轴流式水轮机桨叶的复合方法与流程
1.本发明涉及水轮机加工技术领域,具体为轴流式水轮机桨叶的复合方法。
背景技术:
2.在轴流式水轮机中,浆叶是水轮机转轮的主要组成部分,更是核心部件。桨叶根据水力特性而设计,桨叶呈复杂的空间扭曲状,断面形状为翼形,它是水流能量转换的主要部件,也是最难加工的部件,其加工质量和精度对水轮发电机的效率等水力性能有直接的影响。
3.桨叶在与轮毂复合时,是以桨叶的旋转轴心线为基准,旋转至所需角度后再将桨叶以该角度下的状态焊接到轮毂上。由于桨叶是异形件,其理论与实际安装角度不一致,因此很难确定桨叶实际安装时的状态,目前多是通过各种测量工具进行大量测量和计算,来确定桨叶的安装状态,这种方式不仅工作量大,耗时耗力,且生产效率不高。
技术实现要素:
4.本发明意在提供轴流式水轮机桨叶的复合方法,以解决现有的方法工作量大,效率不高的问题。
5.为了达到上述目的,本发明提供如下技术方案:
6.轴流式水轮机桨叶的复合方法,采用复合辅助工装,包括如下步骤:
7.a.将桨叶正面朝上放置在复合辅助工装上,使桨叶对角线上的点分别处于同一水平高度;b.以复合辅助工装上前侧的参考缺口为起点,竖直向上作第一a点参考线,在第一a点参考线与桨叶前侧边缘的交点处固定a点工艺块;沿复合辅助工装前侧的辅助斜板的斜面作延长线作为第二a点参考线,第二a点参考线与第一a点参考线的交点正投影在a点工艺块上的点为a点;
8.c.以复合辅助工装上后侧的参考缺口为起点,竖直向上作第一b点参考线,在第一b点参考线与桨叶后侧边缘的交点处固定b点工艺块;沿复合辅助工装后侧的辅助斜板的斜面作延长线作为第二b点参考线,第二b点参考线与第一b点参考线的交点正投影在b点工艺块上的点为b点;
9.d.过a点在a点工艺块上划出水平的高度线a,以高度线a为基线,a点为基点,将桨叶旋转角度值α得到水平线b,在a点工艺块上划出水平线b;
10.e.将水平线b转动角度β得到基线c,在a点工艺块上划出基线c,以a点为基点,在基线c上取半径为150mm的圆,交点为e,过e点,做基线c的垂线段,长度为150
×
tanβ,端点为f,连接af,在a点工艺块上划出af,af为桨叶的安放角度线;
11.f.以步骤d和e的方式在b点工艺块上划出安放角度线;
12.g.连接ab点形成桨叶的实际旋转轴心线,取下桨叶,以实际旋转轴心线为旋转中心轴转动桨叶,直至安装角度线转动至水平状态,得到桨叶的复合状态;
13.h.将桨叶以复合状态焊接到轮毂上。
14.本方案的原理和有益效果为:
15.将桨叶放置在复合辅助工装上,借助复合辅助工装找出a、b点,a、b点即为桨叶实际的旋转轴心线的端点,连接a、b点即得到桨叶的实际旋转轴心线,同时根据复合辅助工装还能找出桨叶旋转时的安装角度线,转动桨叶使安装角度线水平则表示桨叶旋转到位,由此确定了桨叶的安装状态。采用本方案可以快速有效的确定桨叶的安装状态,复合辅助工装前期通过计算参数制作,制作完成后即可作为复合时的辅助,无需每次复合都经过大量测量,操作方便,提高了加工效率。
16.进一步,复合辅助工装包括底板,底板上设置有与桨叶形状配合的支撑台,底板前后边缘设置有参考缺口,参考缺口一侧设置有辅助斜板,辅助斜板顶部具有辅助斜面,辅助斜面的高端靠近缺口。
17.有益效果:支撑台用于支撑桨叶,参考缺口用于确定第一a点参考线和第一b点参考线,辅助斜板用于确定第二a点参考线和第二b点参考线,以及安装角度线。
18.进一步,支撑台由多块支撑板围合而成。
19.有益效果:采用本方案相比采用整体式的支撑台而言,不仅节约了耗材,且加工方便,可以单独对每个支撑板进行加工,以使其能够更好地贴合桨叶的形状。
20.进一步,支撑板上设置有用于支撑桨叶的压板,压板的位置高度能够调节。
21.有益效果:通过调节压板的位置高度,可以在一定范围内适用不同型号的桨叶,适用范围更大。
22.进一步,压板为倒u型的压板,压板通过螺栓可拆卸的固定在支撑板上。
23.有益效果:通过将螺栓固定在不同高度位置上,即可压板的位置高度,结构简单,操作方便。
附图说明
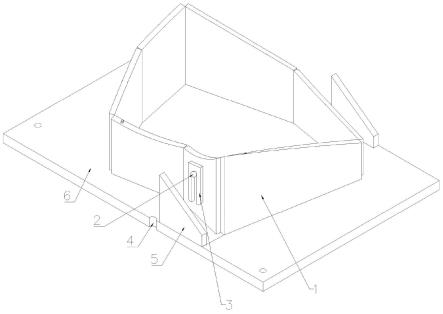
24.图1为本发明实施例中复合辅助工装的示意图;
25.图2为图1的正视图;
26.图3为复合辅助工装的使用示意图;
27.图4为本发明中确定安装角度线的示意图。
具体实施方式
28.下面通过具体实施方式进一步详细说明:
29.说明书附图中的附图标记包括:支撑台1、螺栓2、压板3、参考缺口4、辅助斜板5、底板6、辅助斜面7、桨叶8、旋转轴心线9、a点工艺块10、安放角度线11。
30.实施例:
31.轴流式水轮机桨叶的复合方法,采用如图1和图2所示的复合辅助工装,复合辅助工装包括底板6,底板6上焊接有与桨叶8形状配合的支撑台1,支撑台1由七块支撑板围合而成,支撑台1的顶面呈与桨叶8形状匹配的异形曲面。支撑板上安装有用于支撑桨叶8的压板3(图中只示出了一个),压板3的位置高度能够调节,具体的,压板3采用倒u型的压板3,压板3通过螺栓2可拆卸的固定在支撑板上,通过将螺栓2固定在不同高度,将压板3从u型处卡住,即可调节压板3的位置高度。底板6前后边缘开有参考缺口4,参考缺口4右侧焊接有辅助
斜板5,辅助斜板5顶部具有辅助斜面7,辅助斜面7的高端靠近缺口。
32.结合图3和图4所示,具体包括如下步骤:
33.a.将桨叶正面朝上放置在复合辅助工装上,使桨叶对角线上的点分别处于同一水平高度;b.以复合辅助工装上前侧的参考缺口为起点,竖直向上作第一a点参考线,在第一a点参考线与桨叶前侧边缘的交点处焊接长、宽均为200mm,厚度为10mm的a点工艺块;沿复合辅助工装前侧的辅助斜板的斜面作延长线作为第二a点参考线,第二a点参考线与第一a点参考线的交点正投影在a点工艺块上的点为a点;
34.c.以复合辅助工装上后侧的参考缺口为起点,竖直向上作第一b点参考线,在第一b点参考线与桨叶后侧边缘的交点处焊接长、宽均为50mm,厚度为10mm的b点工艺块;沿复合辅助工装后侧的辅助斜板的斜面作延长线作为第二b点参考线,第二b点参考线与第一b点参考线的交点正投影在b点工艺块上的点为b点;
35.d.过a点在a点工艺块上划出水平的高度线a,以高度线a为基线,a点为基点,将桨叶旋转角度值α得到水平线b(α为高度线a与桨叶木模图的高度线的角度差值,即将高度线a旋转至桨叶木模图的高度线的位置得到水平线b),在a点工艺块上划出水平线b;
36.e.将水平线b转动角度β得到基线c(β为桨叶8木模图与桨叶8实际安放角度的差值),在a点工艺块上划出基线c,以a点为基点,在基线c上取半径为150mm的圆,交点为e,过e点,做基线c的垂线段,长度为150
×
tanβ,端点为f,连接af,在a点工艺块上划出af,af为桨叶的安放角度线;
37.f.以步骤d和e的方式在b点工艺块上划出安放角度线;
38.g.连接ab点形成桨叶的实际旋转轴心线,取下桨叶,以实际旋转轴心线为旋转中心轴转动桨叶,直至安装角度线转动至水平状态,得到桨叶的复合状态;
39.h.将桨叶以复合状态焊接到轮毂上。
40.复合辅助工装设计时,各个支撑板的高度根据桨叶8水平放置(正面朝上)时,其两组对角线上的角分别保持在同一高度的状态下设定。底板6的尺寸则根据机床刀具加工行程来确定,四周能够留出足够的加工安全余量即可。参考缺口4根据桨叶8理论上的旋转轴心线正投影到底板6上确定。辅助斜板5则紧挨着参考缺口4安装,辅助斜板5上的辅助斜面7即为桨叶木模图的高度线的位置。
41.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1