基于多层结构硅橡胶芯模的压印金属模板微电铸成形方法与流程
1.本发明属于微制造成形领域,具体涉及一种基于多层结构硅橡胶芯模的压印金属模板微电铸成形方法。
背景技术:
2.压印技术由于具有成本低、产率高、制作周期短等特点,被广泛应用于生物医学、微机电系统和传感器等领域。压印技术的原理为:在一定条件下将带有图案的母模版压印在胶膜上,再通过固化、脱模和去胶等工艺实现图案转移,其中高质量的母模版是精确成形的先决条件。
3.目前常采用电子束曝光或反应离子刻蚀技术制备的硅模板用作压印母模版,然而高昂的制备成本和复杂的成形工艺限制了硅模板的进一步应用。此外,由于硅具有脆性,易在压印过程中受到损坏,导致硅模版使用寿命短。相比于硅模板,金属模板优异的机械性能可有效减少压印过程对微图案的损坏,提高模板的使用寿命。
4.压印金属模板通常采用微电铸技术成形,包括光刻胶芯模制备、电铸液配制、电沉积、脱模和金属模板后处理等工艺步骤,其中光刻胶芯模的质量决定了微电铸成形精度。然而,光刻胶芯模在制备过程中不仅需要大型昂贵的光刻设备和复杂的制备工艺,而且光刻胶芯模在电铸过程中会发生变形,导致金属模板的复制精度降低。
技术实现要素:
5.本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种基于多层结构硅橡胶芯模的压印金属模板微电铸成形方法。该方法依次采用导电层固化成型、硬质金属基板预埋填充和绝缘层密封制得多层结构硅橡胶芯模,赋予多层结构硅橡胶芯模高复制成形精度和优异的导电性,再结合微电铸成形制备压印金属模板,提高了压印金属模板的成形质量,大幅降低制备成本并提高制备效率,解决了传统压印硅模板制备成本高和工艺复杂等问题。
6.为解决上述技术问题,本发明采用的技术方案为:基于多层结构硅橡胶芯模的压印金属模板微电铸成形方法,其特征在于,该方法包括以下步骤:
7.步骤一、导电硅胶浆料制备:在聚二甲基硅氧烷预聚体中添加银包铜粉作为高导电填料,然后在超声清洗器中超声分散60min~120min,使得银包铜粉均匀分散在聚二甲基硅氧烷预聚体中,得到pdms导电浆料;
8.步骤二、导电层固化成形:将步骤一中得到的pdms导电浆料置于真空干燥箱中放置30min~120min,然后加入固化剂形成混合浆料,将混合浆料浇注在表面带有微结构的硅模板表面至完全填充微结构,再置于烘箱中低温固化成形,在硅模板上形成表面具有微结构的pdms导电层;所述混合浆料中固化剂体积为pdms导电浆料体积的10%;
9.步骤三、硬质金属基板预埋填充:将硬质金属基板放置在步骤二中已冷却至室温的表面具有微结构的pdms导电层上,然后将绝缘硅胶浆料浇注到硬质金属基板上,并置于
烘箱中低温固化成形,在硬质金属基板上形成pdms绝缘层,冷却至室温后从硅模板上剥离并在乙醇中超声清洗吹干,得到由表面具有微结构的pdms导电层、硬质金属基板和pdms绝缘层组成的多层结构硅橡胶芯模;所述绝缘硅胶浆料由聚二甲基硅氧烷预聚体与固化剂按照10:1的体积比混匀制得;
10.步骤四、压印金属模板微电铸成形:将步骤三中得到的多层结构硅橡胶芯模的上端和下端打孔并穿入金属导线固定,然后浸入微电铸液中作为阴极,选择金属板片作为阳极,采用直流电进行微电铸,直至金属离子沉积铸满多层结构硅橡胶芯模的型腔,取出电镀沉积后的多层结构硅橡胶芯模并浸入去离子水中超声清洗并吹干;
11.步骤五、压印金属模板脱模和后处理:采用手动脱模方式,将步骤四中经吹干的电镀沉积后的多层结构硅橡胶芯模型腔中电镀沉积构件取出,经后处理得到压印金属模板。
12.本发明首先在聚二甲基硅氧烷(pdms)预聚体中添加银包铜粉制备pdms导电浆料,利用银包铜粉作为高导电填料赋予pdms优异的导电性,并通过调控银包铜粉粒径保证了多层结构硅橡胶芯模的复制成形精度,然后将pdms导电浆料浇注在表面带有微结构的硅模板表面至完全填充微结构,并通过低温固化成形复制硅模板表面微结构,在硅模板上形成表面具有微结构的pdms导电层,方便快捷,有效降低了多层结构硅橡胶芯模的制备成本并缩短了制备周期;其次,在表面具有微结构的pdms导电层上放置硬质金属基板,一方面提高了多层结构硅橡胶芯模的导电性,另一方面利用硬质金属基板的硬度特性提高了多层结构硅橡胶芯模的刚性,防止多层结构硅橡胶芯模在后续微电铸过程中发生弯曲变形,提高了压印金属模板的成形质量;再次,将绝缘硅胶浆料浇注到硬质金属基板上并进行低温固化成形形成pdms绝缘层,利用pdms绝缘层进行背面绝缘密封,得到由表面具有微结构的pdms导电层、硬质金属基板和pdms绝缘层组成的多层结构硅橡胶芯模,使得微电铸过程中的电力线在多层结构硅橡胶芯模的型腔内富集,提高了微电铸的成形效率。
13.上述的基于多层结构硅橡胶芯模的压印金属模板微电铸成形方法,其特征在于,步骤一中所述pdms导电浆料中银包铜粉的体积百分比为10%~50%。本发明通过控制pdms导电浆料中银包铜粉的含量,以保证多层结构硅橡胶芯模具有优异的导电性。
14.上述的基于多层结构硅橡胶芯模的压印金属模板微电铸成形方法,其特征在于,步骤二中所述低温固化成形的温度为100℃,时间为40min;步骤三中所述低温固化成形的温度为100℃,时间为30min。本发明通过控制导电层和绝缘层的固化成形温度、时间,保证固化后的pdms导电层和pdms绝缘层均具有优异的力学性能。
15.上述的基于多层结构硅橡胶芯模的压印金属模板微电铸成形方法,其特征在于,步骤三中所述硬质金属基板的材质为镍、钛或铜。本发明的方法仅需采用上述材质的硬质金属基板即可;尤其是采用镍等具有磁性的金属基板时,还可利用金属基板的磁性辅助微电铸成形。
16.上述的基于多层结构硅橡胶芯模的压印金属模板微电铸成形方法,其特征在于,步骤四中所述微电铸液为单金属、合金或复合材料的溶液,所述采用直流电进行微电铸的电流密度为0.1a/dm2~5a/dm2。当微电铸液为含有单金属元素的溶液时,经微电铸得到压印单金属模板,当微电铸液为含有合金即两种以上金属元素的溶液时,经微电铸得到压印合金模板,当微电铸液为复合材料如金属元素和其他成分的溶液时,经微电铸得到压印复合材料模板;因此,本发明基于多层结构硅橡胶芯模,采用上述多种组成的电铸液进行沉积,
适用于各种金属模板制备,满足不同的使用要求。
17.上述的基于多层结构硅橡胶芯模的压印金属模板微电铸成形方法,其特征在于,步骤五中所述后处理包括低温热处理和表面抛光处理。
18.本发明与现有技术相比具有以下优点:
19.1、本发明采用含有银包铜粉高导电填料的pdms导电浆料在硅模板上制备表面具有微结构的pdms导电层,结合设置硬质金属基板并采用pdms绝缘层进行背面绝缘密封,制备由表面具有微结构的pdms导电层、硬质金属基板和pdms绝缘层组成的多层结构硅橡胶芯模,赋予多层结构硅橡胶芯模高复制成形精度和优异的导电性,再结合微电铸沉积,得到压印金属模板,提高了压印金属模板的成形质量。
20.2、本发明采用低成本的银包铜粉作为高导电填料制备pdms导电浆料,经低温固化成形制备表面具有微结构的pdms导电层,进而获得具有优异导电性和高成形精度的多层结构硅橡胶芯模,大幅降低了现用光刻胶芯模的制备成本。
21.3、本发明通过在多层结构硅橡胶芯模中预埋硬质金属基板,有效提高了芯模的导电性和刚性,防止芯模在微电铸过程中发生弯曲变形,提高压印金属模板的成形质量。
22.4、本发明通过控制多层结构硅橡胶芯模的结构,提高了芯模的复制成形精度,提高了成形效率,克服了传统压印硅模板制备成本高和工艺复杂等问题,可短流程、低成本和小批量制备出具有高表面质量的压印金属模板。
23.下面通过附图和实施例对本发明的技术方案作进一步的详细描述。
附图说明
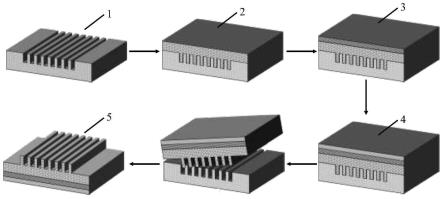
24.图1为本发明多层结构硅橡胶芯模的制备工艺示意图。
25.图2为本发明基于多层结构硅橡胶芯模的微电铸工艺示意图。
26.图3为本发明制备的压印金属模板脱模和后处理示意图。
27.图4为本发明实施例1中制备的压印镍模板形貌图。
28.图5为本发明实施例2中制备的压印镍铁合金模板形貌图。
29.图6为本发明实施例3中制备的压印镍/氧化铝复合材料模板形貌图。
30.附图标记说明:
31.1—硅模板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—pdms导电层;3—硬质金属基板;
32.4—pdms绝缘层;
ꢀꢀꢀꢀꢀꢀꢀꢀ
5—多层结构硅橡胶芯模;
33.6—金属导线;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7—金属离子;
ꢀꢀꢀꢀꢀꢀ
8—电镀沉积构件;
34.9—压印金属模板。
具体实施方式
35.实施例1
36.如图1~图3所示,本实施例包括以下步骤:
37.步骤一、导电硅胶浆料制备:在5.0ml聚二甲基硅氧烷pdms预聚体中添加0.6ml粒径为2μm的银包铜粉作为高导电填料,然后在超声清洗器中超声分散60min,使得银包铜粉均匀分散在聚二甲基硅氧烷pdms预聚体中,得到pdms导电浆料;
38.步骤二、导电层固化成形:将步骤一中得到的pdms导电浆料置于真空干燥箱中放
置30min除尽其中气泡,然后加入0.5ml固化剂形成混合浆料,将混合浆料浇注在表面带有微结构的硅模板1表面至完全填充微结构,再置于烘箱中在100℃下低温固化成形40min,在硅模板1上形成表面具有微结构的pdms导电层2;所述硅模板1的整体尺寸为2mm
×
2mm
×
0.5mm,其表面刻蚀有宽度为20μm的微流道结构;
39.步骤三、硬质镍基板预埋填充:将硬质金属基板3放置在步骤二中已冷却至室温的表面具有微结构的pdms导电层2上,然后将由2ml的pdms预聚体和0.2ml固化剂混匀制得的绝缘硅胶浆料浇注到硬质金属基板3上,并置于烘箱中在100℃下低温固化成形30min,在硬质金属基板3上形成pdms绝缘层4,冷却至室温后从硅模板1上剥离并在乙醇中超声清洗吹干,得到由表面具有微结构的pdms导电层、硬质金属基板和pdms绝缘层组成的多层结构硅橡胶芯模5;所述硬质金属基板3为硬质镍基板;
40.步骤四、压印镍模板微电铸成形:将步骤三中得到的多层结构硅橡胶芯模5的上端和下端打孔并穿入金属导线6固定,然后浸入微电铸液中作为阴极,选择质量纯度大于99%的镍片作为阳极,通过电化学工作站采用直流电进行微电铸,直至微电铸液中的金属离子7即镍离子沉积铸满多层结构硅橡胶芯模5的型腔形成电镀沉积构件8即镍模板,取出电镀沉积后的多层结构硅橡胶芯模并浸入去离子水中超声清洗并吹干;
41.所述微电铸液含有以下组分:硫酸镍280g/l,氯化镍60g/l,硼酸40g/l,糖精10g/l,十二烷基磺酸钠0.6g/l,并采用稀硫酸溶液将微电铸液的ph调整为3.5;所述采用直流电进行微电铸的温度为55℃,电流密度为5a/dm2;
42.步骤五、压印镍模板脱模和后处理:采用手动脱模方式,将步骤四中经吹干的电镀沉积后的多层结构硅橡胶芯模型腔5中电镀沉积构件8即镍模板取出,在管式炉中200℃下退火处理90min以消除镍模板中的残余应力,再经表面抛光处理得到压印金属模板9即压印镍模板。
43.图4为本实施例中制备的压印镍模板形貌图,从图4可以看出,本实施例基于多层结构硅橡胶芯模结合微电铸方法成形的压印镍模板结构完整无缺陷,完整复制了硅模板1的微流道结构,说明本发明的方法成形精度高、成形质量好。
44.实施例2
45.如图1~图3所示,本实施例包括以下步骤:
46.步骤一、导电硅胶浆料制备:在8.0ml聚二甲基硅氧烷pdms预聚体中添加3.5ml粒径为2μm的银包铜粉作为高导电填料,然后在超声清洗器中超声分散90min,使得银包铜粉均匀分散在聚二甲基硅氧烷pdms预聚体中,得到pdms导电浆料;
47.步骤二、导电层固化成形:将步骤一中得到的pdms导电浆料置于真空干燥箱中放置60min除尽其中气泡,然后加入0.8ml固化剂形成混合浆料,将混合浆料浇注在表面带有微结构的硅模板1表面至完全填充微结构,再置于烘箱中在100℃下低温固化成形40min,在硅模板1上形成表面具有微结构的pdms导电层2;所述硅模板1的整体尺寸为6mm
×
6mm
×
0.7mm,其表面刻蚀有宽度为20μm的微流道结构;
48.步骤三、硬质钛基板预埋填充:将硬质金属基板3放置在步骤二中已冷却至室温的表面具有微结构的pdms导电层2上,然后将由5ml的pdms预聚体和0.5ml固化剂混匀制得的绝缘硅胶浆料浇注到硬质金属基板3上,并置于烘箱中在100℃下低温固化成形30min,在硬质金属基板3上形成pdms绝缘层4,冷却至室温后从硅模板1上剥离并在乙醇中超声清洗吹
干,得到由表面具有微结构的pdms导电层、硬质金属基板和pdms绝缘层组成的多层结构硅橡胶芯模5;所述硬质金属基板3为硬质钛基板;
49.步骤四、压印镍铁合金模板微电铸成形:将步骤三中得到的多层结构硅橡胶芯模5的上端和下端打孔并穿入金属导线6固定,然后浸入微电铸液中作为阴极,选择面积比为4:1的镍片和铁片组合作为阳极,通过电化学工作站采用直流电进行微电铸,直至微电铸液中的金属离子7即镍离子和铁离子沉积铸满多层结构硅橡胶芯模5的型腔形成电镀沉积构件8即镍铁合金模板,取出电镀沉积后的多层结构硅橡胶芯模并浸入去离子水中超声清洗并吹干;
50.所述微电铸液含有以下组分:硫酸镍300g/l,氯化镍10g/l,硫酸亚铁70g/l,硼酸35g/l,糖精10g/l,十二烷基磺酸钠0.6g/l,氨基乙酸2g/l,抗坏血酸1g/l,葡萄糖4g/l,葡萄糖酸钠1g/l,并采用稀硫酸溶液将微电铸液的ph调整为5;所述采用直流电进行微电铸的温度为50℃,电流密度为3a/dm2;
51.步骤五、压印镍铁合金模板脱模和后处理:采用手动脱模方式,将步骤四中经吹干的电镀沉积后的多层结构硅橡胶芯模型腔5中电镀沉积构件8即镍铁合金模板取出,在管式炉中350℃下退火处理50min以消除镍铁合金模板中的残余应力,再经表面抛光处理得到压印金属模板9即压印镍铁合金模板。
52.图5为本实施例中制备的压印镍铁合金模板形貌图,从图5可以看出,本实施例基于多层结构硅橡胶芯模结合微电铸方法成形的压印镍铁合金模板结构完整无缺陷,完整复制了硅模板1的微流道结构,说明本发明的方法成形精度高、成形质量好。
53.实施例3
54.如图1~图3所示,本实施例包括以下步骤:
55.步骤一、导电硅胶浆料制备:在10ml聚二甲基硅氧烷pdms预聚体中添加10ml粒径为2μm的银包铜粉作为高导电填料,然后在超声清洗器中超声分散120min,使得银包铜粉均匀分散在聚二甲基硅氧烷pdms预聚体中,得到pdms导电浆料;
56.步骤二、导电层固化成形:将步骤一中得到的pdms导电浆料置于真空干燥箱中放置120min除尽其中气泡,然后加入1ml固化剂形成混合浆料,将混合浆料浇注在表面带有微结构的硅模板1表面至完全填充微结构,再置于烘箱中在100℃下低温固化成形40min,在硅模板1上形成表面具有微结构的pdms导电层2;所述硅模板1的整体尺寸为20mm
×
30mm
×
0.2mm,其表面刻蚀有宽度为20μm的微流道结构;
57.步骤三、硬质铜基板预埋填充:将硬质金属基板3放置在步骤二中已冷却至室温的表面具有微结构的pdms导电层2上,然后将由10ml的pdms预聚体和1ml固化剂混匀制得的绝缘硅胶浆料浇注到硬质金属基板3上,并置于烘箱中在100℃下低温固化成形30min,在硬质金属基板3上形成pdms绝缘层4,冷却至室温后从硅模板1上剥离并在乙醇中超声清洗吹干,得到由表面具有微结构的pdms导电层、硬质金属基板和pdms绝缘层组成的多层结构硅橡胶芯模5;所述硬质金属基板3为硬质铜基板;
58.步骤四、压印镍/氧化铝复合材料模板微电铸成形:将步骤三中得到的多层结构硅橡胶芯模5的上端和下端打孔并穿入金属导线6固定,然后浸入微电铸液中作为阴极,选择质量纯度大于99%的镍片作为阳极,通过电化学工作站采用直流电进行微电铸,直至微电铸液中的金属离子7即带电荷的α-氧化铝基团和镍离子沉积铸满多层结构硅橡胶芯模5的
型腔形成电镀沉积构件8即镍/氧化铝复合材料模板,取出电镀沉积后的多层结构硅橡胶芯模并浸入去离子水中超声清洗并吹干;
59.所述微电铸液含有以下组分:硫酸镍280g/l,氯化镍60g/l,硼酸40g/l,糖精10g/l,十二烷基磺酸钠0.6g/l,粒径0.1μm的α-氧化铝粉末20g/l,并采用稀硫酸溶液将微电铸液的ph调整为3.5;所述采用直流电进行微电铸的温度为55℃,电流密度为0.1a/dm2;
60.步骤五、压印金属模板脱模和后处理:采用手动脱模方式,将步骤四中经吹干的电镀沉积后的多层结构硅橡胶芯模型腔5中电镀沉积构件8即镍/氧化铝复合材料模板取出,在管式炉中500℃下退火处理60min以消除镍/氧化铝复合材料模板中的残余应力,再经表面抛光处理得到压印金属模板9即压印镍/氧化铝复合材料模板。
61.图6为本实施例中制备的压印镍/氧化铝复合材料模板形貌图,从图6可以看出,本实施例基于多层结构硅橡胶芯模结合微电铸方法成形的压印镍/氧化铝复合材模板结构完整无缺陷,完整复制了硅模板1的微流道结构,说明本发明的方法成形精度高、成形质量好。
62.以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制。凡是根据发明技术实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本发明技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1