一种便于提高内冷油腔清洁度的钢活塞及加工方法与流程
本发明涉及中重型柴油发动机,具体为一种便于提高内冷油腔清洁度的钢活塞及加工方法。
背景技术:
1、钢活塞用于中重型内燃机领域已有几十年的历史,在该领域中,气缸内最高爆发压力可达25mpa。铝活塞材料在热负荷和机械负荷方面已无法承受如此高的爆发压力,并且铝活塞材料的疲劳寿命也无法满足耐久性的要求,于是钢活塞便在高爆发压力条件下替代了铝活塞。
2、由于发动机工作燃烧过程产生的热量非常高,一般情况下,载重汽车发动机的单位面积功率超过0.29kw/cm2,中等功率船用柴油机的单位活塞面积功率超过0.15kw/cm2,就需要对活塞进行强制冷却。活塞的冷却通道为封闭的内冷油腔腔体,内冷油腔腔体通过进油孔和出油孔与外部相通,为形成封闭、有效的内冷油腔腔体,需要将锻造、内冷油腔腔体机加工的活塞本体和锻造、内冷油腔腔体机加工的头部环体进行焊接。
3、现有钢活塞由于焊接基体存在气体等原因,钢活塞在焊接时会产生焊接飞溅、焊渣等,影响内冷油腔腔体的清洁度和增加清理焊接飞溅的工作量;
4、钢活塞在焊接后需要进行热处理,如果内冷油腔腔体的进出油孔提前钻通,空气会进入内冷油腔腔体,造成内冷油腔腔体表面在高温下遇到空气氧化、锈蚀,影响内冷油腔腔体的清洁度和增加清理内冷油腔腔体的工作量。如使用真空热处理,将会增加添加真空热处理设备和真空热处理的费用;
5、焊接后的钢活塞在加工时,如果内冷油腔腔体的进出油孔提前钻通,会导致切削液、铁屑等杂物进入内冷油腔腔体中,增加清理内冷油腔腔体杂物的工作量和增加内冷油腔腔体锈蚀的风险,为此,我们提出一种便于提高内冷油腔清洁度的钢活塞及加工方法。
技术实现思路
1、本发明的目的在于提供一种便于提高内冷油腔清洁度的钢活塞及加工方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种便于提高内冷油腔清洁度的钢活塞及加工方法,包括:
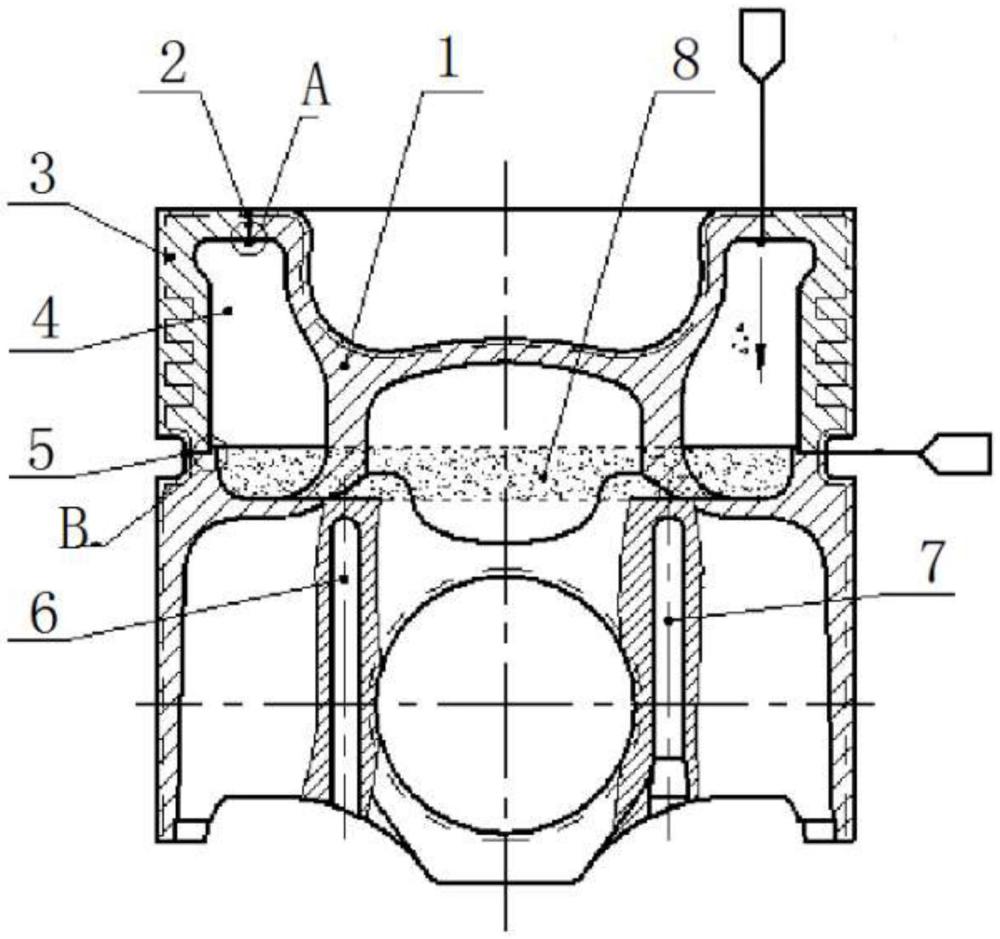
3、活塞本体,所述活塞本体的一侧设置有内冷油腔,且内冷油腔的一侧设置有头部环体,所述活塞本体与头部环体之间设置有焊缝一和焊缝二,所述活塞本体内腔的两侧设置有出油孔盲孔和进油孔盲孔;
4、防飞溅锁底,其设置在所述内冷油腔腔体的内部所述活塞本体的轴线为旋转方向,所述内冷油腔腔体中填充有焊接介质。
5、优选的,所述活塞本体与头部环体焊接连接后,形成一个封闭的内冷油腔。
6、优选的,所述活塞本体与头部环体通过焊缝一和焊缝二后形成完整的内冷油腔。
7、优选的,所述焊接介质在内冷油腔内均匀分布,且焊接介质为砂子、氧化铝陶瓷或氧化硅陶瓷等材质,并且焊接介质的直径小于2mm。
8、优选的,所述,包括以下步骤:
9、步骤一:对活塞本体、头部环体进行机加工,同时进行内冷油腔和焊缝的精加工以及进出油盲孔的钻孔加工;
10、步骤二:进行活塞本体、头部环体以及工装夹具的退磁处理;
11、步骤三:进行活塞本体和头部环体清洁操作,重点对内冷油腔和焊缝部分进行清洁烘干;
12、步骤四:对活塞本体和头部环体进行装配,对内冷油腔中填加焊接介质;
13、步骤五:进行预热;
14、步骤六:用高能束进行焊接,起到保温以及焊缝结构的防飞溅效果,同时焊接介质吸收飞溅以及焊渣;
15、步骤七:进行热处理;
16、步骤八:进行抛丸以及焊缝检查;
17、步骤九:进行机加工,此时焊接介质随活塞转动,对内冷油腔起到打磨以及抛光作用;
18、步骤十:钻通进出油孔,对内冷油腔进行清理以及防锈处理;
19、步骤十一:进行清洗、表面处理、检验以及包装入库工作。
20、与现有技术相比,本发明提供了一种便于提高内冷油腔清洁度的钢活塞及加工方法,具备以下有益效果:
21、本发明采用焊缝锁底结构,防止金属蒸汽反作用力引起的塌陷、喷射,防止形成飞溅、焊渣,内冷油腔中填入焊接介质,吸收焊接过程中可能产生的飞溅和焊渣;
22、内冷油腔中填入焊接介质,在焊接过程中,起到吸收焊接飞溅物的作用,在机加过程中,焊接介质活塞在内冷油腔中转动,起到对内冷油腔打磨、抛光的作用,提高内冷油腔表面质量;内冷油腔的进出油孔焊接前钻盲孔,又能使内冷油腔在焊接和热处理时与外界空气隔绝,防止内冷油腔在高温下氧化、锈蚀;
23、进出油孔在机加工最后一道工序钻通,防止内冷油腔内进入铁屑和切削液等杂物,造成内冷油腔生锈和杂物清理困难。
技术特征:
1.一种便于提高内冷油腔清洁度的钢活塞,其特征在于,包括:
2.根据权利要求1所述的一种便于提高内冷油腔清洁度的钢活塞,其特征在于,所述活塞本体(1)与头部环体(3)焊接连接后,形成一个封闭的内冷油腔腔体(4)。
3.根据权利要求1所述的一种便于提高内冷油腔清洁度的钢活塞,其特征在于,所述活塞本体(1)与头部环体(3)通过焊缝一(2)和焊缝二(5)形成完整的内冷油腔腔体(4)。
4.根据权利要求1所述的一种便于提高内冷油腔清洁度的钢活塞,其特征在于,所述焊接介质(8)在内冷油腔腔体(4)内均匀分布,且焊接介质(8)为砂子、氧化铝陶瓷或氧化硅陶瓷等材质,并且焊接介质(8)的直径小于2mm。
5.一种便于提高内冷油腔清洁度的钢活塞的加工方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种便于提高内冷油腔清洁度的钢活塞及加工方法,包括活塞本体,所述活塞本体的一侧设置有内冷油腔,且内冷油腔的一侧设置有头部环体,所述活塞本体与头部环体之间设置有焊缝一和焊缝二,所述活塞本体内腔的两侧设置有出油孔盲孔和进油孔盲孔;防飞溅锁底,其设置在所述内冷油腔腔体的内部,所述活塞本体的轴线为旋转方向,所述内冷油腔腔体中填充有焊接介质。该便于提高内冷油腔清洁度的钢活塞及加工方法,与现有的装置相比,通过内冷油腔中填入焊接介质,在焊接过程中,起到吸收焊接飞溅物的作用,在机加过程中,焊接介质活塞在内冷油腔中转动,起到对内冷油腔打磨、抛光的作用,提高内冷油腔表面质量。
技术研发人员:王加伟,姚海
受保护的技术使用者:山东进化者新材料有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!