一种用于电动汽车膨胀水壶的固定结构的制作方法
一种用于电动汽车膨胀水壶的固定结构
[技术领域]
[0001]
本实用新型涉及汽车零部件技术领域,具体地说是一种用于电动汽车膨胀水壶的固定结构。
[
背景技术:
]
[0002]
现阶段,开发并量产车型使用的膨胀水壶多采用插接的固定方式。该膨胀水壶支架通过螺栓固定于车身上,膨胀水壶插入支架上。该膨胀水壶的固定结构中,膨胀水壶与支架的接触面较小,基于该结构,膨胀水壶在装配过程中需要从z方向插入,对z方向的空间存在要求,售后维修不方便,同时在装配过程中可能损伤水壶壶体,在长时间使用后,易造成水壶松动、脱落,引起漏液,温度过高,影响客户使用。
[
技术实现要素:
]
[0003]
本实用新型的目的就是要解决上述的不足而提供一种用于电动汽车膨胀水壶的固定结构,极大方便了膨胀水壶的装配,同时很好的完成装配过程中的定位/限位功能,方便了固定螺栓的安装,且成本低,制造风险小。
[0004]
为实现上述目的设计一种用于电动汽车膨胀水壶的固定结构,包括膨胀水壶6,所述膨胀水壶6侧面设置有上部固定结构1,所述上部固定结构1包括连接板10,所述连接板10固定连接在膨胀水壶6侧面,并与膨胀水壶6侧面相垂直布置,所述连接板10上开设有螺栓孔11,并通过螺栓孔11与水箱上横梁8底面的固定螺栓9配合连接;所述膨胀水壶6底部设置有底部支撑结构2,所述底部支撑结构2固定连接在膨胀水壶6底面,所述底部支撑结构2包括凸台3、限位结构4和导向结构5,所述凸台3左右对称布置有两个,所述限位结构4设置在两个凸台3之间位置处,所述凸台3、限位结构4均固定在膨胀水壶6底面,所述限位结构4底部连接有导向结构5,所述限位结构4与导向结构5构成倒置t型,所述膨胀水壶6通过底部支撑结构2放入车身钣金7的开孔中,并与车身钣金7的开孔配合连接。
[0005]
进一步地,所述上部固定结构1设置有两个,两个上部固定结构1左右对称布置,并分布固定在膨胀水壶6侧面的左右两侧,进一步提高了膨胀水壶装配的稳固性。
[0006]
进一步地,所述上部固定结构1还包括支撑块12,所述支撑块12设置在连接板10底面与膨胀水壶6侧面之间,且每个连接板10底面设有至少两个支撑块12,从而连接板10与膨胀水壶6侧面之间的连接更加稳固和结实。
[0007]
进一步地,所述支撑块12纵截面呈三角形,所述支撑块12顶部固定在连接板10底面,所述支撑块12侧部固定在膨胀水壶6侧面,进一步使得连接板10与膨胀水壶6之间的连接更可靠。
[0008]
进一步地,所述凸台3为沿x方向延伸的条形结构,所述凸台3在装配过程中在车身钣金7上摩擦,从而可以有效降低对水壶壶体的磨损,减小后期失效的风险。
[0009]
进一步地,所述限位结构4为自膨胀水壶6底面向下方延伸的竖直片状结构,所述导向结构5为与限位结构4相垂直的矩形框结构,车身钣金7的开孔处设有与限位结构4配合
连接的限位孔13,所述限位结构4卡入限位孔13内进而定位膨胀水壶6的装配位置,从而可以定位整个膨胀水壶的装配位置,确保装配质量。
[0010]
进一步地,所述底部支撑结构2通过注塑方式与膨胀水壶6一体成型,无需额外设计焊接工装夹具,成本低,制造风险小。
[0011]
本实用新型同现有技术相比,具有如下优点:
[0012]
(1)本实用新型极大方便了整个膨胀水壶的装配结构,同时底部支撑结构很好的完成可装配过程中的定位/限位功能,方便了固定螺栓的安装;
[0013]
(2)本实用新型底部支撑结构与膨胀水壶一体注塑成型,且无需额外设计焊接工装夹具,从而工艺成本低,制造风险小;
[0014]
(3)本实用新型车身钣金仅需要按照图4进行开孔,无需额外设计,且具备结构简单,成本低等优点。
[附图说明]
[0015]
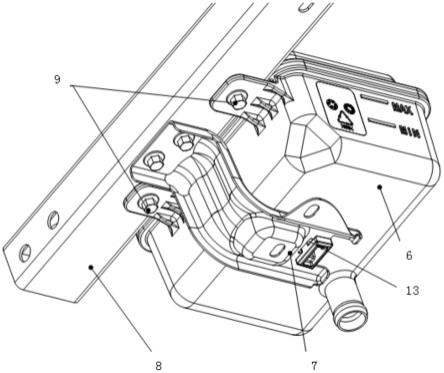
图1是本实用新型的装配结构示意图;
[0016]
图2是本实用新型膨胀水壶的结构示意图;
[0017]
图3是本实用新型膨胀水壶底部的结构示意图;
[0018]
图4是本实用新型车身钣金的部分结构示意图;
[0019]
图中:1、上部固定结构 2、底部支撑结构 3、凸台 4、限位结构 5、导向结构 6、膨胀水壶 7、车身钣金 8、水箱上横梁 9、固定螺栓 10、连接板 11、螺栓孔 12、支撑块 13、限位孔。
[具体实施方式]
[0020]
下面结合附图对本实用新型作以下进一步说明:
[0021]
如附图所示,本实用新型提供了一种用于电动汽车膨胀水壶的固定结构,包括膨胀水壶6,膨胀水壶6侧面设置有上部固定结构1,上部固定结构1包括连接板10,连接板10固定连接在膨胀水壶6侧面,并与膨胀水壶6侧面相垂直布置,连接板10上开设有螺栓孔11,并通过螺栓孔11与水箱上横梁8底面的固定螺栓9配合连接;膨胀水壶6底部设置有底部支撑结构2,底部支撑结构2固定连接在膨胀水壶6底面,底部支撑结构2包括凸台3、限位结构4和导向结构5,凸台3左右对称布置有两个,限位结构4设置在两个凸台3之间位置处,凸台3、限位结构4均固定在膨胀水壶6底面,限位结构4底部连接有导向结构5,限位结构4与导向结构5构成倒置t型,膨胀水壶6通过底部支撑结构2放入车身钣金7的开孔中,并与车身钣金7的开孔配合连接。底部支撑结构2通过注塑方式与膨胀水壶6一体成型,无需额外设计焊接工装夹具,成本低,制造风险小。
[0022]
其中,上部固定结构1设置有两个,两个上部固定结构1左右对称布置,并分布固定在膨胀水壶6侧面的左右两侧,进一步提高了膨胀水壶装配的稳固性;该上部固定结构1还包括支撑块12,支撑块12设置在连接板10底面与膨胀水壶6侧面之间,且每个连接板10底面设有至少两个支撑块12,从而连接板10与膨胀水壶6侧面之间的连接更加稳固和结实;支撑块12纵截面呈三角形,支撑块12顶部固定在连接板10底面,支撑块12侧部固定在膨胀水壶6侧面,进一步使得连接板10与膨胀水壶6之间的连接更可靠。
[0023]
本实用新型中,凸台3为沿x方向延伸的条形结构,凸台3在装配过程中在车身钣金7上摩擦,从而可以有效降低对水壶壶体的磨损,减小后期失效的风险。限位结构4为自膨胀水壶6底面向下方延伸的竖直片状结构,导向结构5为与限位结构4相垂直的矩形框结构,车身钣金7的开孔处设有与限位结构4配合连接的限位孔13,限位结构4卡入限位孔13内进而定位膨胀水壶6的装配位置,从而可以定位整个膨胀水壶的装配位置,确保装配质量。
[0024]
本实用新型所述的膨胀水壶固定结构,包含上部固定结构和底部支撑结构,具备装配定位,限位、支撑的功用,该结构极大简化了装配工艺,提升了装配效率。其装配过程如下,将膨胀水壶放入车身钣金开孔中,沿着x方向回拉膨胀水壶,而后紧固固定螺栓,装配即完成。
[0025]
底部支撑结构直接通过注塑方式与膨胀水壶一体成型,设计位置为该膨胀水壶重心,从而可以对水壶提供一个z方向上的支撑,降低受力,以及降低失效风险。凸台在装配过程中,需要在车身钣金上摩擦,凸台结构可以有效降低对水壶壶体的磨损,减小后期失效的风险。限位结构起到限位/定位作用,在装配后,与车身钣金间隙极小,可以定位整个膨胀水壶的装配位置,确保装配质量。凸台与导向结构之间的设计间隙可设为1.2mm,装配后,可以卡入车身钣金中。在车辆运行过程中,限制膨胀水壶z方向上的运动,优化nvh性能,同时还可以降低上部固定结构的受力,最终降低失效风险。
[0026]
本实用新型并不受上述实施方式的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1