105毫米-125毫米大冲压件镀锌工艺的制作方法
本发明涉及大冲压件镀锌,具体是一种105毫米-125毫米大冲压件镀锌工艺。
背景技术:
1、镀锌是一种防护能力较好,价格低廉,且操作简便、电镀过程易于实现的镀种,在黑色金属的电镀比例中非常高。目前镀锌行业的耐蚀性标准为中性盐雾试验72小时不产生白锈。105毫米-125毫米大冲压件为特有的整体热引伸成型产品,产品机械性能在同行业中处于领先,其表面处理采用电镀锌工艺。
2、现有的镀锌工艺主要存在以下问题:
3、1、该类热引伸大冲压工件表面均有磷化膜、肥皂等润滑剂,仅用化学方法难以完全除去。常规工艺采用酸洗后手工打磨除去,效率低,质量不稳定。
4、2、镀锌溶液含cod值高,废水处理难度大,锌层有机物夹杂较多,锌层附着力及钝化膜附着力较差。
5、3、原镀锌过程为需手动翻转产品。将产品放于挂具上后,产品与挂具相连成阴极,电镀过程中沉积锌层,然后在挂具上绝缘绑第一辅助阳极、第二辅助阳极,在镀锌过程中引入电流,让产品内表面沉积锌层。在镀锌过程中每隔6-7分钟转动产品90°,共须转动四次,生产工人劳动强度大,产量低,质量不稳定,每班操作人员6人,班产300-350件,产品合格率只有50%左右。
6、4、钝化液为高铬钝化,废水中铬含量高。
7、5、镀锌层耐蚀性低。中性盐雾试验72小时后,大冲压件表面有时会出现不同程度的白锈、黑斑、黄锈等腐蚀,影响产品质量。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种105毫米-125毫米大冲压件镀锌工艺。
2、本发明的目的是通过以下技术方案来实现的:一种105毫米-125毫米大冲压件镀锌工艺,所述工艺包括以下步骤:
3、s1、对大冲压件进行喷砂,除去大冲压件表面的磷化膜、氧化皮等杂质。
4、s2、给大冲压件安装上集成式镀锌挂具,并对大冲压件进行除油,所述集成式镀锌挂具包括挂杆,所述挂杆底部水平延伸出用于放置大冲压件的分杆,所述分杆设置有辅助阳极和挂钩。
5、s3、采用cod值含量低的镀锌液对大冲压件进行镀锌,镀锌液内添加入无氰碱性添加剂mx-zn-jg-01a、无氰碱性添加剂mx-zn-jg-01b和无氰碱性添加剂mx-zn-jg-01c。
6、s4、对大冲压件进行出光,然后采用低铬钝化液对大冲压件进行钝化。
7、s5、粘干大冲压件上的水,然后进行烘干。
8、进一步的,步骤s1中,对大冲压件进行两次喷砂,第一次喷46#棕刚玉砂20~40秒,第一次喷120#棕刚玉砂20~40秒,并保证大冲压件的表面粗糙度ra≤1.6。
9、进一步的,步骤s2中,先使用xmt-1化学除油粉对大冲压件进行超声波除油8~15分钟,温度为40~60℃,超声波电流为3~6a,然后依次对大冲压件进行流动水洗、酸洗、流动水洗,再使用电解除油粉对大冲压件进行电解除油2~3分钟,温度为40~60℃,电流密度为1~3a/平方分米,然后依次对大冲压件进行流动水洗、盐酸活化、流动水洗、氢氧化钠中和。
10、进一步的,步骤s2中,所述分杆包括第一分杆和第二分杆,所述辅助阳极包括第一辅助阳极和第二辅助阳极,所述挂钩包括第一挂钩和第二挂钩,所述第一辅助阳极、第一挂钩分别与第一分杆固定连接,所述第二辅助阳极、第二挂钩分别与第二分杆固定连接。
11、进一步的,步骤s2中,所述大冲压件的底部设置有贯穿的孔,所述挂钩为仿形件,所述挂钩从靠近分杆的一端往远离分杆的一端依次设置为直杆段、第一折弯段、第二折弯段和第三折弯段,所述第一折弯段为沿着直杆段向下进行弯折,所述第二折弯段为沿着第一折弯段向上进行弯折,所述第三折弯段为沿着第二折弯段向上进行弯折,所述大冲压件底部贯穿的孔放置在第二折弯段和第三折弯段处,且第二折弯段和第三折弯段的长度比孔的长度长。
12、进一步的,步骤s3中,大冲压件镀锌后,再对大冲压件进行流动水洗。
13、进一步的,步骤s4中,将大冲压件上的集成式镀锌挂具换为钝化挂具,使用硝酸对大冲压件进行出光5~10秒,然后对大冲压件进行流动水洗后,再使用高耐蚀61c低铬钝化剂对大冲压件进行钝化15~25秒。
14、进一步的,步骤s5中,使用纯棉毛巾粘干大冲压件上的水,然后进行烘干,烘干温度为50~60℃,烘干时间为10~20分钟。
15、本发明的有益效果是:
16、1、本发明的镀锌工艺用喷砂方式除去大冲压件表面的磷化膜、氧化皮等杂质,喷砂后产品表面无磷化膜、肥皂等润滑剂,质量好、状态一致,酸洗工序的温度设置为常温,节约了大量的能源。
17、2、本发明通过采用集成式镀锌挂具,将产品装上集成式镀锌挂具后不须单独装夹辅助阳极,产品浸入槽液时,其口部自动向上排气,产品出槽液时,其口部自动向下排出槽液,产品在镀锌过程中自身有轻微的移动,电镀过程中不需转动产品。
18、3、本发明采用cod值含量低的镀锌液和铬含量低的高耐蚀61c低铬钝化剂,废水处理简单。
19、4、本发明将压缩空气吹干改为毛巾粘干,操作环境安静,符合安全、环保及职业健康要求。
20、5、本发明的镀锌液内添加入无氰碱性添加剂mx-zn-jg-01a、无氰碱性添加剂mx-zn-jg-01b和无氰碱性添加剂mx-zn-jg-01c,大冲压件的无氰碱性镀锌层耐蚀性高,经中性盐雾试验120小时后,大冲压件表面不会出现任何的白锈、黑斑、黄锈等腐蚀。
21、6、本发明的大冲压件无氰碱性电镀锌工艺质量稳定,效率高,每班产量达到550-600件,合格率达到80%,操作人员减少1人。
技术特征:
1.一种105毫米-125毫米大冲压件镀锌工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的105毫米-125毫米大冲压件镀锌工艺,其特征在于:步骤s1中,对大冲压件进行两次喷砂,第一次喷46#棕刚玉砂20~40秒,第一次喷120#棕刚玉砂20~40秒,并保证大冲压件的表面粗糙度ra≤1.6。
3.根据权利要求1所述的105毫米-125毫米大冲压件镀锌工艺,其特征在于:步骤s2中,先使用xmt-1化学除油粉对大冲压件进行超声波除油8~15分钟,温度为40~60℃,超声波电流为3~6a,然后依次对大冲压件进行流动水洗、酸洗、流动水洗,再使用电解除油粉对大冲压件进行电解除油2~3分钟,温度为40~60℃,电流密度为1~3a/平方分米,然后依次对大冲压件进行流动水洗、盐酸活化、流动水洗、氢氧化钠中和。
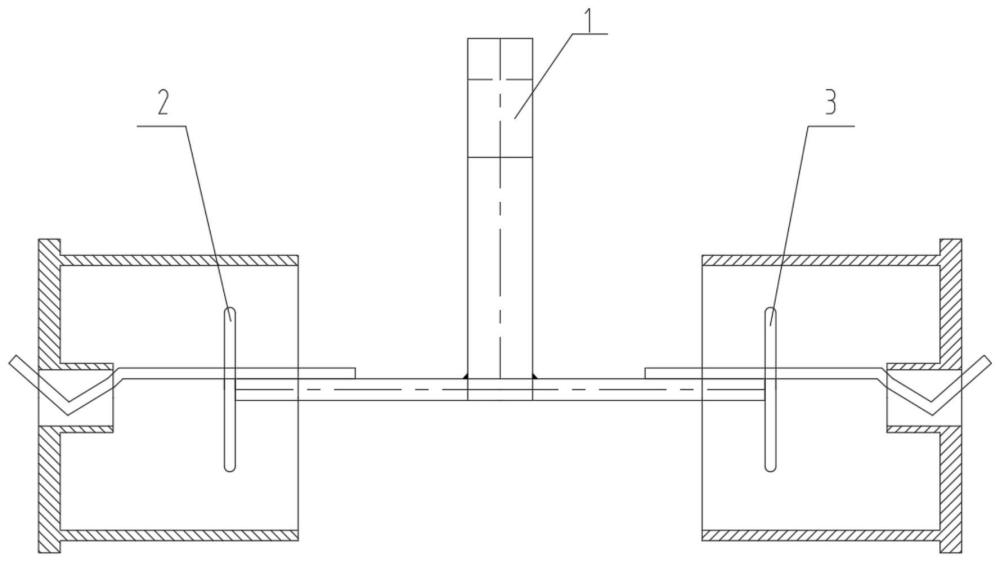
4.根据权利要求1所述的105毫米-125毫米大冲压件镀锌工艺,其特征在于:步骤s2中,所述分杆包括第一分杆和第二分杆,所述辅助阳极包括第一辅助阳极(2)和第二辅助阳极(3),所述挂钩包括第一挂钩和第二挂钩,所述第一辅助阳极(2)、第一挂钩分别与第一分杆固定连接,所述第二辅助阳极(3)、第二挂钩分别与第二分杆固定连接。
5.根据权利要求1所述的105毫米-125毫米大冲压件镀锌工艺,其特征在于:步骤s2中,所述大冲压件的底部设置有贯穿的孔,所述挂钩为仿形件,所述挂钩从靠近分杆的一端往远离分杆的一端依次设置为直杆段、第一折弯段、第二折弯段和第三折弯段,所述第一折弯段为沿着直杆段向下进行弯折,所述第二折弯段为沿着第一折弯段向上进行弯折,所述第三折弯段为沿着第二折弯段向上进行弯折,所述大冲压件底部贯穿的孔放置在第二折弯段和第三折弯段处,且第二折弯段和第三折弯段的长度比孔的长度长。
6.根据权利要求1所述的105毫米-125毫米大冲压件镀锌工艺,其特征在于:步骤s3中,大冲压件镀锌后,再对大冲压件进行流动水洗。
7.根据权利要求1所述的105毫米-125毫米大冲压件镀锌工艺,其特征在于:步骤s4中,将大冲压件上的集成式镀锌挂具(1)换为钝化挂具,使用硝酸对大冲压件进行出光5~10秒,然后对大冲压件进行流动水洗后,再使用高耐蚀61c低铬钝化剂对大冲压件进行钝化15~25秒。
8.根据权利要求1所述的105毫米-125毫米大冲压件镀锌工艺,其特征在于:步骤s5中,使用纯棉毛巾粘干大冲压件上的水,然后进行烘干,烘干温度为50~60℃,烘干时间为10~20分钟。
技术总结
本发明公开了一种105毫米‑125毫米大冲压件镀锌工艺,涉及大冲压件镀锌技术领域,包括以下步骤:对大冲压件进行喷砂,给大冲压件安装上集成式镀锌挂具,并对大冲压件进行除油,采用COD值含量低的镀锌液对大冲压件进行镀锌,镀锌液内添加入无氰碱性添加剂MX‑Zn‑JG‑01A、无氰碱性添加剂MX‑Zn‑JG‑01B和无氰碱性添加剂MX‑Zn‑JG‑01C,对大冲压件进行出光,然后采用低铬钝化液对大冲压件进行钝化,粘干大冲压件上的水,然后进行烘干。本发明的工艺质量稳定,效率高。
技术研发人员:唐明,龙爱平
受保护的技术使用者:隆昌山川机械有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!