一种提高金属件冷凝水测试性能的表面处理工艺的制作方法
本发明涉及表面处理工艺,具体涉及一种提高金属件冷凝水测试性能的表面处理工艺。
背景技术:
1、在金属紧固件表面电镀锌、锌镍是一种很常用的金属防腐蚀工艺,尤其是金属表面电镀锌镍合金,能够提供更好的抗腐蚀能力。
2、冷凝水测试是金属紧固件抗腐蚀能力的一种性能测试,是按照iso 6270-2标准进行测试的,以红锈出现时间进行结果评估。
3、紧固件在进行中性盐雾测试时,锌镍镀层的测试结果要明显优于锌镀层,由于锌镍合金镀层性价比高,其应用越来越普遍。通常,为了提高镀层的耐蚀能力,增加装饰性,控制紧固件的摩擦系数在0.12~0.18(大部分主机厂的控制范围),会在锌镍电镀后增加含铬的转换层(即钝化层)和封闭层。另外,钝化层的颜色可以根据槽液的组成而变化,外观为黑色的产品,称为黑色钝化。
4、紧固件在锌镍合金黑色钝化处理之后,虽然可以满足装饰效果的需求,但是在实际应用中发现,如果紧固件按照传统的锌镍合金表面处理工艺(前处理-电镀锌镍-弱酸活化-黑色钝化-封闭-烘干)进行处理,根据iso 6270-2方法进行冷凝水测试后,在72小时甚至24小时就会出现红锈,无法满足240小时无红锈的冷凝水测试性能要求。
技术实现思路
1、为克服上述缺点,本发明的目的在于提供一种提高金属件冷凝水测试性能的表面处理工艺,通过增加整理处理工艺,推后了冷凝水测试红锈出现的时间,满足240小时无红锈的冷凝水测试性能要求。
2、为了达到以上目的,本发明采用的技术方案是:一种提高金属件冷凝水测试性能的表面处理工艺,包括以下步骤:
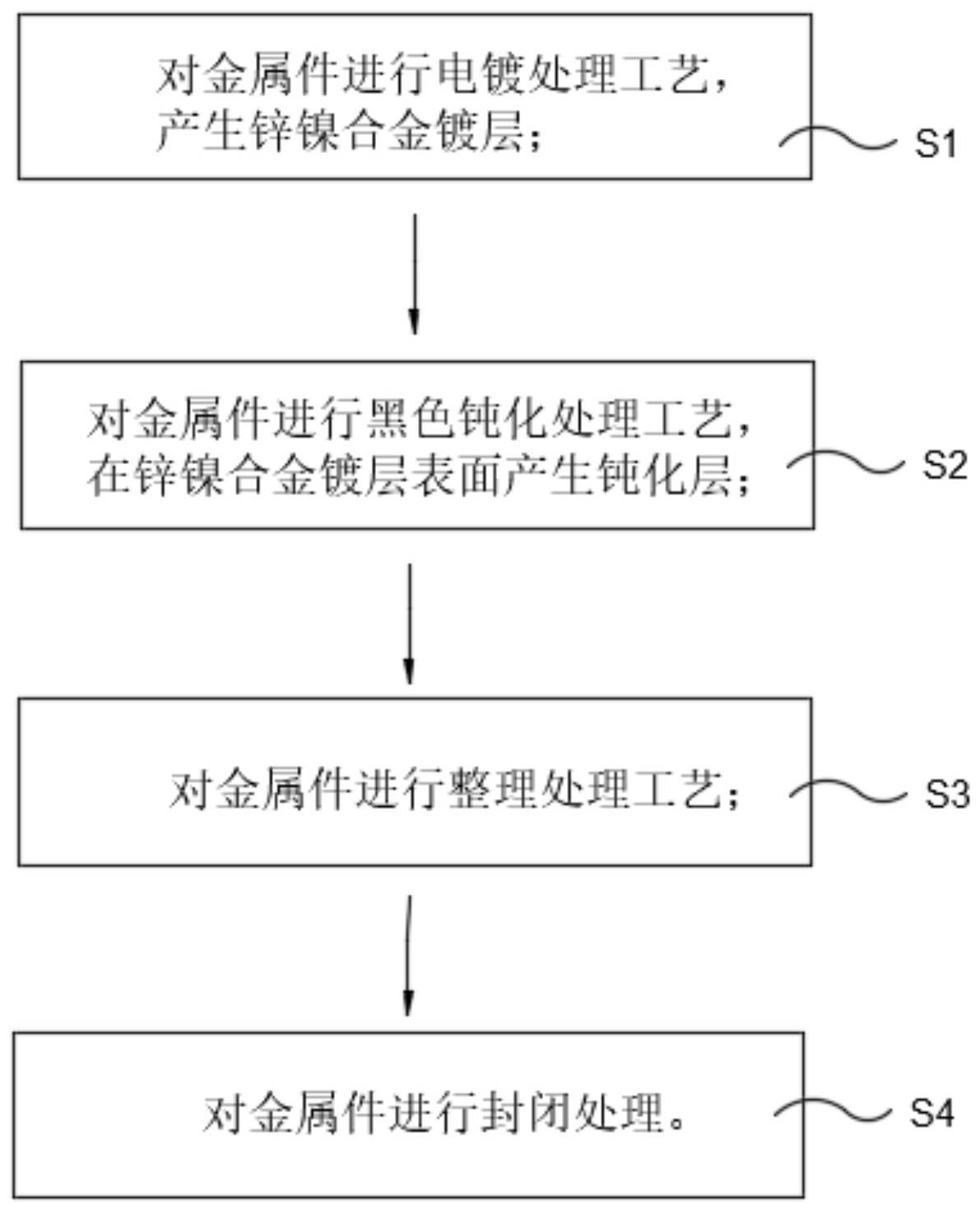
3、s1、在金属件进行电镀处理工艺,产生锌镍合金镀层;
4、s2、对金属件进行黑色钝化处理工艺,在锌镍合金镀层表面产生钝化层;
5、s3、对金属件进行整理处理工艺,整理处理工艺包括以下步骤:将金属件浸泡在整理液中,整理液包括浓度为100~300ml/l的钝化后浸剂和浓度为5~10ml/l的三价铬润湿剂,在s3之后,对金属件烘干处理;示例性地,钝化后浸剂的浓度为100ml/l、125ml/l、150ml/l、175ml/l、200ml/l、225ml/l、250ml/l、275ml/l、300ml/l;三价铬润湿剂的浓度为5ml/l、6ml/l、7ml/l、8ml/l、9ml/l、10ml/l;
6、s4、对金属件进行封闭处理;
7、s5、对金属件进行烘干处理。
8、进一步地,s3中,金属件浸泡在整理液中时间为10~60秒。示例性的,金属件浸泡在整理液中的时间为10秒、20秒、30秒、40秒、50秒、60秒。
9、进一步地,s3中,整理液的ph为4.0~4.5,温度为45~55℃。
10、进一步地,s3中,还包括如下步骤:将金属件放置在离心机内甩干60~90秒,离心机转速为400~600rpm。
11、进一步地,s1中,电镀处理工艺包括如下步骤:
12、s11、在电镀槽内加入naoh、水和锌浓缩液,naoh的浓度为120~140g/l,锌浓缩液的浓度为90~130ml/l;示例性地,naoh的浓度为120g/l、125g/l、130g/l、135g/l、140g/l;锌浓缩液的浓度为90ml/l、100ml/l、110ml/l、120ml/l、130ml/l。锌浓缩液为含锌75g/l,氢氧化钠330g/l的溶液;
13、s12、在电镀槽内加入碱性锌镍电镀工作液,碱性锌镍电镀工作液包括镍络合剂、锌络合剂、镍补充剂和、光亮剂;其中镍络合剂的浓度为60~70ml/l,锌络合剂的浓度为60~70ml/l,镍补充剂的浓度为7~15ml/l,光亮剂的浓度为0.3~0.8ml/l。本申请中,镍络合剂、锌络合剂、镍补充剂和光亮剂购买于麦德美乐思科技(苏州)有限公司,镍络合剂的型号为performa 285 r base;锌络合剂的型号为performa 285r starter;光亮剂的型号为performa285;镍补充剂为7~10ml/l型号为performa 285 ni-cpl、1~3ml/l型号为performa 285 additive h和2~5ml/l型号为performa 285 r additive的混合液;
14、s13、将金属件放入电镀槽内,接通0.5~0.8asd的电流对金属件进行电镀,在金属表面形成锌镍合金镀层。
15、进一步地,s2中,黑色钝化处理工艺包括如下步骤:在钝化槽内加入钝化液和水配制出锌镍黑色钝化工作液,钝化液的浓度为250~330ml/l,配制出锌镍黑色钝化工作液的ph在1.9~2.3。本申请中,钝化液购买于麦德美乐思科技(苏州)有限公司,钝化液为型号为finidip 728.5 part a和型号为finidip 728.5 part b的混合液,其中finidip 728.5part a的浓度为150-180ml/l,finidip 728.5 part b的浓度为100-150ml/l。
16、进一步地,s4中,将金属件放入封闭添加剂中进行封闭处理,封闭添加剂的浓度为80~100%。本申请中,封闭添加剂购于购买于麦德美乐思科技(苏州)有限公司,型号为finigard 113g。
17、进一步地,还包括如下步骤:对金属件进行封闭处理后,将金属件进行烘干,烘干温度为60~80℃,烘干时间为20~30min。
18、进一步地,还包括前处理工艺,前处理工艺包括依次进行化学除油、一次阳极电解、酸洗、二次阳极电解、预浸。
19、本发明的有益效果:
20、1)采用本申请的工艺,在黑色钝化处理后,再进行整理处理工艺,使经过黑色钝化产生了微裂纹状表面结构也得到保护,在后封闭、烘干的协同作用下,使得微裂纹层避免冷凝水测试时水汽渗透至基材,从而推后了冷凝水测试红锈出现的时间,在实验过程中,240小时无红锈出现,有效提升金属紧固件的冷凝水测试性能,即有效提升金属件的抗腐蚀能力。
21、2)整理处理工艺为含三价铬的浸泡工艺,可以进一步提升了冷凝水测试性能的同时,在黑色钝化基础上改善金属件外观。
技术特征:
1.一种提高金属件冷凝水测试性能的表面处理工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种提高金属件冷凝水测试性能的表面处理工艺,其特征在于,s3中,金属件浸泡在整理液中10~60秒。
3.根据权利要求1所述的一种提高金属件冷凝水测试性能的表面处理工艺,其特征在于,s3中,整理液的ph为4.0~4.5,温度为45~55℃。
4.根据权利要求1所述的一种提高金属件冷凝水测试性能的表面处理工艺,其特征在于,s3中,还包括如下步骤:将金属件放置在离心机内甩干60~90秒,离心机转速为400~600rpm。
5.根据权利要求1所述的一种提高金属件冷凝水测试性能的表面处理工艺,其特征在于,s1中,电镀处理工艺包括如下步骤:
6.根据权利要求1所述的一种提高金属件冷凝水测试性能的表面处理工艺,其特征在于,s2中,黑色钝化处理工艺包括如下步骤:在钝化槽内加入钝化液和水配制出锌镍黑色钝化工作液,钝化液的浓度为250~330ml/l,配制出锌镍黑色钝化工作液的ph为1.9~2.3。
7.根据权利要求1所述的一种提高金属件冷凝水测试性能的表面处理工艺,其特征在于,s4中,将金属件放入封闭添加剂中进行封闭处理,封闭添加剂的浓度为80~100%。
8.根据权利要求1所述的一种提高金属件冷凝水测试性能的表面处理工艺,其特征在于,还包括如下步骤:对金属件进行封闭处理后,将金属件进行烘干,烘干温度为60~80℃,烘干时间为20~30min。
9.根据权利要求1所述的一种提高金属件冷凝水测试性能的表面处理工艺,其特征在于,还包括前处理工艺,前处理工艺包括依次进行化学除油、一次阳极电解、酸洗、酸活化、二次阳极电解、预浸。
技术总结
本发明公开了一种提高金属件冷凝水测试性能的表面处理工艺,包括以下步骤:S1、对金属件进行电镀处理工艺,产生锌镍合金镀层;S2、对金属件进行黑色钝化处理工艺,在锌镍合金镀层表面产生钝化层;S3、对金属件进行整理处理工艺,整理处理工艺包括以下步骤:将金属件浸泡在整理液中,整理液包括浓度为100~300ml/L的钝化后浸剂和浓度为5~10ml/L的三价铬润湿剂;S4、对金属件进行封闭处理。在黑色钝化处理后,再进行整理处理工艺,使经过黑色钝化产生了微裂纹状表面结构也得到保护,使得微裂纹层避免冷凝水测试时水汽渗透至基材,从而推后了冷凝水测试红锈出现的时间,有效提升金属件的抗腐蚀能力。
技术研发人员:叶路华,潘军,万承刚,黄丽霞,王兴平
受保护的技术使用者:科文特亚环保电镀技术(江苏)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!