一种换极精准测量定位设备的制作方法
1.本实用新型属于铝电解设备技术领域,具体涉及一种换极精准测量定位设备。
背景技术:
2.换阳极是电解铝最重要工艺操作流程,撤出残极装入新极的过程中需要测量残极底面在槽内位置,装入电解槽内新阳极底面在槽内位置是要参照残极的位置以及依据实际生产中积累的经验设定适当的修订值来确定,不同的槽型往往是有不同的经验值,多年以来基本使用人工划线的方式来实现阳极测量定位更换,但由于人员操作的差异和不稳定性以及制作使用的工器具形变等因素导致了新极装入电解槽内后与要求位置偏差大,反映在实际中就是阳极导杆的电流分布测量值离散度大,均匀性差。体现在电解槽上就是波动大、不稳定,严重影响了电解槽生产效率。虽然市面上有换极测高产品在售卖,但因软硬件结合的不好无法推广使用。
3.目前使用的人工划线存在不足有:1.划线尺粗大不够精细,且容易形变测量失真;2.粉笔划线尺寸接近0.6cm,也是偏差大的一大因素;3.人工划线靠近残极要经受高温灼烤,有烫伤风险;4.靠近天车吊运的残极及物料、新极存在撒落、坠落伤人风险;5.划线时上下槽罩板存在摔伤风险;6.装极精度不高,达不到工艺要求。市场上售卖的换极测高产品由于结构复杂、能耗高,安装调试复杂,需专业人士来完成;维修难度大,一次性投资额度大,而且未从根本上消除换极过程中存在的安全隐患,新极安装位置精度依然不够高。
技术实现要素:
4.本实用新型的目的是提供一种换极精准测量定位设备,以解决残极更换时以往的方式安装导致的新极装入电解槽内后位置偏差大等问题。
5.为了满足上述目的,本实用新型采取的技术方案为:
6.一种换极精准测量定位设备,包括起吊板和安装基座,所述安装基座设置于起吊板下方,所述安装基座下方设有夹具滑轨,所述夹具滑轨上端设有拉线盒编码器,所述夹具滑轨上活动设有夹具,所述拉线盒编码器的绳头与夹具上端连接,所述夹具下端设有夹头,所述夹头上吊挂有阳极。
7.优选的,所述拉线盒编码器信号连接有plc,所述plc通过信号与夹具连接,所述plc上设有触摸屏。
8.优选的,所述夹头吊挂其的阳极正下方设有基准座。
9.本实用新型的有益效果为:
10.本实用新型通过在起吊板上利用安装基座安装夹具滑轨和夹具,来起吊阳极,再通过夹具和拉线盒编码器相互配合,将信号传递至plc模块准确计算阳极起吊的高度,精准的将残阳极更换成新阳极,显著提高新极安装位置精度,大幅降低换极作业给电解槽造成的波动,其测量精度非常高,成本低,结构简单,操作使用简单易学,设备稳定、可靠性高,基本消除了换极过程中坠物伤人、烫伤、摔伤等安全隐患;故障率低,检维修简单方便快捷易
掌握;降低了员工劳动强度和工作量,减少工作人员。
附图说明
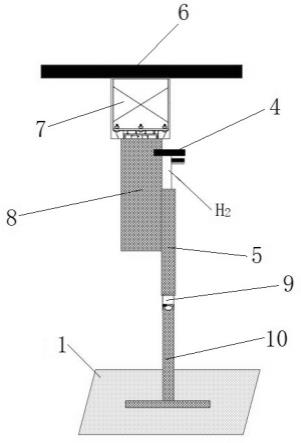
11.图1为本实用新型的结构示意图;
12.图2为本实用新型残阳极更换过程中高度测量示意图;
13.图3为本实用新型新阳极更换过程中高度测量示意图;
14.图4为本实用新型plc控制示意图;
15.图中:1.基准座,2.触摸屏,3.plc,4.拉线盒编码器,5.夹具,6.起吊板,7.安装基座,8.夹具滑轨,9.夹头,10.残阳极,12.新阳极,h1.提残阳极时编码器拉绳头位置,h2.测残阳极时编码器拉绳头位置,h3.测新阳极时编码器拉绳头位置。
具体实施方式
16.下面结合附图和工作原理对本实用新型做进一步描述:
17.如图1所示的一种换极精准测量定位设备,包括起吊板6和安装基座7,安装基座7设置于起吊板6下方,吊板上方直接与吊车连接,安装基座7下方设有夹具滑轨8,夹具滑轨8上端设有拉线盒编码器4(编码器为布拉特brt38-rom4096-rt1),目的是测量夹具滑轨8上的夹具5伸缩距离,夹具滑轨8上活动设有夹具5,其夹具滑轨8的作用就是夹具5在其上滑动,夹具5通过plc来控制,将滑动数值通过触摸屏2设置后,信号传递至plc后控制夹具5滑动该数值,拉线盒编码器4的绳头与夹具5上端连接,夹具5下端设有夹头9,夹头9上吊挂有阳极。拉线盒编码器4信号连接有plc3(plc为siemens公司的s7-200系列的224xpcn),plc3通过信号与夹具5连接,plc3上设有触摸屏2(触摸屏为西门子smartline700iev3)。夹头9吊挂其的阳极正下方设有基准座1,其基准座1的目的是为测量残阳极和新阳极时能够有一个基准高度。
18.本实用新型的使用方法为:
19.1.编码器置零:将夹具5在夹具滑轨8上提升至上限位,按下拉线盒编码器4置零开关3秒,将拉线盒编码器4在夹具5处于上限位时拉绳头位置定为0数据位;
20.2.残阳极槽内位置测量定位:利用吊车通过控制起吊板6将该设备置于电解槽上方,在触摸屏2上按下测残阳极的按钮给信号至plc,plc控制夹具5在夹具滑轨8上下滑,直至夹具5下端的夹头9与电解槽内的残阳极10连接,拉线盒编码器4自动记录夹具5下滑夹住残阳极10底面在槽内的位置数据(或叫做夹具5从上限位下降至提残极位时编码器的拉绳头从零位拉伸的位置值,亦相当于残极下底面在槽内的位置值)数据为h1提残阳极时编码器拉绳头位置;
21.3.取出残阳极测高度h2:在触摸屏2上按下收起夹具的按钮给信号至plc,plc控制夹具5在夹具滑轨8上向上滑,直至残阳极10离开电解槽后,再控制吊车将残阳极10从电解槽上方移动至置于基准座1上方,再通过按压触摸屏2按钮的测量残阳极10基准高度给信号至plc,plc控制夹具5在夹具滑轨8上下滑,直至夹具5的残阳极10与基准座1接触,测量并记录残阳极的基准相对高度h2,h2为测残阳极时编码器拉绳头位置(h2:残阳极高度值就是编码器拉绳头从0位被拉伸的长度);
22.4.测量新阳极高度h3:取下残阳极10,再同上述方式吊运新阳极12置于基准座1上
方,再通过按压触摸屏2按钮的测量新阳极12基准高度给信号至plc,plc控制夹具5在夹具滑轨8上下滑,直至夹具5的新阳极12与基准座1接触,测量并记录新阳极12的基准相对高度h3, h
3 为测新阳极时编码器拉绳头位置(h3:新阳极高度值就是编码器拉绳头从0位被拉伸的长度);
23.5.计算新极装入槽内极底部在槽内位置:通过plc的数据处理指令计算出新阳极12安装位置,公式为新阳极安装高度s=h1-(h2-h3)-h,(其中h为依据电解工艺技术要求新阳极比残阳极位置要高h,称之为装极补偿值,根据实际的工作经验来确定该值);
24.6.安装新阳极:最后再利用夹具5将夹头9上的新阳极12通过夹具滑轨8滑动最顶上,即编码器拉绳头0位上,再利用吊车将新阳极12吊至电解槽上方,再讲第5步中计算出的s值利用触摸屏2准确的将数值信号输送至plc内,plc控制夹具5将新阳极12准确下滑s值,其为新阳极12的准确的位置,完成更换阳极作业。
技术特征:
1.一种换极精准测量定位设备,包括起吊板和安装基座,所述安装基座设置于起吊板下方,其特征在于:所述安装基座(7)下方设有夹具滑轨(8),所述夹具滑轨(8)上端设有拉线盒编码器(4),所述夹具滑轨(8)上活动设有夹具(5),所述拉线盒编码器(4)的绳头与夹具(5)上端连接,所述夹具(5)下端设有夹头(9),所述夹头(9)上吊挂有阳极。2.根据权利要求1所述的一种换极精准测量定位设备,其特征在于:所述拉线盒编码器(4)信号连接有plc(3),所述plc(3)通过信号与夹具(5)连接,所述plc(3)上设有触摸屏(2)。3.根据权利要求1所述的一种换极精准测量定位设备,其特征在于:所述夹头(9)吊挂其的阳极正下方设有基准座(1)。
技术总结
本实用新型属于铝电解设备技术领域,具体公开了一种换极精准测量定位设备,包括起吊板和安装基座,所述安装基座设置于起吊板下方,所述安装基座下方设有夹具滑轨,所述夹具滑轨上端设有拉线盒编码器,所述夹具滑轨上活动设有夹具,所述拉线盒编码器的绳头与夹具上端连接,所述夹具下端设有夹头,所述夹头上吊挂有阳极;本实用新型通过在起吊板上利用安装基座安装夹具滑轨和夹具,来起吊阳极,再通过夹具和拉线盒编码器相互配合,将信号传递至PLC模块准确计算阳极起吊的高度,精准的将残阳极更换成新阳极。换成新阳极。换成新阳极。
技术研发人员:李国正 张阳 王光辉 贠明伟 李军民 罗戈 巨建龙 闫德旋 郑普强 丁兆福
受保护的技术使用者:中国铝业股份有限公司
技术研发日:2022.12.05
技术公布日:2023/3/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1