延长部件1整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间。
84.具体的,步骤s21包括以下步骤:
85.s211、先将所述部件避雷电缆13安装在所述ss面部件11或ps面部件12的其中一个上;
86.更具体的,如图14所示,在步骤s211中,在所述ss面部件11或ps面部件12的其中一个上设置腹板19,在所述腹板19的中心位置上安装所述部件避雷电缆13。
87.s212、再将第一避雷连接装置31的避雷连接夹311的一端与部件避雷电缆13连接在一起;
88.s213、然后将阻胶装置4安装在所述避雷连接夹311的另一端中形成预组装体;
89.s214、最后将所述ss面部件11或ps面部件12的其中另一个安装在所述的预组装体上完成延长部件1的整体组装。
90.步骤s211~s214相互关联,不可分割,实现在场内对延长部件1进行整体组装和避雷处理,起到了多重的作用。第一、场内相比于高空降低了操作难度,缩短了操作时间,提高了工作效率;第二、便于在场内对整体组装好的延长部件1进行后处理,从而便于组装的叶片延长部件1整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间;第三、部件避雷电缆13安装在ss面部件11与ps面部件12连接面的中心位置上,内置的部件避雷电缆13与叶片避雷电缆23规格一致,在承受雷击强度、避雷系统正常运行方面具有更高的可靠性,发生普通雷击后不存在脱落、失效的风险,发生强雷击的时候,也不会造成叶片壳体结构受损;第四、阻胶装置4的设置一方面可以防止注胶的脱落,防止胶脱落至延长部件1的最前端而影响运行;另一方面能够确保粘接区24的胶粘剂没有空腔、缺胶等情况;还可以起到绝缘的作用。
91.具体的,如图3所示,所述阻胶装置4与所述延长部件1的壳体之间形成安装腔18。
92.具体的,如图12所示,所述阻胶装置4的形状与所述基础叶片2的形状相同,在所述阻胶装置4上设置容纳腔41,所述容纳腔41与安装腔18相配合用于安装基础叶片2。
93.具体的,如图13所示,在所述阻胶装置4上设置安装避让槽42,所述安装避让槽42
用于在安装基础叶片2时避让叶尖接闪器26上的第二避雷连接装置32。
94.步骤s2完成后,最终状态如图3所示。
95.具体的,步骤s22包括以下步骤:
96.s221、在所述延长部件1上设置接闪器安装孔16,并试安装避雷接闪器33;
97.s222、对所述延长部件1整体的避雷系统进行绝缘处理;
98.s223、在所述延长部件1上设置注胶口结构17;
99.s224、对所述延长部件1进行前后缘补强、全表面修型涂层。
100.步骤s221~s224相互关联,不可分割,实现在场内对整体组装好的延长部件1进行后处理,一方面,延长部件1整体的避雷系统进行绝缘处理,在避雷系统通路或短路情况下,不易放电,可以有效避免累计放电导致的延长部件1壳体内部温度受热膨胀炸裂的情况出现;另一方面,可提前完成高空作业涉及的部件前缘补强、全表面修型涂层等耗时较长的工序,场内相比于高空降低了操作难度,大大缩短了操作时间,提高了工作效率,从而便于组装的叶片延长部件1整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间。
101.具体的,步骤s3包括以下步骤:
102.s31、撕除所述基础叶片2上的叶片粘接区24的脱模布;
103.s32、在叶尖接闪器26上设置基座安装孔25,所述基座安装孔25用于安装第二避雷连接装置32;
104.s33、将第二避雷连接装置32安装固定在基座安装孔25上,在固定过程中使用导电胶进行密封;
105.s34、固定完成后对基础叶片2上的避雷系统进行绝缘处理。
106.步骤s31~s34相互关联,不可分割,实现在高空对基础叶片2进行粘接处理和避雷处理,一方面,撕除基础叶片2上的粘接区24的脱模布,便于后面进行注胶工艺,使得延长部件1与基础叶片2之间的连接更加牢固;另一方面,基础叶片2上的避雷系统进行绝缘处理,在避雷系统通路或短路情况下,不易放电,可以有效避免累计放电导致的基础叶片2壳体内部温度受热膨胀炸裂的情况出现。
107.具体的,步骤s4包括以下步骤:
108.s41、将所述延长部件1的安装腔18与所述基础叶片2对接安装在一起;
109.s42、对接后将先使用导电胶液润滑避雷接闪器33与第一避雷连接装置31、第二避雷连接装置32的连接界面;
110.s43、最后将避雷接闪器33安装在接闪器安装孔16中,通过避雷接闪器33将第一避雷连接装置31、第二避雷连接装置32连接固定起来。
111.步骤s41~s43相互关联,不可分割,实现在高空将整体组装好的延长部件1安装在基础叶片2上,一方面,第一避雷连接装置31、第二避雷连接装置32与避雷接闪器33的设置使得延长部件1在安装过程中不需要有足够的空间,叶片延长部件1可整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间,提高叶片延长部件1的安装效率,为客户带来更大的经济利益,为自身节约施工成本,提质增效;另一方面,对接后将先使用导电胶液润滑避雷接闪器33与第一避雷连接装置31、第二避雷连接装置32的连接界面,实现延长部件1和基础叶片2导雷电流传递的通路,在雷击发生时,延长部件1接收到雷击电流,电
流经过部件避雷电缆13,沿着第一避雷连接装置31、避雷接闪器33、第二避雷连接装置32传导到基础叶片2的叶尖接闪器26,再经过叶片避雷电缆23将雷电电流传导下去。
112.具体的,步骤s5包括以下步骤:
113.s51、安装完成后,使用注胶枪通过所述延长部件1上的注胶口结构17依次注射胶粘剂至填满整个粘接区24;
114.s52、注射完成后使用工装固定,对多余胶粘剂以及部件和叶片粘接边缘进行过渡和补强处理并进行加热固化;
115.s53、对安装过程中造成的对接区域表层涂层划痕或过度位置进行修型涂层处理。
116.步骤s51~s53相互关联,不可分割,通过注胶固化将延长部件1与基础叶片2两者牢固地连接在一起;采用注胶粘接工艺,一方面提高叶片延长部件1的产品质量,两侧施加力度易控制,不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷,另一方面,注胶粘接工艺相较于人工粘接,可以将刮胶、安装、收胶三个步骤合为一个步骤,节省时间,提高叶片延长部件1的安装效率。
117.具体的,在步骤s221中,如图3所示,所述接闪器安装孔16在所述延长部件1上贯通设置,所述接闪器安装孔16用于安装避雷接闪器33。在所述延长部件1的ss面上形成第一安装孔161,在所述延长部件1的ps面上形成第二安装孔162。
118.更具体的,所述接闪器安装孔16的位置与第二避雷连接装置32的位置相对应。
119.具体的,在步骤s223中,如图3所示,所述注胶口结构17包括ss面注胶口14和ps面注胶口15,所述ss面注胶口14、ps面注胶口15沿部件避雷电缆13在延长部件1上对称设置。
120.该设置使得延长部件1的ss面、ps面与基础叶片2连接的两侧能够同时注胶,注胶施加力度相同,不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷。
121.更具体的,如图2所示,所述ss面注胶口14包括ss面第一注胶口141和ss面第二注胶口142;所述ps面注胶口15包括ps面第一注胶口151和ps面第二注胶口152。ss面第一注胶口141、ps面第一注胶口151设置在所述安装腔18上靠近叶尖的一侧,所述ss面第二注胶口142、ps面第二注胶口152设置在所述安装腔18上靠近叶根的一侧。
122.该设置使得延长部件1的ss面、ps面与基础叶片2连接的两侧注胶均匀,注胶施加力度相同,不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷。
123.更具体的,在所述粘接区24中设置定位块(图中未显示),该设置使得延长部件1的ss面、ps面与基础叶片2连接的两侧不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷。
124.更具体的,在步骤s212中,如图5所示,所述避雷连接夹311包括互相连接的第一避雷连接板3111、第二避雷连接板3112和第三避雷连接板3113,所述第一避雷连接板3111、第二避雷连接板3112和第三避雷连接板3113呈“y”字型设置,所述第一避雷连接板3111、第二避雷连接板3112对称设置在所述第三避雷连接板3113的两侧,在所述第一避雷连接板3111设置第一连接孔3114,在所述第二避雷连接板3112上设置第二连接孔3115,在所述第三避雷连接板3113上设置第三连接孔3116和凹槽3117。
125.该设置一方面便于和部件避雷电缆13通过第三连接孔3116和凹槽3117。与避雷连接夹311连接,另一方面,便于避雷接闪器33穿过避雷连接夹311与第二避雷连接装置32连接在一起;此外,还便于固定阻胶装置4。
126.更具体的,在步骤s32中,如图4所示,所述基座安装孔25包括第三安装孔251和第
四安装孔252,所述第三安装孔251与第四安装孔252相连通。
127.更具体的,在步骤s33中,如图4所示,所述第二避雷连接装置32包括ss面避雷连接基座321和ps面避雷连接基座322。将所述ss面避雷连接基座321安装在所述第三安装孔251上,将所述ps面避雷连接基座322安装在所述第四安装孔252上。
128.更具体的,如图6和图7所示,在所述ss面避雷连接基座321上设置第四连接孔3211和第五连接孔3212。
129.更具体的,如图8和图9所示,在所述ps面避雷连接基座322上设置第一连接柱3221和第六连接孔3222。
130.更具体是,如图2和图4所示,所述第五连接孔3212与所述第一连接柱3221相配合。
131.更具体的,在步骤s43中,如图2所示,所述避雷接闪器33包括ss面避雷接闪器331和ps面避雷接闪器332,如图3所示,将ss面避雷接闪器331安装在第一安装孔161中,将ps面避雷接闪器332安装在第二安装孔162中。
132.具体的,如图10所示,在所述ss面避雷接闪器331上设置第二连接柱3311,如图11所示,在ps面避雷接闪器332上设置第三连接柱3321。
133.更具体的,所述第二连接柱3311穿过第一连接孔3114与第四连接孔3211相配合。所述第三连接柱3321穿过第二连接孔3115与第六连接孔3222相配合。
134.本发明所述的一种叶片延长部件安装方法及结构步骤s1~s5相互关联,使得基础叶片2、ss面叶片体21、ps面叶片体22、叶片避雷电缆23、叶尖接闪器26、延长部件1、ss面部件11、ps面部件12、部件避雷电缆13、避雷接闪器33、第一避雷连接装置31、第二避雷连接装置32、阻胶装置4、注胶胶粘剂层5相互关联,不可分割,起到多重的作用。第一、第一避雷连接装置31、第二避雷连接装置32与避雷接闪器33的设置使得延长部件1在安装过程中不需要有足够的空间,叶片延长部件1可整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间,提高叶片延长部件1的安装效率,为客户带来更大的经济利益,为自身节约施工成本,提质增效;第二、延长部件1的避雷系统采用部件避雷电缆13,部件避雷电缆13安装在ss面部件11与ps面部件12连接面的中心位置上,内置的部件避雷电缆13与叶片避雷电缆23规格一致,在承受雷击强度、避雷系统正常运行方面具有更高的可靠性,发生普通雷击后不存在脱落、失效的风险;发生强雷击的时候,也不会造成叶片壳体结构受损;第三、采用注胶粘接工艺,一方面提高叶片延长部件1的产品质量,两侧施加力度易控制,不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷,另一方面,注胶粘接工艺相较于人工粘接,可以将刮胶、安装、收胶三个步骤合为一个步骤,节省时间,提高叶片延长部件1的安装效率;第四、叶片延长部件1的疲劳和刚度较优,使用寿命较长;第五、阻胶装置4的设置一方面可以防止注胶的脱落,防止胶粘剂脱落至延长部件1的最前端而影响运行;另一方面能够确保粘接区24的胶粘剂没有空腔、缺胶等情况;还可以起到绝缘的作用;第六、部件避雷电缆13、避雷接闪器33、第一避雷连接装置31、第二避雷连接装置32、叶片避雷电缆23、叶尖接闪器26形成避雷系统,避雷系统均做绝缘处理,与阻胶装置4形成双重绝缘作用,在避雷系统通路、或短路情况下,不易放电,可以有效避免累计放电导致的壳体内部温度受热膨胀而导致壳体产生炸裂。
135.实施例2
136.本实施例提出一种叶片延长部件安装结构,所述叶片延长部件安装结构使用实施
例1任意一项所述的一种叶片延长部件安装方法进行安装,所述的一种叶片延长部件安装结构包括延长部件1和基础叶片2,所述基础叶片2包括ss面叶片体21、ps面叶片体22和叶片避雷电缆23,在所述基础叶片2的叶尖上设置叶尖接闪器26,如图14所示,所述延长部件1包括ss面部件11、ps面部件12和部件避雷电缆13,所述部件避雷电缆13安装在所述ss面部件11与ps面部件12之间,在所述部件避雷电缆13上安装第一避雷连接装置31,在所述叶尖接闪器26上设置第二避雷连接装置32,通过避雷接闪器33将所述第一避雷连接装置31、第二避雷连接装置32连接固定起来。
137.具体的,如图2所示,所述第一避雷连接装置31设置为避雷连接夹311,所述避雷连接夹311的一端与所述部件避雷电缆13连接,所述避雷连接夹311的另一端与阻胶装置4连接。
138.具体的,如图2所示,所述阻胶装置4与所述延长部件1的壳体之间形成安装腔18,所述基础叶片2安装在所述安装腔18中,在所述基础叶片2与所述安装腔18之间设置注胶胶粘剂层5。
139.对于所述叶片延长部件安装结构而言,除了包括所述基础叶片2、ss面叶片体21、ps面叶片体22、叶片避雷电缆23、叶尖接闪器26、延长部件1、ss面部件11、ps面部件12、部件避雷电缆13、避雷接闪器33、第一避雷连接装置31、第二避雷连接装置32、阻胶装置4、注胶胶粘剂层5之外还包括延长部件1的叶尖避雷系统等其他相关部件,鉴于其相关部件的具体结构以及具体的装配关系均为现有技术,在此不进行赘述。
140.所述延长部件1的叶尖的避雷系统具体不做限定。
141.本发明所述的一种叶片延长部件安装结构,基础叶片2、ss面叶片体21、ps面叶片体22、叶片避雷电缆23、叶尖接闪器26、延长部件1、ss面部件11、ps面部件12、部件避雷电缆13、避雷接闪器33、第一避雷连接装置31、第二避雷连接装置32、阻胶装置4、注胶胶粘剂层5相互关联,不可分割,起到多重的作用。第一、第一避雷连接装置31、第二避雷连接装置32与避雷接闪器33的设置使得延长部件1在安装过程中不需要有足够的空间,叶片延长部件1可整体安装,有效降低工人高空作业时间、高空作业风险和机组停机时间,提高叶片延长部件1的安装效率,为客户带来更大的经济利益,为自身节约施工成本,提质增效;第二、延长部件1的避雷系统采用部件避雷电缆13,部件避雷电缆13安装在ss面部件11与ps面部件12连接面的中心位置上,内置的部件避雷电缆13与叶片避雷电缆23规格一致,在承受雷击强度、避雷系统正常运行方面具有更高的可靠性,发生普通雷击后不存在脱落、失效的风险;发生强雷击的时候,也不会造成叶片壳体结构受损;第三、采用注胶粘接工艺的注胶胶粘剂层5,一方面提高叶片延长部件1的产品质量,两侧施加力度易控制,不存在两侧厚度差异、胶粘剂缺胶等质量上的缺陷,另一方面,注胶粘接工艺相较于人工粘接,可以将刮胶、安装、收胶三个步骤合为一个步骤,节省时间,提高叶片延长部件1的安装效率;第四、叶片延长部件1的疲劳和刚度较优,使用寿命较长;第五、阻胶装置4的设置一方面可以防止注胶的脱落,防止胶粘剂脱落至延长部件1的最前端而影响运行;另一方面能够确保粘接区24的胶粘剂没有空腔、缺胶等情况;还可以起到绝缘的作用;第六、部件避雷电缆13、避雷接闪器33、第一避雷连接装置31、第二避雷连接装置32、叶片避雷电缆23、叶尖接闪器26形成避雷系统,避雷系统均做绝缘处理,与阻胶装置4形成双重绝缘作用,在避雷系统通路、或短路情况下,不易放电,可以有效避免累计放电导致的壳体内部温度受热膨胀而导致壳体产生炸裂。
142.虽然本发明披露如上,但本发明并非限定于此。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1