高速钢丝锥刃口钝化装置的制作方法
:
1.本实用新型涉及高速钢丝锥刀具技术领域,尤其涉及一种可对高速钢丝锥进行刃口钝化的装置。
背景技术:
2.高速钢丝锥是用来加工各种尺寸内螺纹的刀具,在生产中应用非常广泛。由于丝锥是多齿刀具,切削刃部分几乎是被埋在工件中进行切削的,因此工作环境十分恶劣。尤其高速钢丝锥经过刃磨后,切削刃区域会出现微小锯齿刃、毛刺、微裂纹等缺陷,这些缺陷都是应力集中源,在切削过程中极易在缺陷处扩展,从而加快切削刃的磨损和破损,缩短丝锥的使用寿命。
3.目前通常采用刃口钝化的方法去除丝锥刀齿切削刃表面的微观缺陷,减小切削刃的表面粗糙度值,同时将刃口区变为具有一定钝圆半径的倒圆刃,以达到强化的目的。刃口钝化后,可增强刀齿切削刃强度,减小表面粗糙度值和应力集中源,避免由刃磨缺陷导致的不稳定切削和快速磨损,使丝锥使用寿命提高1-4倍。常见的刃口钝化方法有磨料喷射、毛刷衍磨钝化、电解钝化等。其中电解钝化方法因为钝化效率高,钝化的刃口半径均匀性好,钝化半径可控性高等特点受到广泛使用,钝化处理后再进行pvd涂层,明显提高丝锥的使用寿命及稳定性。
技术实现要素:
4.本实用新型的目的在于高效去除丝锥刀齿切削刃表面的微观缺陷,减小切削刃的表面粗糙度值,同时将刃口变为具有一定钝圆半径的倒圆刃,以达到强化的目的,提供一种刃口钝化效率高、钝化质量高、刃口钝化均匀性好、刃口钝化半径可控性高的高速钢丝锥刃口钝化装置。
5.本实用新型是通过如下技术方案实现的:一种高速钢丝锥刃口钝化装置,包括直流电源,阳极、阴极、电解槽及调整装置,所述电解槽内设有电解液,所述阳极、阴极分别与直流电源连接,阳极、阴极插入所述电解液内且分别位于电解槽的两端,所述调整装置与阴极连接,调整装置可驱动阴极水平移动或垂直移动。
6.为了便于固定刀具,保证其钝化过程中的稳定性,所述阳极包括阳极触点及刀具处理架,所述阳极触点固定在刀具处理架顶端,阳极触点与直流电源连接,所述刀具处理架内部底端固定有若干用于固定高速钢丝锥的套管。
7.为了便于调整阳极与阴极之间的距离,所述调整装置包括立柱及固定在立柱上的水平调节螺杆,所述水平调节螺杆可沿立柱上下移动,水平调节螺杆一端与阴极连接,水平调节螺杆可驱动阴极水平移动。
8.作为优选,所述直流电源为12v,所述阴极为冷压石墨,所述电解液包括磷酸、硫酸、铬酐和水。
9.本实用新型高速钢丝锥刃口钝化装置的有益效果是:
10.(a)可以有效控制丝锥刃口钝化的半径,根据丝锥尺寸及加工方式进行控制;
11.(b)保证了丝锥刃口钝化的均匀性、一致性;
12.(c)缩短了刃口钝化处理的时间,提高了刃口钝化的效率;
13.(d)显著提升刃口钝化的质量,明显改善丝锥的使用寿命。
附图说明:
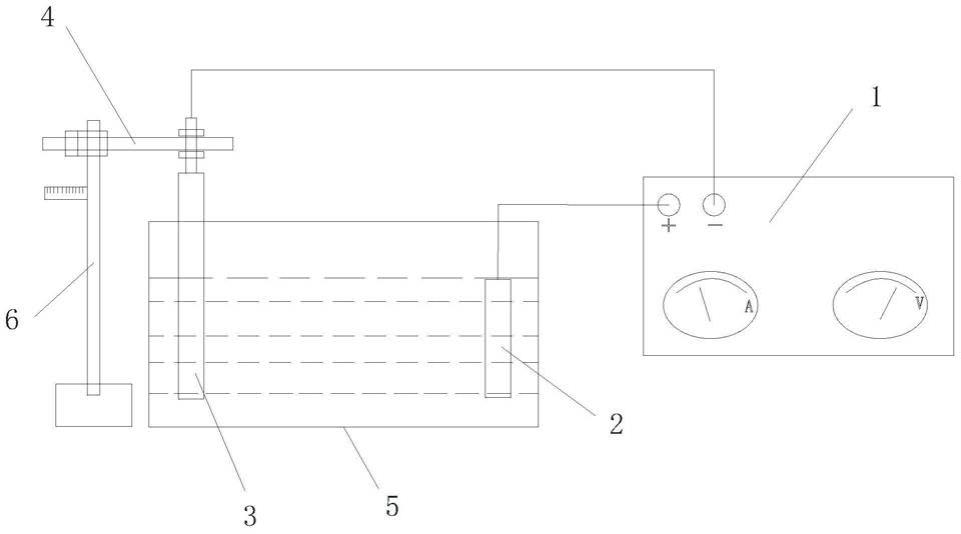
14.图1为本实用新型的高速钢丝锥刃口钝化装置的结构示意图;
15.图2为本实用新型的阳极的结构示意图;
16.图中:1.直流电源,2.阳极,21.阳极触点,22.刀具处理架,23.套管,3.阴极,4.水平调节螺杆,5.电解槽,6.立柱。
具体实施方式:
17.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易被本领域人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。本实用新型所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「顶」、「底」等,仅是参考附加图式的方向。因此,使用的方向用语是用以说明及理解本实用新型,而非用以限制本实用新型。
18.如图1所示,一种高速钢丝锥刃口钝化装置,包括直流电源1,阳极2、阴极3、电解槽5及调整装置4,所述电解槽5内设有电解液,所述电解液为磷酸、硫酸、铬酐和水按一定比例配制而成,所述阳极2、阴极3分别与直流电源1连接,阳极2、阴极3插入所述电解液内且分别位于电解槽5的两端,所述调整装置与阴极3连接,调整装置可驱动阴极3水平移动或垂直移动,从而用来调整阳极2与阴极3之间的距离,所述调整装置包括立柱6及固定在立柱6顶端的水平调节螺杆4,水平调节螺杆4与立柱6相垂直,所述水平调节螺杆4可沿立柱6上下移动,并通过锁紧螺丝锁紧,水平调节螺杆4一端与阴极3顶端连接,旋转水平调节螺杆4可驱动阴极3水平移动。该调整装置可以调整阴极3的范围为水平方向0-60mm,垂直方向0-40mm。
19.所述直流电源1为12v,所述阴极3为冷压石墨。
20.如图2所示,所述阳极2包括阳极触点22及刀具处理架21,所述阳极触点22固定在刀具处理架21顶端,阳极触点22与直流电源1连接,所述刀具处理架21底端固定有定位台,所述定位台内固定有若干套管23,套管23的直径可根据高速钢丝锥的直径相应调整,定位台上开设有若干与套管23相对应的刀具放置孔,高速钢丝锥可通过刀具放置孔插接入套管内实现定位。
21.使用时,首先对高速钢丝锥进行预清洗,然后将待钝化处理的丝锥装入套管23中,通过阳极触点22与阳极2相连,放置在电解槽5中,通过阴极调整装置调整好阴极3与阳极2之间的距离,然后施加直流电源1,设置好电流参数,开始刃口钝化处理。钝化处理后对高速钢丝锥进行喷砂、清洗及pvd涂层处理,完成加工。
22.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种高速钢丝锥刃口钝化装置,其特征在于:包括直流电源,阳极、阴极、电解槽及调整装置,所述电解槽内设有电解液,所述阳极、阴极分别与直流电源连接,阳极、阴极插入所述电解液内且分别位于电解槽的两端,所述调整装置与阴极连接,调整装置可驱动阴极水平移动或垂直移动。2.根据权利要求1所述的高速钢丝锥刃口钝化装置,其特征在于:所述阳极包括阳极触点及刀具处理架,所述阳极触点固定在刀具处理架顶端,阳极触点与直流电源连接,所述刀具处理架内部底端固定有若干用于固定高速钢丝锥的套管。3.根据权利要求1或2所述的高速钢丝锥刃口钝化装置,其特征在于:所述调整装置包括立柱及固定在立柱上的水平调节螺杆,所述水平调节螺杆可沿立柱上下移动,水平调节螺杆一端与阴极连接,水平调节螺杆可驱动阴极水平移动。4.根据权利要求1所述的高速钢丝锥刃口钝化装置,其特征在于:所述直流电源为12v。
技术总结
本实用新型涉及一种高速钢丝锥刃口钝化装置,包括直流电源,阳极、阴极、电解槽及调整装置,所述电解槽内设有电解液,所述阳极、阴极分别与直流电源连接,阳极、阴极插入所述电解液内且分别位于电解槽的两端,所述调整装置与阴极连接,调整装置可驱动阴极水平移动或垂直移动。该高速钢丝锥刃口钝化处理装置可以有效控制丝锥刃口钝化半径的大小,保证刃口钝化的均匀性,可在30-60s内完成刃口钝化,刃口钝化效率高,钝化质量高,可以进一步增加丝锥的使用寿命。用寿命。用寿命。
技术研发人员:潘修河 高洁
受保护的技术使用者:江苏苏德涂层有限公司
技术研发日:2021.11.05
技术公布日:2022/4/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1