一种废弃易拉罐铝箔制备多孔阳极氧化铝模板的预处理方法
1.本发明涉及资源再生技术领域,特别涉及一种废弃易拉罐铝箔制备多孔阳极氧化铝模板的预处理方法。
背景技术:
2.近年来,随着社会对铝资源需求的日益增加以及环保问题逐渐突出,再生铝行业的发展受到社会的广泛关注。全球每年消耗易拉罐约1500亿只,这些易拉罐成为废弃铝的主要来源,对易拉罐回收再利用可缓解铝资源紧张状况。
3.废弃铝制易拉罐可以用来生产炼钢脱氧剂、制造氢气和钾明矾、熔炼成原牌号3004合金等途径。以往制备阳极氧化铝aao模板采用高纯度铝作为实验原料,铝的纯度对模板的性能有重要的影响。废弃易拉罐中铝含量占95%以上,对其进行预处理后可以用来制备aao模板。
4.易拉罐外表面漆膜层主要由有机烃类黏合剂和二氧化钛为主要成分的化工涂料组成。在回收过程中,若不进行除漆处理直接熔炼,漆膜层燃烧会产生有害气体污染环境。在预处理工艺中,除漆是关键步骤。除漆后的易拉罐应具有除漆完全、低粗糙度、高有序性等条件。易拉罐除漆方法主要有机械除漆、热除漆和化学除漆。机械除漆法操作最简单,但局限性最大,除漆过程中会造成铝合金的损耗;热除漆法效率高、成本低,但存在能量损耗大、产生有害气体等弊端。化学除漆的方法要点在于性质稳定的除漆液,需要对除漆后铝基体的微观形貌和铝基体失重质量进行调控,确保aao模板有序度的提高。
5.现有已公开的专利文献中记载了关于除漆或电化学抛光的方法与技术,如公开号为cn103757649a的专利提出由25~45%二甲基亚矾、30~55%n,n-二甲基甲酰胺、5~15%浓硫酸混合均匀配置而成的除漆剂;公开号为cn105462337a的专利公开了一种易拉罐表面漆膜的除漆膏,由重量份计的烃类溶剂油10~40份、固体填料20~80份、磺化琥珀酸二辛酯钠盐1~10份和水0.1~5份配置而成;公开号为cn107974706a的专利公开了一种铝型材电化学抛光处理工艺,抛光液主要由氟硼酸25~28 g/l、硝酸5~5.5 g/l、硼酸6.0~6.1 g/l组成。以上除漆剂/膏以及抛光液中都使用了大量有机溶剂和有机酸,操作危险,除漆效果不明显,另外以上方法中的试验基体为纯铝,试验成本高。
技术实现要素:
6.本发明的目的是克服现有技术中的缺陷,提供一种废弃易拉罐铝箔制备多孔阳极氧化铝模板的预处理方法,利用废弃易拉罐作为制备多孔阳极氧化铝模板的基材,原材料来源广泛,除漆方法简便效果显著,有利于实现大规模的推广应用。
7.本发明的目的是这样实现的:一种废弃易拉罐铝箔制备多孔阳极氧化铝模板的预处理方法,包括以下步骤:(1)脱脂:使用溶剂冲洗易拉罐铝箔表面除去表面油脂,再使用自来水、去离子水冲洗易拉罐铝箔表面,之后干燥;
(2)除漆:配置除漆液,将步骤1得到的脱脂后的铝箔放入除漆液中,设置除漆温度和时间,除漆结束后对铝箔片清洗、干燥;(3)电化学抛光:配置抛光液,以步骤2除漆后的铝箔为阳极,铂电极作阴极,在稳压电源上进行电化学抛光,抛光结束后对铝箔清洗、干燥得到表面具有微观孔洞的膜层的铝箔片。
8.进一步地,步骤1中所述的冲洗溶剂为无水乙醇。
9.进一步地,步骤2中所述的除漆液包括浓度为600 ml/l的硫酸溶液60~80份、1 g/l的辅助酸0~5份、3 g/l的表面活性剂0~5份;除漆温度0~60℃,除漆时间10~60min;除漆后清洗先用自来水冲洗至触摸无滑腻感,再使用去离子水冲洗2~3次。
10.进一步地,所述辅助酸为丁二酸(c4h6o4)、丙二酸(c3h4o4)、草酸(h2c2o4)、酒石酸(c4h6o6)、乙二胺四乙酸(edta)中的一种。
11.进一步地,所述表面活性剂为cdea、aeo-7、氟碳、aes、np-10、las中的一种。
12.进一步地,步骤3中所述抛光液由1,2-丙二醇(proh)和高氯酸(hclo4)组成,1,2-丙二醇(proh)和高氯酸(hclo4)的体积比为(1~10):1。
13.进一步地,所述电化学抛光的温度设置为10~40℃,外加电压10~40 v,抛光时间30~90 s。
14.与现有技术相比,本发明的有益效果在于:第一,使用废弃易拉罐作为铝箔的来源,原材料来源广泛容易获得,降低试验成本,同时对废弃的易拉罐再次回收利用,更加清洁环保。
15.第二,本发明通过对废弃易拉罐铝箔表面作除漆和电化学抛光,从而调控铝箔表面自组织图案变化,结合除漆后铝基体表面形貌和铝基体失重质量,实现铝基体表面自组织的过程优化,提高了废弃易拉罐铝箔制备aao模板的有序性,为易拉罐铝合金代替纯铝提供可能。
附图说明
16.图1为实施例1除漆后试件的塔菲尔曲线。
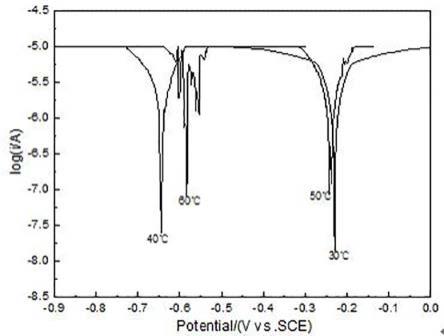
17.图2为实施例1在不同温度下进行电化学抛光后的阳极极化曲线。
18.图3为实施例1除漆铝箔在电化学抛光前后表面电子显微镜图像(200倍)。
19.图4为实施例2除漆铝箔在电化学抛光前后表面电子显微镜图像(200倍)。
20.图5为实施例2除漆铝箔在电化学抛光前后表面电子显微镜图像(1万倍)。
具体实施方式
21.实施例1:步骤1:脱脂:使用无水乙醇清洗易拉罐铝箔表面的油脂,再使用自来水、去离子水冲洗,之后使用滤纸擦除易拉罐铝箔表面的水分,最后通过电吹风吹净水分、灰尘;步骤2:除漆:配置除漆液,将600 ml/l的硫酸溶液、1 g/l的丁二酸、3 g/l的las按65:2:1的重量份混合均匀,用蒸馏水补足至100重量份;将脱脂后的易拉罐铝箔浸泡在除漆液中,除漆温度控制为30℃,时间8 min,结束后先使用自来水冲洗至触摸无滑腻感,再使用去离子水冲洗2~3次;
步骤3:电化学抛光:配置抛光液,将1,2-丙二醇(proh)和高氯酸(hclo4)按5:1的体积比混合,将除漆后的铝箔作为阳极,铂电极作为阴极,放置在装有抛光液的容器中,设置外加电压26 v,抛光温度10℃,抛光时间45 s,结束后用分别使用自来水、去离子水冲洗2~3次,再用滤纸擦干铝箔表面水分,经自然晾干得到预处理好的铝箔模板。
22.实施例2:步骤1:脱脂:使用无水乙醇清洗易拉罐铝箔表面的油脂,再使用自来水、去离子水冲洗,之后使用滤纸擦除易拉罐铝箔表面的水分,最后通过电吹风吹净水分、灰尘;步骤2:除漆:配置除漆液,将600 ml/l的硫酸溶液、1 g/l的酒石酸、3 g/l的cdea按80:1:1的重量份混合均匀,用蒸馏水补足至100重量份;将脱脂后的易拉罐铝箔浸泡在除漆液中,除漆温度控制为40℃,时间6 min,结束后先使用自来水冲洗至触摸无滑腻感,再使用去离子水冲洗2~3次;步骤3:电化学抛光:配置抛光液,将1,2-丙二醇(proh)和高氯酸(hclo4)按1:1的体积比混合,将除漆后的铝箔作为阳极,铂电极作为阴极,放置在装有抛光液的容器中,设置外加电压35 v,抛光温度20℃,抛光时间60 s,结束后用分别使用自来水、去离子水冲洗2~3次,再用滤纸擦干铝箔表面水分,经自然晾干得到预处理好的铝箔模板。
23.实施例3:步骤1:脱脂:使用无水乙醇清洗易拉罐铝箔表面的油脂,再使用自来水、去离子水冲洗,之后使用滤纸擦除易拉罐铝箔表面的水分,最后通过电吹风吹净水分、灰尘;步骤2:除漆:配置除漆液,将600 ml/l的硫酸溶液、1 g/l的丙二酸、3 g/l的aeo-7按70:3:3的重量份混合均匀,用蒸馏水补足至100重量份;将脱脂后的易拉罐铝箔浸泡在除漆液中,除漆温度控制为20℃,时间20 min,结束后先使用自来水冲洗至触摸无滑腻感,再使用去离子水冲洗2~3次;步骤3:电化学抛光:配置抛光液,将1,2-丙二醇(proh)和高氯酸(hclo4)按3:1的体积比混合,将除漆后的铝箔作为阳极,铂电极作为阴极,放置在装有抛光液的容器中,设置外加电压10 v,抛光温度30℃,抛光时间55 s,结束后用分别使用自来水、去离子水冲洗2~3次,再用滤纸擦干铝箔表面水分,经自然晾干得到预处理好的铝箔模板。
24.实施例4:步骤1:脱脂:使用无水乙醇清洗易拉罐铝箔表面的油脂,再使用自来水、去离子水冲洗,之后使用滤纸擦除易拉罐铝箔表面的水分,最后通过电吹风吹净水分、灰尘;步骤2:除漆:配置除漆液,将600 ml/l的硫酸溶液、1 g/l的草酸、3 g/l的氟碳按75:1:4的重量份混合均匀,用蒸馏水补足至100重量份;将脱脂后的易拉罐铝箔浸泡在除漆液中,除漆温度控制为10℃,时间40 min,结束后先使用自来水冲洗至触摸无滑腻感,再使用去离子水冲洗2~3次;步骤3:电化学抛光:配置抛光液,将1,2-丙二醇(proh)和高氯酸(hclo4)按7:1的体积比混合,将除漆后的铝箔作为阳极,铂电极作为阴极,放置在装有抛光液的容器中,设置外加电压20 v,抛光温度40℃,抛光时间65 s,结束后用分别使用自来水、去离子水冲洗2~3次,再用滤纸擦干铝箔表面水分,经自然晾干得到预处理好的铝箔模板。
25.实施例5:步骤1:脱脂:使用无水乙醇清洗易拉罐铝箔表面的油脂,再使用自来水、去离子水
冲洗,之后使用滤纸擦除易拉罐铝箔表面的水分,最后通过电吹风吹净水分、灰尘;步骤2:除漆:配置除漆液,将600 ml/l的硫酸溶液、1 g/l的edta、3 g/l的np-10按80:4:5的重量份混合均匀,用蒸馏水补足至100重量份;将脱脂后的易拉罐铝箔浸泡在除漆液中,除漆温度控制为0℃,时间60 min,结束后先使用自来水冲洗至触摸无滑腻感,再使用去离子水冲洗2~3次;步骤3:电化学抛光:配置抛光液,将1,2-丙二醇(proh)和高氯酸(hclo4)按9:1的体积比混合,将除漆后的铝箔作为阳极,铂电极作为阴极,放置在装有抛光液的容器中,设置外加电压40 v,抛光温度15℃,抛光时间30 s,结束后用分别使用自来水、去离子水冲洗2~3次,再用滤纸擦干铝箔表面水分,经自然晾干得到预处理好的铝箔模板。
26.实施例6:步骤1:脱脂:使用无水乙醇清洗易拉罐铝箔表面的油脂,再使用自来水、去离子水冲洗,之后使用滤纸擦除易拉罐铝箔表面的水分,最后通过电吹风吹净水分、灰尘;步骤2:除漆:配置除漆液,将600 ml/l的硫酸溶液、1 g/l的酒石酸、3 g/l的las按75:4:1的重量份混合均匀,用蒸馏水补足至100重量份;将脱脂后的易拉罐铝箔浸泡在除漆液中,除漆温度控制为50℃,时间10 min,结束后先使用自来水冲洗至触摸无滑腻感,再使用去离子水冲洗2~3次;步骤3:电化学抛光:配置抛光液,将1,2-丙二醇(proh)和高氯酸(hclo4)按10:1的体积比混合,将除漆后的铝箔作为阳极,铂电极作为阴极,放置在装有抛光液的容器中,设置外加电压10 v,抛光温度10℃,抛光时间90 s,结束后用分别使用自来水、去离子水冲洗2~3次,再用滤纸擦干铝箔表面水分,经自然晾干得到预处理好的铝箔模板。
27.实施例7:步骤1:脱脂:使用无水乙醇清洗易拉罐铝箔表面的油脂,再使用自来水、去离子水冲洗,之后使用滤纸擦除易拉罐铝箔表面的水分,最后通过电吹风吹净水分、灰尘;步骤2:除漆:配置除漆液,将600 ml/l的硫酸溶液、1 g/l的edta、3 g/l的aes按60:1:2的重量份混合均匀,用蒸馏水补足至100重量份;将脱脂后的易拉罐铝箔浸泡在除漆液中,除漆温度控制为60℃,时间50 min,结束后先使用自来水冲洗至触摸无滑腻感,再使用去离子水冲洗2~3次;步骤3:电化学抛光:配置抛光液,将1,2-丙二醇(proh)和高氯酸(hclo4)按4:1的体积比混合,将除漆后的铝箔作为阳极,铂电极作为阴极,放置在装有抛光液的容器中,设置外加电压10 v,抛光温度20℃,抛光时间70 s,结束后用分别使用自来水、去离子水冲洗2~3次,再用滤纸擦干铝箔表面水分,经自然晾干得到预处理好的铝箔模板。
28.对比例1:具体制备步骤同实施例1,不同之处在于,改变除漆时的温度为30℃、50℃、60℃。
29.对比例2:具体制备步骤同实施例2,不同之处在于,改变电化学抛光时的温度为10℃、20℃、30℃。
30.图1显示了实施例1与对比例1在不同温度下除漆后试件的塔菲尔曲线,腐蚀电流越小,材料的耐腐蚀性能越好;腐蚀电位越高,材料的腐蚀速率越小,则材料的耐腐蚀能力越强;如图1所示的,从腐蚀电流来看,30℃的腐蚀电流最小,针对实施例1除漆温度确定为
30℃。
31.图2为实施例1与对比例2在不同温度下进行电化学抛光后试件的阳极极化曲线,图中极限电流密度均呈上升趋势,极限电流密度随着温度升高而升高,由图中也显示出不同温度条件下阳极极化曲线呈相同趋势:电流密度先随电位升高而迅速增大,为阳极的活性溶解区;随后阳极表面开始钝化,电流密度随电位升高而迅速下降并出现波动,为区间震荡区或钝化区;当电位进一步升高,电流密度保持恒定,为极限电流密度区。从图2中可看出,在极限电流密度区内,当电解液温度从0℃升高到30℃时,极限电流密度随之增大,其极限电位范围也出现变化。这是由于随着温度的升高,抛光液的粘度系数变小,溶解的金属离子扩散速度加快,减弱了阳极表面的浓差极化,电化学反应速度加快。因此随着温度升高,抛光所需时间会缩短,效果更好。但当温度继续升高时,由于溶解的金属离子扩散速度过快,铝箔表面气孔急剧出现而导致铝箔表面出现不规则坑凹,不符合制备aao模板的基础要求。
32.图3、4分别为实施例1和实施例2的铝箔在抛光前后的表面电子显微镜图像(200倍),在电化学抛光之前,铝箔表面粗造,存在不同程度的凹坑和凸起,对着点位升高,当抛光电位达到35 v,可看出铝箔表面发生变化,出现斑点和气带条纹,这是由于氧气气泡在铝箔表面停留以及气泡移动形成的。有图中可观察到,实施例2的铝箔在电化学抛光后的平整度最好,表面几乎看不到划痕和凹凸不平。将实施例2的铝箔在电子显微镜下扫描放大至1万倍,如图5所示,其表面具有微观孔洞的膜层可清楚地被观察到,该膜层形成在除漆与电化学抛光之后,预先形成的膜层是铝箔表面电化学抛光后的自组织形式,可为后续阳极氧化过程膜层孔有序性提高打下良好基础。
33.本发明并不局限于上述实施例,在本发明公开的技术方案的基础上,本领域的技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中的一些技术特征作出一些替换和变形,这些替换和变形均在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1