一种V型发动机机械正时装置及检测方法与流程
本发明属于发动机正时,具体的说是一种v型发动机机械正时装置及检测方法。
背景技术:
1、发动机v型缸体一般用在豪华大排量汽车上。发动机一般都是手工装配,通过装配工艺来保证机械正时的准确度非常困难,一般会通过后期的测量来保证机发动机械正时的准确,对于v型机,特别是v8这种大型的机器其倾斜角度大,测量难度大,误差大,寻找上止点时,百分表探头从气门室罩盖孔进入与凸轮桃片接触很难保证测量方向的垂直,同时很难解偶发的决卡滞问题;对于v型机,特别是v8这种大型的机器,其发动机总成的成本和做一些相关试验的成本都非常的高昂,正确的测量评价机械正时,筛选出合格的发动机总成,以及通过合理的测量结果来指导相关试验的选用机型,使本身装配差一点的机器能够应用在其他试验上,这样即提高了发动机的使用率又降低了相关试验失败风险,最终提高装配效率及机械正时的准确性。
2、目前的v型发动机正时检测方式是插入曲轴及凸轮轴正式销子检测,此种方法为直列缸体检测方法,此种方式检测效率低,且正时销很难保证与百分表垂直,检测过程中销子经常卡滞,导致正时测量不准或卡滞重复检测甚至无法检测,但可以通过制造专用检具来保证正时销与百分表的垂直度。
技术实现思路
1、发动机正时对于发动机性能来说至关重要,普通发动机公差在3度以内,标定发动机则要求1度以内,所以必须保证检测的精准度。
2、针对以上问题,本发明提供了一种v型发动机机械正时装置及检测方法,本发明通过制造专用检测工具及创新的检测方法,对发动机机械正时的检测中遇到的困难进行分析,针对分析完的各个子要素进行分别评价验证,从而判断是否影响发动机机械正时的关键因素,进而判定不合格的发动机是否具有应用再不同试验项目的潜力,最终实现更准确高效的指导装配进行调整。
3、本发明技术方案如下,一种v型发动机机械正时装置,包括:垂直度调节工装,所述垂直度调节工装由锁止架、压力弹簧、固定块、弹簧固定座和测量销构成,测量销外套接弹簧固定座,弹簧固定座外套接压力弹簧,压力弹簧一端固定在弹簧固定座上,另一端固定在锁止架上,弹簧固定座穿过锁止架,与锁止架滑动连接,锁止架与固定块转动连接。
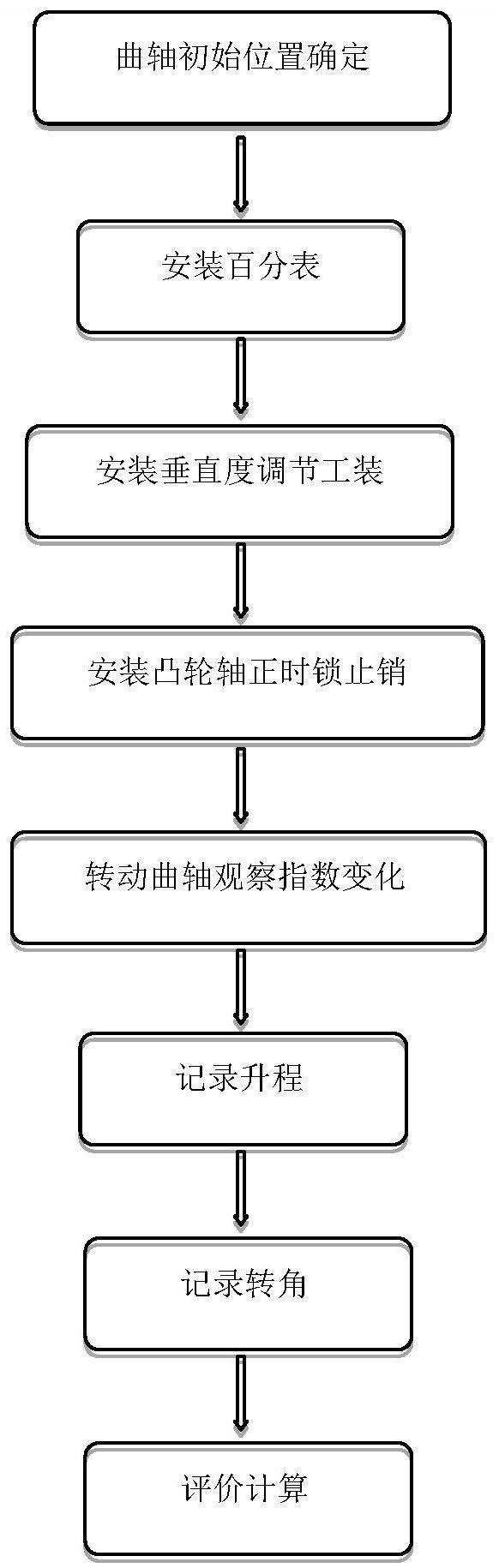
4、一种v型发动机机械正时检测方法,包括以下步骤:
5、s1确定发动机缸体曲轴初始位置;
6、s2安装垂直度调节工装及百分表;
7、s3确定发动机凸轮轴正时初始位置;
8、s4转动曲轴观察指数变化,记录升程、转角,并进行评价。
9、进一步的,步骤s1具体为,将曲轴旋转扳手放置于发动机相应位置,转动并插入曲轴锁止销使曲轴卡止,再将飞轮卡板通过飞轮卡板螺栓固定,将飞轮卡止,将角度表开机清零,此时的零度即为曲轴初始位置。
10、进一步的,步骤s2具体为,通过垂直度调节工装紧固螺栓将垂直度调节工装上的固定块锁止在发动机上,使测量销能够放入待测量的正时销孔内,将百分表压在测量销上,将百分表开机清零。
11、进一步的,百分表通过表架固定,表架能够伸缩折叠,表架固定在表架固定底座上,表架固定底座通过底座固定螺栓固定在发动机气门室罩盖上。
12、进一步的,步骤s3具体为,转动曲轴旋转扳手,同时将凸轮轴正时锁止销,旋入气门室罩盖正时销孔内直至锁止,此时即为凸轮轴正时初始位置。
13、进一步的,步骤s4具体为,取下飞轮卡板,凸轮轴正时锁止销和曲轴锁止销,转动曲轴旋转扳手观察百分表升程的变化。
14、进一步的,s401根据发动机装机械相位测量表上的理论曲轴转角,转动曲轴旋转扳手,观察角度表的角度,将角度旋转至理论曲轴转角,记录对应的百分表数值;
15、s402将曲轴转角在加5度的基础上,转动曲轴旋转扳手直至达到理论曲轴转角,记录对应的百分表的数值;
16、s403将曲轴转角在加5度的基础上,转动曲轴旋转扳手直至达到理论曲轴转角,记录对应的百分表的数值;
17、s404继续转动曲轴旋转扳手,通过最大升程值之后,达到下降段,观察下降段升程值的变化,当百分表在下降段的升程值与步骤s403上升段记录的升程值一致时,记录此时的曲轴转角;
18、s405旋转曲轴旋转扳手,当百分表在下降段的升程值与步骤s402百分表上升段升程值一致时,记录此时的曲轴转角;
19、s406旋转曲轴旋转扳手,当百分表在下降段的升程值与步骤s401百分表上升段升程值一致时,记录此时的曲轴转角。
20、进一步的,步骤s4中,评价为,根据凸轮相位测量计算公式得出每组凸轮相位实测值,将三组测量后的凸轮相位值平均后,得出凸轮相位测量的均值,与凸轮相位理论值比较得出凸轮相位偏差,若公差在3度以内,则合格;若不满足公差,则调整凸轮相位角,继续s401-s406。
21、本发明的有益效果为:
22、本发明通过制造专用检测工具及创新的检测方法,对发动机机械正时的检测中遇到的困难进行分析,针对分析完的各个子要素进行分别评价验证,从而判断是否影响发动机机械正时的关键因素,进而判定不合格的发动机是否具有应用再不同试验项目的潜力,最终实现更准确高效的指导装配进行调整。本发明同样适用于直列机发动机机械正时的测量,测量过程相对简单;将v8发动机机械正时分解为以下测量项目:发动机缸体部分,发动机罩盖部分;垂直度调节工装的调节可使百分表垂直测量销;将三组测量后的凸轮相位值(开启段和关闭段)平均后得出凸轮相位测量的均值与凸轮相位理论值比较得出最终的凸轮相位偏差。
技术特征:
1.一种v型发动机机械正时装置,其特征在于,包括:垂直度调节工装,所述垂直度调节工装由锁止架、压力弹簧、固定块、弹簧固定座和测量销构成,测量销外套接弹簧固定座,弹簧固定座外套接压力弹簧,压力弹簧一端固定在弹簧固定座上,另一端固定在锁止架上,弹簧固定座穿过锁止架,与锁止架滑动连接,锁止架与固定块转动连接。
2.一种v型发动机机械正时检测方法,其特征在于,包括以下步骤:
3.如权利要求2所述的一种v型发动机机械正时检测方法,其特征在于,步骤s1具体为,将曲轴旋转扳手放置于发动机相应位置,转动并插入曲轴锁止销使曲轴卡止,再将飞轮卡板通过飞轮卡板螺栓固定,将飞轮卡止,将角度表开机清零,此时的零度即为曲轴初始位置。
4.如权利要求3所述的一种v型发动机机械正时检测方法,其特征在于,步骤s2具体为,通过垂直度调节工装紧固螺栓将垂直度调节工装上的固定块锁止在发动机上,使测量销能够放入待测量的正时销孔内,将百分表压在测量销上,将百分表开机清零。
5.如权利要求4所述的一种v型发动机机械正时检测方法,其特征在于,所述百分表通过表架固定,表架能够伸缩折叠,表架固定在表架固定底座上,表架固定底座通过底座固定螺栓固定在发动机气门室罩盖上。
6.如权利要求4所述的一种v型发动机机械正时检测方法,其特征在于,步骤s3具体为,转动曲轴旋转扳手,同时将凸轮轴正时锁止销,旋入气门室罩盖正时销孔内直至锁止,此时即为凸轮轴正时初始位置。
7.如权利要求2至6任一项所述的一种v型发动机机械正时检测方法,其特征在于,步骤s4具体为,取下飞轮卡板,凸轮轴正时锁止销和曲轴锁止销,转动曲轴旋转扳手观察百分表升程的变化。
8.如权利要求7所述的一种v型发动机机械正时检测方法,其特征在于,所述转动曲轴旋转扳手观察百分表升程的变化,包括以下步骤:
9.如权利要求8所述的一种v型发动机机械正时检测方法,其特征在于,步骤s4中,所述评价为,根据凸轮相位测量计算公式得出每组凸轮相位实测值,将三组测量后的凸轮相位值取平均值,与凸轮相位理论值比较得出凸轮相位偏差,若公差在3度以内,则合格;若不满足公差,则调整凸轮相位角,继续步骤s401-s406。
技术总结
本发明公开了一种V型发动机机械正时装置及检测方法,属于发动机正时技术领域,本发明对发动机机械正时的检测中遇到的困难进行分析,针对分析完的各个子要素进行分别评价验证,从而判断是否影响发动机机械正时的关键因素,进而判定不合格的发动机是否具有应用再不同试验项目的潜力,最终实现更准确高效的指导装配进行调整。本发明同样适用于直列机发动机机械正时的测量,测量过程相对简单;将V8发动机机械正时分解为以下测量项目:发动机缸体部分,发动机罩盖部分;垂直度调节工装的调节可使百分表垂直测量销;将三组测量后的凸轮相位值(开启段和关闭段)平均后得出凸轮相位测量的均值与凸轮相位理论值比较得出最终的凸轮相位偏差。
技术研发人员:王超,邸太龙,耿雪,王海波,杨英朵,刘立华,梁冬,刘桂荣,樊晓宁,董乐
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!